料号工程文件编码原则
工程资料分类方案编码规则
工程资料分类方案编码规则一、引言工程资料是工程项目实施过程中产生并需要管理的各种文档、图纸、数据和信息的集合体。
对工程资料进行合理的分类和编码,有利于实现资料的高效管理和利用。
本文旨在制定工程资料分类方案编码规则,以便统一、规范地对工程资料进行分类和编码,并提高资料管理的效率和质量。
二、编码规则的基本原则1. 适用性原则:编码规则必须适用于各类工程资料,包括施工图纸、设计文件、施工记录、验收资料等各类文档和数据。
2. 规范性原则:编码规则必须符合国家相关标准和规范的要求,保证资料的合规性和统一性。
3. 灵活性原则:编码规则需要具有一定的灵活性和适应性,以应对不同类型的工程项目需求。
4. 简洁性原则:编码规则需要简洁明了,易于理解和应用。
5. 一致性原则:编码规则需要保证在同一领域、同一项目范围内的一致性,以便于不同资料之间的关联和查找。
6. 可扩展性原则:编码规则需要具有可扩展性,以适应未来工程资料管理的发展需求。
三、工程资料分类编码规则1. 资料主题分类:按照工程项目的不同阶段和内容,将工程资料分为设计阶段资料、施工阶段资料、验收阶段资料等,采用字母、数字或组合的方式进行编码。
2. 资料管理分类:根据资料的不同管理属性,将工程资料分为公开资料、内部资料、机密资料等,采用字母、数字或组合的方式进行编码。
3. 资料格式分类:根据资料的不同形式和格式,将工程资料分为图纸、文档、数据等,采用字母、数字或组合的方式进行编码。
4. 资料项目分类:根据工程项目的不同部位和系统,将工程资料分为土建工程资料、结构工程资料、给排水工程资料、电气工程资料等,采用字母、数字或组合的方式进行编码。
5. 资料时间分类:根据工程资料的产生时间和更新周期,将工程资料分为常规资料、临时资料、历史资料等,采用字母、数字或组合的方式进行编码。
6. 资料归档分类:根据工程资料的归档要求和条件,将工程资料分为永久归档资料、临时归档资料、材料档案等,采用字母、数字或组合的方式进行编码。
新料号编码原则(新)
大类码
建内径,单位 0.1mm 如有超出 10mm 加字母表示, 例:OD10.0 表示为 0A,OD10.5 表示为 0B,OD11.0 表示为 1A;OD11.5 表示为 1B…. 建内径,单位 0.1mm 建内径,单位 0.1mm 建内径,单位 0.1mm 建内径,单位 0.1mm 建材质: 01 Nylon 02 PP 纱 建内径,单位 0.1mm
东莞市普旭电线有限公司
文件 编码原则 名称
文件编号 版本版次 页次
附件二: 材料编码原则——连接器类(共 10 码)
*
*
*
*
* - *
*
* - * *
流水码 PIN 电镀码 外壳电镀码 类别码 小类码 大类码
说明: 1. 大类码: 11 连接器类 2. 小类码:两码,分类如下 3. 类别码:一码,分类如下 小类码 01 说 HDMI 类 明 类别码 0 1 2 3 … 02 … DVI 类 0 1 DVI M DVI F … 04 RCA 类 0 1 RCA PLUG RCA JACK 说 明 小类码 03 说 USB 类 明 类别码 0 1 2 3 4 5 说 明
… 4. 颜色码:两码,与成品色码统一. 5. 流水码:两码,当为客供材料时,此码最后一位表示为 C.
东莞市普旭电线有限公司
文件 编码原则 名称
文件编号 版本版次 页次
附件八: 材料编码原则——端子类(共 11 码)
*
*
*
*
* *
*
*
*
* *
流水号 原厂/同等品代码 电镀码 材质码 小类细分流水码 Pitch 码 大类码ຫໍສະໝຸດ Nickel plating
东莞市普旭电线有限公司
料号编码原则

P表示单PCS出货;L表示连板出货
第十码-表示电镀类型
0:抗氧化1:镀金2:镀锡3:沉金
4.沉锡
第十一码-表示包装方式
A:托盘;B夹板;C:吸塑盒
第十二码-表示厂别
O:龙悦1:华旭达3:富世通
第十三码-表示检验标准
1表示JPCA 1级标准,2表示JPCA 2级标准,3表示JPCA 3级标准,4表示IPC-6013 1级标准,5表示IPC-6013 2级标准,6表示IPC-6013 3级标准,7表示IPC-A-610C级标准,8表示客户标准,9表示厂内标准
料号编码原则
编制:2014-5-8
L F B XXX - B S P 3 - B 04
第一码L-表示公司名称
龙悦
第二码F-表示类型
FPC
第三码-表示客户类型
A类,B类,C类,D类,E类
第四至六码-表示产品编号
01、02、03……999
第七码-表示产品版本号
A、B、C、D……Z
第八码-代表产品类型
文件编号规则
5.3.1 文件编码原则:
一阶文件:公司代号-文件类别-部门代码-二位流水码;(例:DB-QEA-Q-01)
二阶文件:公司代号-文件类别-部门代码-二位流水码;(例:DB-Q(E)P-A-01)
三阶文件:公司代号-文件类别-部门代码-三位流水码;(例:DB-WI-A-001)
四阶文件:公司代码-所属文件代号-部门代码-三位流水码。
(例:DB-FOR-A-001)
5.3.2文件类别及部门代码:
5.3.2.1公司及部门代码:
DB-公司代号A-工程技术部B-生产部C-市场部D-财务部E-采购部F-综合管理部Q-质量部G-仓库
5.3.2.2文件类别:
QEA-管理手册Q(E)P-质量(环境)程序文件SIP-检验规范SOP-作业指导书WI-程序辅助文件BOM-材料列表WIP-操作规范PAR-配方及料号编号规范FOR-记录CAK-包装规范。
物料编码原则,工厂原料、半成品、成品、客供件编码方法

电子类(零件)---IC、电阻、电容、PCB、发射管、接收器、开关、风扇、指示灯(LED)、 电源线、信号线、导电膜、喇叭、蜂鸣器……等。
03 (半成品)---喇叭、锁座、汇流槽、主机板、COB、插件半成品……等。
橡胶类(零件)---硅胶条、单 KEY 橡胶、圆球(滚轮)、橡胶脚垫、橡皮圈。 04
(X 入货:成本为 0-----Y 出货:建立加工费)
〔2〕 B 指客户别(A--Y 依序编列、为避免混淆 I、D、O、Z 四个英文字母不予采 用)。
〔3〕 C
D EF G H I
参照原客户现有之编号、取其七码、不够七码者前面补 0、遇有文字或符号
者、则跳过不予编入。
〔4〕未编入 BOM 之客提件不予编号、进料盖客提免验章。
AB
C DE F G H
〔1〕 A 所有 SKD、CKD 半成品其 A 栏皆为 5。
文件名称 制订日期
实业
物料编码原则
发行日期
版本
文件编号 制定部门 A 制订日
期
页次 发行部门
发
行 日 期
〔2〕 B
C 表示材料大类别。(详见附件三) 01-----塑料类。 02-----金属类。 03-----电子类。 04-----橡胶类。 05-----包材类。 06-----标贴类。 07-----紧固(扣)合件。 08-----附件类。
09
10
(附件四) G、H 栏
键盘语文别代码表 G、H 栏
G、H 栏
01
英文
25
02
英国英文
26
03
西班牙文
27
04
匈牙利文
工程管理文件编码管理制度
工程管理文件编码管理制度一、总则为了规范工程管理文件的编码管理工作,提高工程管理效率、规避工程管理风险,根据《中华人民共和国工程法》《中华人民共和国政府文件管理办法》等法律法规,制定本制度。
二、适用范围本制度适用于公司所有工程管理文件编码管理工作。
三、文件编码原则1. 编码应具有唯一性和可追溯性;2. 编码应简洁明了,易于识别和传达;3. 编码应反映文件的属性和内容。
四、编码规范1. 工程管理文件编码应由领导小组统一制定,并在全公司推广实施;2. 文件编码分为主编码和子编码,主编码由公司制定,子编码由项目部门根据需要自行制定;3. 主编码应包含项目类型、项目阶段、文件类别等信息;4. 子编码应包含文件内容、文件名称等信息;5. 文件编码应采用数字、英文或符号等字符组合;6. 文件编码应避免重复、遵守编码原则。
五、编码标准1. 主编码标准应包括项目类型、项目阶段、文件类别等信息;2. 项目类型包括建筑、市政、园林等;3. 项目阶段包括前期调研、设计阶段、施工阶段、竣工验收等;4. 文件类别包括施工图纸、施工方案、质量报告等;5. 主编码应由数字或英文字母组成,每部分之间用“-”分隔;6. 子编码标准应包括文件内容、文件名称等信息;7. 子编码应由数字或英文字母组成,简洁明了,易于识别和传达;8. 主编码和子编码之间用“.”连接。
六、管理流程1. 文件编码管理由工程管理部门统一负责;2. 项目部门根据实际需要提出文件编码申请;3. 工程管理部门进行核实,确认符合编码规范后发放文件编码;4. 每个文件按照编码规范进行编码标注,并在文件上加盖公章;5. 编码信息应同时录入电子管理系统,以便查询和追溯;6. 文件编码应在文件存档期间有效,不得随意更改。
七、监督检查1. 工程管理部门应定期对文件编码管理情况进行检查,并及时发现并纠正问题;2. 对于违反编码规范的行为,应给予相应的处理,以确保工程管理文件编码的合规性和规范性。
产品料号编码原则
产品料号编码原则产品料号编码是为了方便企业内部管理,识别和追踪产品信息而设计的编码系统。
它是唯一的标识符,用于区分不同的产品品种和规格。
一个好的产品料号编码系统能够提高企业的运营效率,减少错误和混淆,同时也可以为产品的销售和市场推广提供支持。
在制定产品料号编码原则时,需要考虑以下几个方面:1.可读性和可识别性:产品料号编码应该简洁明了,易于读取和识别。
最好采用数字、字母或符号组合的形式,避免使用过长或过于复杂的编码。
2.层次结构:产品料号编码可以按照不同的层次结构来组织。
一般来说,可以从大类开始划分,然后逐渐细分为子类和产品品种。
这样可以便于分类、检索和组织产品信息。
3.唯一性:每个产品料号应该是唯一的,不同的产品不应该有相同的料号。
这样可以确保在产品管理和追踪过程中没有混淆和错误。
4.可扩展性:产品料号编码系统应该具有一定的扩展性,能够适应企业业务的发展和产品线的扩张。
在设计编码时,可以预留一定的空间来容纳新增产品或变更产品规格等需求。
5.注重实际需求:根据企业的实际需求和特点,可以考虑增加一些附加信息,并将其编码与产品料号进行关联。
例如,可以在料号中包含关于产品尺寸、材料、颜色等信息,以便更好地满足企业的管理和追踪需求。
6.标准化:企业可以考虑采用行业内通用的编码标准,以便与供应商、客户和其他合作伙伴进行一致性的沟通和交流。
标准化的编码系统可以提高信息的交换效率,减少沟通误差。
7.易于操作和维护:产品料号编码系统应该是易于操作和维护的。
企业可以考虑使用自动化的工具和软件来管理和维护编码系统,以提高工作效率并减少人为错误。
总之,产品料号编码原则应该以可读性、层次结构、唯一性、可扩展性、实际需求、标准化、易操作和维护为基础。
一个好的产品料号编码系统可以提高企业的管理效率和运营能力,帮助企业更好地追踪和掌握产品信息,增强市场竞争力。
材料编码原则
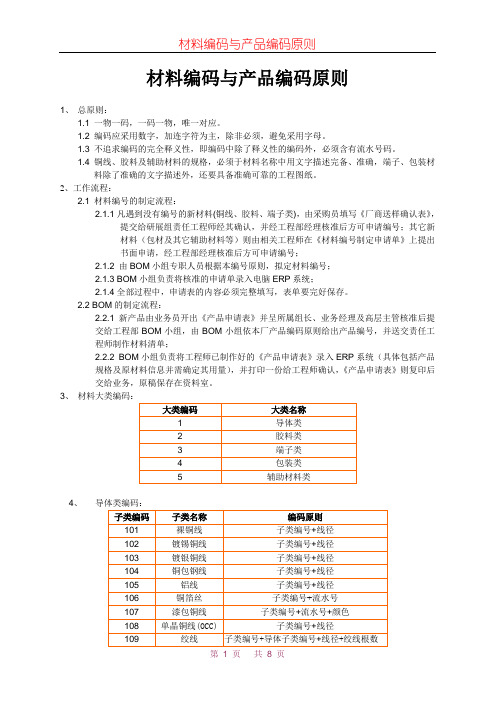
材料编码与产品编码原则1、总原则:1.1 一物一码,一码一物,唯一对应。
1.2 编码应采用数字,加连字符为主,除非必须,避免采用字母。
1.3 不追求编码的完全释义性,即编码中除了释义性的编码外,必须含有流水号码。
1.4 铜线、胶料及辅助材料的规格,必须于材料名称中用文字描述完备、准确,端子、包装材料除了准确的文字描述外,还要具备准确可靠的工程图纸。
2、工作流程:2.1 材料编号的制定流程:2.1.1凡遇到没有编号的新材料(铜线、胶料、端子类),由采购员填写《厂商送样确认表》,提交给研展组责任工程师经其确认,并经工程部经理核准后方可申请编号;其它新材料(包材及其它辅助材料等)则由相关工程师在《材料编号制定申请单》上提出书面申请,经工程部经理核准后方可申请编号;2.1.2 由BOM小组专职人员根据本编号原则,拟定材料编号;2.1.3 BOM小组负责将核准的申请单录入电脑ERP系统;2.1.4全部过程中,申请表的内容必须完整填写,表单要完好保存。
2.2 BOM的制定流程:2.2.1 新产品由业务员开出《产品申请表》并呈所属组长、业务经理及高层主管核准后提交给工程部BOM小组,由BOM小组依本厂产品编码原则给出产品编号,并送交责任工程师制作材料清单;2.2.2 BOM小组负责将工程师已制作好的《产品申请表》录入ERP系统(具体包括产品规格及原材料信息并需确定其用量),并打印一份给工程师确认,《产品申请表》则复印后交给业务,原稿保存在资料室。
3、4、1011021031041051061075、备注=上表中的牌号即我们常指的供应商的料号(胶料厂的料号通常表示某一特定的颜色);●既有胶料的牌号,可直接采用原牌号。
以后新料的牌号,可以采用Pantone® Color色卡号。
例如,新配料蓝色286外被料,邵氏硬度69A,可橡胶料厂指定编号204-286-69。
●关于胶料牌号中的字母:牌号前的字母:N——无毒料T——弹簧料牌号后的字母:A——ABS非移行性P——PS非移行性U——UL认证料邵氏硬度后的字母:L——亮面(消光、雾面不予标注)除上述几种字母外,其余特征,如产家、日本粉/台湾粉、透明、荧光等,一律不再增加字母作解释,而采用后加流水号区分的办法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.0流程:(无)
5.0说明 : 5.1图料号、工程文件编码原则: 5.1.1相关于生产用料件之图料号编码原则:
5.1.1.1商品编码原则: 5.1.1.1.1凡为买进、卖出赚取差额利润之存货属之。买进时
当作商品;卖出
转入买卖业销货成本。
5.1.1.1.2 商品编码共13码 □□□□□□□□□□□□□ ABCDEFGHIJKLM
模具、设备工作申请单编号:P02001-S01-1
5.1.6客户所提供之图面/文件为参考性质,最终依本公司发行之图
面/文件为本公司正式文件。
6.0相关文件:
6.1文件管制程序
(JQAD-2-0001)
7.0参考窗体: 7.1文件编码索引 7.2项目评估及预算审核 (JENG-4-0016) 7.3模具、设备工作申请单 (JENG-4-0013)
带等)
I,J 流水码 01~99
“模具设备工作申请单”的编 码
K
-
L 识别码 1~Z(1~9;A:10; B:11;…)
EX. P02001-S01-A
P 02
001
-
所作套数的编码,英文码 I,O易混淆不清,所以不 列入编码
S
01 -
1
专案 年代码 流水码
冲压模或 流水码 冲床
第一套
专 案 编 号 : P02001
料号工程文件编码原则
1.0目 的 : 1.1便于工程文件管理分类及依循,财务方面结帐速度利于管理分类
2.0范 围 : 2.1凡工程部所提出成品、机器所需之图面或必要之文件均属之。
3.0权责部门 : 3.1工程部:制定相关图面或文件。 3.2文管中心:DCC.文件分发、回收、销毁。
4.0名词定义 4.1 SOP:作业标准书的简称。 4.2 DCC.文件:管制文件的简称。
代码 代表意义 代号
备注
A,B 财务用分类 15 码
C
—
D 康硕码
G
E 产业别
K 包材
F,G,H 类别码
001~999
依序编码
I
—
J,K 流水码
01~99
由工程师控 制
L Otherness A(未来扩充)
EX.原材料码15-GK001-01A
15 G
K
001
01
A
财务用 康硕码 码
产品别 类别码 流水码
F,G 产品分类 01~99
H
—
I 产品小分类 1~9
J,K 流水码 01~99
L 包装码 M 产地码
A~Z Z
各项产品分类之小分类 有各工程师依客户或产品特性依 序控制 由业务指定包装方式 Made in China
EX.AGP Universal之商品码为90-G804-301CZ
90 G
8
04 3
代码
代表意义
代号
备注
A,B
财务用分类码 60(射出)
70(冲压)
80(电镀)
C
—
D
康硕码
G
E
对应码
对应客户制程别
F,G,H 流水码
001~999
依序编号
I
类别码
1~9
各项产品分类之小分类
J
—
L,K
流水码
01~99
由各工程师控制
M
产地码
Z
EX.AGP半成品码为60-G10002-01Z
60 G
1
000
接材料(物料)。
5.1.1.4.2 原材料码(除包材类)共有12码 □□□□□□□□□□□□
A B CD E F G H I J K L 代码 代表意义 代号
备注
A,B 财务用分类 13 码
C
—
D 康硕码 G
E
产业别
A 制程中半 D鱼叉
成品
S 铁榖
R 塑粒
E其它
N螺丝 G 铜板 C 排线
英文码I, O易混淆不
一次。
版 本:工程文件在没有正式发行前版次依“1、2、……”表示,正式制定 时按《文件管制程序》(JQAD-2-0001)中5.1.1中作业。
凡客户提供的图面/文件转为本公司图面/文件的版次对应客户版次 在客户版次后加“1、2、……”。
5.1.5 “项目评估及预算审核”、“模具、设备工作申请单”的编码原 则:
P 塑料零件 L 板材 W 线材 清,所以不
T 端子
列入编码
F,G,H 流水码 001~999
依序编码
I
-
J,K 流水码 01~99
由工程师控 制
R塑粒: A.PBT B.PA66 C.PPS 除上述2种
D.LCP E.PA6T F.ABS 外,其它暂
G.PA46 H.PC I.其它
不分类,均
L
类别码
L板材: A.C5191 B.C5210 C.2680 以A表示作
D.C2801 E.C2600 F.SPCC 为扩充码.
G.不锈钢 H.其它
EX.原材料码13-GT001-01A
13 G
T
001
01 A
财务用 康硕码 码
产业别 流水码
流水码 Otherness
原物料
端子
图号(13-GT001A)
Otherness
原物料
包装材料 CARTON CARTON FOR ATA
图号(15-GK001A)
料号(15-GK001-01A)
5.1.1.5 包装规范编码原则: SLP-XSXX-Y
EX.SLP-8S04-C AGP Universal
SLP
X
S
XX
X
包装规范 产品别 识别码 产品分类码 包装码
□□□□□□□□□□□□ A B CD E F G HI J K L
代码 代表意
代号
备注
义
A 识别码 P
专案
B,C 年代码 00~99
D,E,F 流水码 001~999
“项目评估及预算审核”的编 码
G
-
S=冲压模或冲床
P=塑料模或射出机 H 分类码 A=机器设备
英文码I,O易混淆不清,
Z=生产设备(锡炉,输送 所以不列入编码
5.1.3在图料号后的括号内为向对应的客户图料号,作为参考。 5.1.4由本部门制定的其它文件编码原则:
E-□□□□□□□-□□□
延伸码(2~3码) 流水码(3码) 年代码(2码) 文件代码(2码) 部门别
部门别:工程部-E 文件代码:依“文件编码索引”编,当为设备类其它图面时,在其代码前
加“O”以示区分。 流水码:向工程文管申请,“文件编码索引”由工程文管每月更新
料号(13-GT001-01A)
EX.原材料码13-GR001-99A
13
G
R
001-99 A
财务用码 康硕码 产业别 流水码 类别码
原物料
塑粒
PBT
R(塑粒)/L(板材)/G(铜板)标示不需要图面,只需提供规格说明; 5.1.1.4.3 原材料码-包材类共有12码
□□□□□□□□□□□□ A B CD E F G H I J K L
代码 代表意义
代号
备注
A,B 财务用分类 12(商品码) 码
C
—
D 康硕码
G
E 产业别 1~9
F,G 产品分类 01~99
H
—
I 产品小分类 1~9
各项产品分类之小分类
J,K 流水码 01~99
有各工程师依客户或产品特性依 序控制
L 包装码 A~Z
由业务指定包装方式
M Otherness A(未来扩充)
EX.ULTRA ATA之商品码为12-G701-302AA
12 G 7 01
3
02
A
A
财务 康硕 产业 产品分 产品小分 流水码 包装方 Otherness
用码 码 别 类 类
式
商品 别
I/O ATA Cable 工程师 业务指
类
Assebly 依产品 定包装
(L.G.) 特性或 方式
客户需
求编码
Made in China
2
01
Z
射出之 康硕码 财务用
码
对应别
流水码 类别码 流水码
(1.Cover 2.Housing
tch 4.其它)
产地码
半成品 阶
射 出 ZIF COVER 阶;
Made in China
图号(60-G10002Z)
料号(60-G10002-01Z) Note:半成品中如有冲压、静电镀制程其图/料号,应分别叙述,图面应
01
C
Z
财务用 康硕码 产业别 产品分 产品小分 流水码 包装方 产地码
码
类类
式
自制成 品
主机板 AGP AGP
类
Universal
采用C Made 方式包 in 装 China
5.1.1.3半成品码编码原则 5.1.1.3.1凡尚未制造完毕或未组装成最终产品(连结器)供销售的各项产品
属之。例如:射出部的射出成品及经冲压或电镀后的成品,因尚 未组装成最终产品连结器;因故称之为在制品或半成品。 5.1.1.3.2半成品码总共有13码: □□□□□□□□□□□□□ ABCDEFGHIJKLM
SLP
8
S
04
C
主机板 苏州
AGP
5.1.1.6产品规范编码原则: SLS-XSXX-Y EX.SLS-8S01-A DIMM 168 PIN
SLS
X
S
XX
C方式之包装规范 YBiblioteka 产业别 识别码 产品分类码