焊接表示方法
焊接图纸符号标注图解示例

一、焊接图纸符号标注图解示例★焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
二、焊接符号表示方法1钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
2钢结构焊缝符号表示的方法及有关规定:(1)焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
(2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
(3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
(4)当为双面对称焊缝时。
基准线可不加虚线。
(5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
(6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
(7)焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
(8)在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。
焊接工程图的表达方法

焊接工程图的表达方法焊缝表示法1、焊缝画法在技术图样中一般采用GB324-88规定的焊缝符号法表示焊缝。
需要在图样上简易的绘制焊缝时,可以用视图、剖视图、断面图表示,也可以用轴测图示意表示。
图样中的可见焊缝可以用圆弧、直线表示(这些线段可以徒手绘制),也允许采用粗线(粗线宽度的2倍)表示焊缝。
2、焊缝的标注(1)、焊缝的结构形式:用焊缝代号来表示,焊缝代号主要由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸等组成。
它用来说明焊缝横截面的形状,尺寸,线宽为标注字符高度的1/10,如字高为3.5mm,则符号线宽为0.35mm。
辅助符号见下表所示,它是表示焊缝表面形状的符号,如凸起或凹下等。
补充符号见下表表所示,它是用来表示焊缝的范围等特征的符号。
(2)、指引线:采用细实线绘制,一般由带箭头的指引线(称为箭头线)和两条基准线(其中一条为实线,另一条为虚线,基准线一般与图纸标题栏的长边平行)必要时可以加上尾部(90°夹角的两条细实线),如图所示。
(3)、标注标注时,箭头线对于焊缝的位置一般没有特殊的要求。
当箭头线直接指向焊缝时,可以指向焊缝的正面或反面。
但当标注单边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝时,箭头线应当指向有坡口一侧的工件。
如图所示。
(4)、基准线的虚线也可以画在基准线实线的上方,如上图c所示V型焊缝在视图中不可见的一侧,标在上下都一样,一定是符号中有虚线的一侧。
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧,如上图中的U形焊缝符号和下图中的角焊缝符号。
当箭头线指向焊缝的另一侧时,基本符号应标注在基准线的虚线侧,如上图c中的V形焊缝的标注以及下图中下方的角焊缝。
(6)、标注对称焊缝和双面焊缝时,基准线中的虚线可省略。
如下图所示。
(7)、在不致引起误解的情况下,当箭头线指向焊缝,而另一侧又无焊缝要求时,允许省略基准线的虚线。
(8)、焊缝尺寸符号焊缝尺寸符号为:其中的字母代号含义为:其中P为钝边高度,H为坡口深度(图a);K为焊角高度(图f);h为焊缝的余高(图e);S为焊缝有效高度(图h);R为U形焊缝的根部直径;c为焊缝宽度(图h);d为熔核直径(图g);α为坡口角度、β为坡口面角度(图c);b为根部间隙(图d);n为相同焊缝数量、l为焊缝长度、e为焊缝间隙长度(图e)。
焊接图纸符号解读,终于能看懂了

焊接图纸符号解读,终于能看懂了展开全文一般的机械人刚开始看焊接图纸,有看天书的赶脚。
本文罗列了各种焊接图纸符号和解读。
基本坡口符号坡口符号焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
各种焊接方法以及表达方式
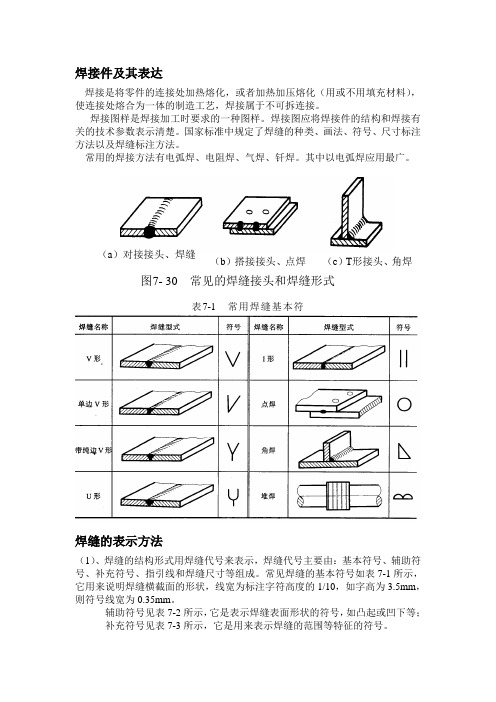
焊接件及其表达焊接是将零件的连接处加热熔化,或者加热加压熔化(用或不用填充材料),使连接处熔合为一体的制造工艺,焊接属于不可拆连接。
焊接图样是焊接加工时要求的一种图样。
焊接图应将焊接件的结构和焊接有关的技术参数表示清楚。
国家标准中规定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注方法。
常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。
其中以电弧焊应用最广。
焊缝的表示方法(1)、焊缝的结构形式用焊缝代号来表示,焊缝代号主要由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸等组成。
常见焊缝的基本符号如表7-1所示,它用来说明焊缝横截面的形状,线宽为标注字符高度的1/10,如字高为3.5mm ,则符号线宽为0.35mm 。
辅助符号见表7-2所示,它是表示焊缝表面形状的符号,如凸起或凹下等;补充符号见表7-3所示,它是用来表示焊缝的范围等特征的符号。
图7- 30 常见的焊缝接头和焊缝形式(a )对接接头、焊缝 (b )搭接接头、点焊(c )T 形接头、角焊表7-1 常用焊缝基本符号(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为箭头线)和两条基准线(其中一条为实线,另一条为虚线,基准线一般与图纸标题栏的长边平行)必要时可以加上尾部(90°夹角的两条细实线),如图7-31所示。
(3)、箭头线对于焊缝的位置一般没有特殊的要求。
当箭头线直接指向焊缝时,可以指向焊缝的正面或反面。
但当标注单边V 形焊缝、带钝边的单边V 形焊缝、带钝边的单边J 形焊缝时,箭头线应当指向有坡口一侧的工件。
如图7-32a 、b 所示。
表7-2 焊缝的辅助符号图7-31 焊缝的指引线 图7-32 基本符号相对基准线的位置(U 、V 形组合焊缝)(a) (b)(c)(4)、基准线的虚线也可以画在基准线实线的上方,如图7-32c所示。
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧,如图7-33中的角焊缝符号。
当箭头线指向焊缝的另一侧时,基本符号应标注在基准线的虚线侧,如图7-32c中的V形焊缝的标注以及7-33中下方的角焊缝。
常用焊接方法在图样上的表示代号

常用焊接方法在图样上的表示代号1. 常用焊接方法的代号GB5185-85中规定,采用阿拉伯数字代号来表示金属焊接及钎焊等各种焊接方法,并配合GB324-88使用。
常用焊接方法在图样上的表示代号为:1——电弧焊11——无气体保护的电弧焊111——焊条电弧焊 112——重力焊条电弧焊 113——光焊丝电弧焊114——自保护药芯焊丝电弧焊12——埋弧焊121——丝极埋弧焊 122——带极埋弧焊13——熔化极气体保护焊131——MIG焊:熔化极惰性气体保护焊135——MAG焊:熔化极非惰性气体保护焊(含CO2气体保护焊)136——非惰性气体保护药芯焊丝电弧焊137——非惰性气体保护熔化极电弧点焊14——非熔化极气体保护电弧焊141——TIG焊:钨极惰性气体保护焊142——TIG点焊15——等离子弧焊2——电阻焊21——点焊 22——缝焊 23——凸焊 24——闪光焊3——气焊311——氧-乙炔焊其它焊接方法71——铝热焊 72——电渣焊 78——螺柱焊2.焊接方法在图样上的表示方法1)采用单一焊接方法焊接的焊缝表示,如角焊缝采用埋弧自动焊时,为:1212)采用组合焊接方法焊接的焊缝表示,如板单元对接焊缝,开V型坡口,首先采用CO气体保护焊打底,然后采用埋弧自动焊填充,为:2 Array 135 / 1213.焊接方法新旧代号对照见表1。
表1 焊接方法新旧代号对照焊缝符号及标注原则GB324-88中规定了焊缝符号和在图样上的标注原则。
1.焊缝符号焊缝符号一般由基本符号和指引线组成,必要时还可增加辅助符号、补充符号和焊缝尺寸符号。
1)焊缝标注的基本符号见表9。
表9 焊缝标注的基本符号2)焊缝标注的辅助符号见表10。
表10 焊缝标注的辅助符号3)焊缝标注的补充符号见表11。
4)焊缝尺寸符号见表12。
表11 焊缝标注的补充符号表12 焊缝尺寸符号2.焊缝符号标注原则1)焊缝符号在图样上的标注位置完整的焊缝表示方法,除了基本符号、辅助符号、补充符号外,还包括指引线、尺寸符号及数据。
焊接表示方法

第一章焊接接头及图样标注焊接连接形成的焊接接头是焊接结构的最基本要素;焊接接头的设计是在充分考虑结构特点、材料特性、接头工作条件的经济性等的前提下,在首先选定焊接方法之后,正确合理地布置焊缝,确定接头的类型;对于熔焊接头,还需正确地确定坡口形状和尺寸,校核接头的承载能力,最后参照有关国内、国际标准,把焊接接头在结构图样上清楚准确地表示出来;焊接接头焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头;它是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构的薄弱环节,掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义;1-2;图1-2 焊接接头的组成图a对接接头 bT型接头1─焊缝 2─熔合线3─热影响区4─母材1焊缝焊缝起着连接金属和传递力的作用;它是在焊接过程中由填充金属当使用时和部分母材熔合后凝固而成;焊缝金属的性能决定于两者熔合后的成分和组织;2熔合区熔合区是接头中焊缝与热影响区相互过渡的区域,是焊缝边界上固液两相交错地共存而又凝固的部分;此区很窄,低碳钢和低合金钢的熔合区约~;但却是接头中最薄弱地带,许多焊接结构破坏的事故,常因该处的某些缺陷引起,如冷裂纹、脆性相、再热裂纹、奥氏体不锈钢的刀状腐蚀等均源于此;3热影响区热影响区是母材受焊接热的影响但未熔化而发生金相组织和力学性能变化的区域;它的宽度与焊接方法及热输入量大小有关;图1-3 典型焊缝形状及各部分名称a)V形坡口焊缝 b 凸形角焊缝 c凹形角焊缝焊接接头的表示方法焊缝符号焊缝符号与焊接方法代号是供焊接结构图样上使用的统一符号或代号,也是一种工程语言,世界各国的焊缝符号和焊接方法代号不尽相同,设计人员应该掌握并在自己的设计实践中加以正确运用;我公司是经过DIN6700认证的企业,焊缝标注应依据ISO2553 焊接、硬钎焊和软钎焊接头在图样上的表示方法标准进行;焊缝符号包括基本符号、辅助符号和焊缝尺寸符号;焊缝符号一般由基本符号与指引线组成,必要时还要加上辅助符号、补充符号和焊缝尺寸符号;1基本符号是表示焊缝横截面形状的符号;在ISO2553中规定了20种基本符号,见表1-1;表1-1 焊缝基本符号2基本符号的组合:由于焊接有时要求从两面进行,因此需要在指引线的两基准线上分别标注出来基本符号;典型的基本符号组合见表1-2;表1-2 典型的基本符号组合3辅助符号:是表示焊缝表面形状特征的符号;辅助符号往往要与基本符号配合使用,当对焊缝表面形状有明确要求时采用,不需要确切地说明焊缝表面形状时,则可以不用;常用焊缝辅助符号见表1-3表1-3 焊缝辅助符号基本符号和辅助符号组合在一起举例,见表1-4表1-4 辅助符号应用举例4补充符号:是为了补充说明焊缝某些特征而采用的符号;如下图1-4 和图 1-5图1-4 环形分布的角焊缝图1-5 现场安装焊缝焊缝符号在图样上的标注1焊缝标记方法:见下图 1-6所示图1-6 焊缝标记方法图a外观上的焊缝接头 b横截面上的焊接接头1-箭头线 2a-基线 2b-基线虚线 3-符号或组合符号2箭头线的位置箭头线与基线是以一角度相交连接起来的;对于需进行坡口加工后焊接形成的焊缝,可以用箭头线表示,该箭头总是指向需进行加工的表面;如图1-7所示图1-7 HV形焊缝标记图3基线的位置基线尽可量平行于图样的底边标注,如果不可能平行标注,也允许垂直标记;4基线符号的位置符号可以在基线的上方也可以在基线的下方,在一张图纸中应尽可能地使用同样的表示方法;符号应靠近基线;如果可能的话,在焊缝截面上标注的焊缝,应使焊缝截面与符号的位置保持一致;在标记时应注意,箭头线总是指向接头;如果不符合以上情况,那么符号表示在有关外观或有关剖面中就无意义了;例:1单面焊缝的表示见下表1-5表1-5 单面焊缝的表示表2双面焊缝的表示对于双面焊缝,可以采用组合焊缝进行表示,如果上下符号对称的情况就不需要虚线了;如下图1-8中表示;图1-8 双面焊缝表示举例图表1-6 焊缝尺寸符号表焊缝尺寸标注举例见表1-7表1-7 焊缝尺寸的标注示例焊缝补充说明除了上面所指的焊缝符号的标注说明外,也可以对焊缝标注一些附加说明,这些附加说明标注于基线尾部的叉子内,补充说明也同样应予以足够的重视;1焊接方法代号在焊接结构图样上,为简化焊接方法的标注和文字说明,可采用国际标准ISO4063 规定的用阿拉伯数字表示的金属焊接及钎焊等各种焊接方法的代号;在ISO4063中规定了8类共100余种焊接方法的代号,常用的主要焊接方法的代号示于表1-8中表1-8 常用主要焊接方法代号表2焊缝——焊接位置焊接位置在DIN1912-T2中已标准化,在ISO6947标准草案中也给出了焊接位置的意义;焊接位置代号见图1-9中;图1-9 焊接位置代号图3焊缝质量的说明钢质焊缝按ISO5817EN25817标准和铝质焊缝按ISO10042EN30042标准中的评定组别来评定,评定级别见表1-9中;表1-9 焊缝质量评定等级划分表3所应用的焊接材料的说明下面列举几种焊接材料的选用标准,具体规定略EN499ISO2560 碳钢和细晶粒结构钢涂敷焊条标准EN440 气体保护焊焊丝和焊缝标准EN1668 氩弧焊用焊丝标准ISO 18273 焊接耗材铝和铝合金焊接用实芯焊丝、焊丝和焊条的分类标准完整的焊接标注实例1实例一:见图1-10图1-10 实例图一说明:此焊缝表示为V形坡口双面对接焊缝,正面四层,背面封底一层,焊缝的有效厚度和长度待定;111——焊接方法数字代号:焊条手工电弧焊ISO 5817-D——焊接缺陷质量评定标准和等级ISO 6947-PA——焊接位置的标准和标记PA为平焊ISO 2560-E 51 2 RR 22——碳钢和细晶粒结构钢涂敷焊条选用标准E—焊接方法符号标记;51—强度和延伸率标记;2—冲击值和延伸率标记;RR—药皮类型标记;22—前“2”表示该种焊条的熔敷率和电流种类,后“2”表示该种焊条可施焊的位置标记;2实例二:见图1-11图1-11 实例图二说明:此焊缝为电阻点焊工艺,焊点直径d=5mm,有n个焊点,相邻两焊点间的中心距为e,焊点到工件的边距为v;焊缝的图示法国家标准GB12212-90技术制图焊接符号的尺寸、比例及简化表示法规定,需要在图样中简易地绘制焊缝时,可用视图、剖视图或剖面图表示,也可以用轴测图示意地表示;焊缝视图的画法见图1-12,图1-12a、图1-12b和图1-12c中表示焊缝的一系列细实线段允许徒手绘制;也允许采用粗实线2b~3b表示焊缝,如图1-12d、图1-12e和图1-12f所示;但必须指出,在同一图样中,通常只允许采用一种画法;图1-12 焊缝视图的画法在表示焊缝的视图中,通常用粗实线绘出焊缝的轮廓;必要时,可用细实线画出焊接前的坡口形状等,如图1-13a中所示;在剖视图或剖面图上,通常将焊缝区涂黑,如图1-13b中所示;若同时需要表示坡口等的形状,可按图1-13c所示绘制;图1-13 焊缝端面视图、剖视图和剖面图的画法用轴测图示意地表示焊缝的画法则如图1-14所示,a b图1-14 轴测图上焊缝的画法为了更清楚表达焊缝细节,必要时可将焊缝部位放大并标注焊缝尺寸符号或数字,如图1-15所示,这就是焊缝的局部放大图,在焊缝结构图中经常采用;图1-15 焊缝的局部放大图焊缝的代号在不同视角的图样上的标注技术制图的视角有第一视角和第三视角之分;在不同的视角图样中,焊缝代号的两基线的上下位置是有区别:第一视角视图中焊缝代号的标注是虚线在上,实线在下;第三视角视图中焊缝代号的标注是实线在上,虚线在下;然后根据箭头所指是焊缝侧,还是非焊缝侧来决定基本符号要放置的位置;举例见表1-10表1-10 焊缝的代号在不同视角的图样上+的标注示例表参考文献1、国际焊接工程师IWE培训教程哈尔滨焊接技术培训中心 2003年版;2、国际焊接技师IWS培训教程哈尔滨焊接技术培训中心 2001年版;3、焊接手册中国机械工程学会焊接学会第2版;4、标准ISO2553 焊接、硬钎焊和软钎焊接头在图样上的表示方法5、标准ISO4063 金属的焊接、硬钎焊、软钎焊及钎接焊——用于图样上符号表示的工艺术语及参照代号。
焊接符号标注及详细表示方法
焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
焊接表示方法

符号
说明
举例
表示三面带 焊缝
标注时要求 该符号的方 向与三面焊 缝方向一致
2.4补充符号
补充符号是为了补充说明焊缝的某些特征 而采用的符号。
3.周围焊缝符号 示意图
符号
说明
举例
表示环绕 工件周围 焊缝
2.4补充符号
补充符号是为了补充说明焊缝的某些特征 而采用的符号。
4.尾部符号 符号
说明
举例
标注焊接工艺方 法,按CACBW4第7章规定
是用一对滚轮电极代替点焊的圆柱形电极,与工件作相对运动,从而产生一个个 熔核相互搭叠的密封焊缝的焊接方法。
示意图
符号
2.2基本符号
7.塞焊缝
两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的 焊缝,只在孔内焊角焊缝者不称塞焊。
示意图
符号
2.2基本符号
8. I型焊缝
一般用于对接焊缝。
示意图
符号
2.3辅助符号
2.2基本符号
1.V形焊缝
一般用于对接焊缝。
示意图
符号
2.2基本符号
2.带钝边V形焊缝
一般用于对接焊缝。
示意图
符号
2.2基本符号
3.封底焊缝
是要打封底焊道的焊缝。封底焊道是单面对接坡口焊 完后,又在焊缝背面侧施焊的最终焊道。
示意图
符号
2.2基本符号
4. 角焊缝
沿两直交或近直交零件的交线所焊接的焊缝。
本符号标在基准线的虚线侧。
2.1 指引线和基准线
2.1.3 基本符号相对基准线的位置 2.1.3.3 标注对称焊缝及双面焊缝时,可不加虚线;
2.1 指引线和基准线
2.1.3 基本符号相对基准线的位置 2.1.3.4 在不致引起误解的情况下,只存在可见焊缝时
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章焊接接头及图样标注
焊接连接形成的焊接接头是焊接结构的最基本要素。
焊接接头的设计是在充分考虑结构特点、材料特性、接头工作条件的经济性等的前提下,在首先选定焊接方法之后,正确合理地布置焊缝,确定接头的类型;对于熔焊接头,还需正确地确定坡口形状和尺寸,校核接头的承载能力,最后参照有关国内、国际标准,把焊接接头在结构图样上清楚准确地表示出来。
1.1焊接接头
1.1.1概述
焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头。
它是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构的薄弱环节,掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义。
1.1.2焊接接头的基本类型
图1-3 典型焊缝形状及各部分名称
a)V形坡口焊缝b) 凸形角焊缝c)凹形角焊缝
1.2焊接接头的表示方法
1.2.1 焊缝符号
焊缝符号与焊接方法代号是供焊接结构图样上使用的统一符号或代号,也是一种工程语言,世界各国的焊缝符号和焊接方法代号不尽相同,设计人员应该掌握并在自己的设计实践中加以正确运用。
我公司是经过DIN6700认证的企业,焊缝标注应依据ISO2553 《焊接、硬钎焊和软钎焊接头在图样上的表示方法》标准进行。
焊缝符号包括基本符号、辅助符号和焊缝尺寸符号。
焊缝符号一般由基本符号与指引线组成,必要时还要加上辅助符号、补充符号和焊缝尺寸符号。
(1)基本符号是表示焊缝横截面形状的符号。
在ISO2553中规定了20种基本符号,见表1-1。
2)
(2)基本符号的组合:由于焊接有时要求从两面进行,因此需要在指引线的两基准线上分别标注出来基本符号。
典型的基本符号组合见表1-2。
(3)辅助符号:是表示焊缝表面形状特征的符号。
辅助符号往往要与基本符号配合使用,当对焊缝表面形状有明确要求时采用,不需要确切地说明焊缝表面形状时,则可以不用。
常用焊缝辅助符号见表1-3
基本符号和辅助符号组合在一起举例,见表1-4
(4)补充符号:是为了补充说明焊缝某些特征而采用的符号。
如下图1-4 和图 1-5
图1-4 环形分布的角焊缝 图1-5 现场安装焊缝 1.2.2 焊缝符号在图样上的标注 (1)焊缝标记方法:见下图 1-6所示
图1-7 HV形焊缝标记图
(3)基线的位置
基线尽可量平行于图样的底边标注,如果不可能平行标注,也允许垂直标记。
(4)基线符号的位置
符号可以在基线的上方也可以在基线的下方,在一张图纸中应尽可能地使用同样的表示方法。
符号应靠近基线。
如果可能的话,在焊缝截面上标注的焊缝,应使焊缝截面与符号的位置保持一致。
在标记时应注意,箭头线总是指向接头。
如果不符合以上情况,那么符号表示在有关外观或有关剖面中就无意义了。
例:1)单面焊缝的表示见下表1-5
符号名称图示符号名称图示δ工件厚度z 焊角尺寸
角焊缝有效厚
b 根部间隙 a
度
c 焊缝宽度n 焊缝段数
S 焊缝有效厚度l 焊缝长度
h 余高 e 焊缝间距
α坡口角度H 坡口深度
β坡口面角度p 钝边
R 根部半径 d 熔核直径
3 (连续)角焊缝z:焊角高度
a:角焊缝有效厚度l:焊缝长度
4 断续角焊缝n:焊缝段数l:焊缝长度e:焊缝间距
5 交错断续角焊缝
n:焊缝段数
l:焊缝长度
e:焊缝间距并列断续角焊缝
n:焊缝段数
l:焊缝长度
e:焊缝间距
6 槽焊缝
n:焊缝个数
l:焊缝长度
e:焊缝间距
c:槽宽
塞焊缝
n:焊点个数
e:焊点间距
d:孔的直径
7 点焊缝n:焊点个数e:焊点间距d:焊点直径
除了上面所指的焊缝符号的标注说明外,也可以对焊缝标注一些附加说明,这些附加说明标注于基线尾部的叉子内,补充说明也同样应予以足够的重视。
(1)焊接方法代号
在焊接结构图样上,为简化焊接方法的标注和文字说明,可采用国际标准ISO4063 规定的用阿拉伯数字表示的金属焊接及钎焊等各种焊接方法的代号。
在ISO4063中规定了8类共100余种焊接方法的代号,常用的主要焊接方法的代号示于表1-8中
(2)焊缝——焊接位置
焊接位置在DIN1912-T2中已标准化,在ISO6947标准草案中也给出了焊接位置的意义。
焊接位置代号见图1-9中。
图1-9 焊接位置代号图
(3)焊缝质量的说明
钢质焊缝按ISO5817(EN25817)标准和铝质焊缝按ISO10042(EN30042)标准中的评定组别来评定,评定级别见表1-9中。
(3)所应用的焊接材料的说明(下面列举几种焊接材料的选用标准,具体规定略)
EN499(ISO2560)碳钢和细晶粒结构钢涂敷焊条标准
EN440 气体保护焊焊丝和焊缝标准
EN1668 氩弧焊用焊丝标准
ISO 18273 焊接耗材铝和铝合金焊接用实芯焊丝、焊丝和焊条的分类标准
1.2.5 完整的焊接标注实例
(1)实例一:见图1-10
图1-10 实例图一
说明:此焊缝表示为V 形坡口双面对接焊缝,正面四层,背面封底一层,焊缝的有效厚度和长度待定。
111——焊接方法数字代号:焊条手工电弧焊 ISO 5817-D ——焊接缺陷质量评定标准和等级 ISO 6947-PA ——焊接位置的标准和标记(PA 为平焊)
ISO 2560-E 51 2 RR 22——碳钢和细晶粒结构钢涂敷焊条选用标准(E —焊接方法符号标记;51—强度和延伸率标记;2—冲击值和延伸率标记;RR —药皮类型标记;22—前“2”表示该种焊条的熔敷率和电流种类,后“2”表示该种焊条可施焊的位置标记。
) (2)实例二:见图
1-11
图1-11 实例图二
说明:此焊缝为电阻点焊工艺,焊点直径d=5mm ,有n 个焊点,相邻两焊点间的中心距为e,焊点到工件的边距为v 。
1.3焊缝的图示法
国家标准GB12212-90《技术制图 焊接符号的尺寸、比例及简化表示法》规定,需要在图样中简易地绘
制焊缝时,可用视图、剖视图或剖面图表示,也可以用轴测图示意地表示。
焊缝视图的画法见图1-12,图1-12a、图1-12b和图1-12c中表示焊缝的一系列细实线段允许徒手绘制。
也允许采用粗实线(2b~3b)表示焊缝,如图1-12d、图1-12e和图1-12f所示。
但必须指出,在同一图样中,通常只允许采用一种画法。
图1-12 焊缝视图的画法
在表示焊缝的视图中,通常用粗实线绘出焊缝的轮廓。
必要时,可用细实线画出焊接前的坡口形状等,如图1-13a中所示。
在剖视图或剖面图上,通常将焊缝区涂黑,如图1-13b中所示。
若同时需要表示坡口等的
(a) (b)
1.4焊缝的代号在不同视角的图样上的标注
技术制图的视角有第一视角和第三视角之分。
在不同的视角图样中,焊缝代号的两基线的上下位置是有区别:第一视角视图中焊缝代号的标注是虚线在上,实线在下;第三视角视图中焊缝代号的标注是实线在上,虚线在下。
然后根据箭头所指是焊缝侧,还是非焊缝侧来决定基本符号要放置的位置。
举例见表1-10
参考文献
1、国际焊接工程师(IWE)培训教程哈尔滨焊接技术培训中心2003年版;
2、国际焊接技师(IWS)培训教程哈尔滨焊接技术培训中心2001年版;
3、焊接手册中国机械工程学会焊接学会第2版;
4、标准ISO2553 (焊接、硬钎焊和软钎焊接头在图样上的表示方法)
5、标准ISO4063 (金属的焊接、硬钎焊、软钎焊及钎接焊——用于图样上符号表示的工艺术语及参照代号)。