门窗中空玻璃检验标准
JGJ139_2001玻璃幕墙工程质量检验标准

中华人民共和国行业标准玻璃幕墙工程质量检验标准Standard for testing of Engineering quality of glass curtain wallsJGJ/T 139—2001J 139—2001批准部门:中华人民共和国建设部施行日期: 2 0 0 2 年 3 月 1 日1 总则1.0.1为统一玻璃幕墙工程质量检验的方法,保证玻璃幕墙工程质量,制定本标准。
1.0.2本标准适用于玻璃幕墙工程材料的现场检验和安装质量的检验。
1.0.3检验玻璃幕墙工程质量,应同时检查有关项目的质量保证资料。
1.0.4玻璃幕墙工程质量的检验人员,应经专门培训,使用的仪器、设备应符合检验指标。
1.0.5玻璃幕墙工程质量的检验除应符合本标准外,尚应符合国家现行有关强制性标准的规定。
2 材料现场检验2.1 一般规定2.1.1材料现场的检验,应将同一厂家生产的同一型号、规格、批号的材料作为一个检验批,每批应随机抽取3%且不得少于5件。
检验记录应按本标准附录A的记录表进行。
2.1.2玻璃幕墙工程中所用的材料除应符合本标准的规定外,尚应符合国家现行的有关产品标准的规定。
2.2 铝合金型材2.2.1玻璃幕墙工程使用的铝合金型材,应进行壁厚、膜厚、硬度和表面质量的检验。
2.2.2用于横梁、立柱等主要受力杆件的截面受力部位的铝合金型材壁厚实测值不得小于3mm。
2.2.3壁厚的检验,应采用分辨率为0.05 mm的游标卡尺或分辨率为0.1 mm的金属测厚仪在杆件同一截面的不同部位测量,测点不应少于5个,并取最小值。
2.2.4铝合金型材膜厚的检验指标,应符合下列规定:1 阳极氧化膜最小平均膜厚不应小于15 μm,最小局部膜厚不应小于12μm。
2 粉末静电喷涂涂层厚度的平均值不应小于60μm,其局部厚度不应大于120μm且不应小于40μm.3 电泳涂漆复合膜局部膜厚不应小于21μm.4 氟碳喷涂涂层平均厚度不应小于30μm,最小局部厚度不应小于25μm.2.2.5检验膜厚,应采用分辨率为0.5μm的膜厚检测仪检测。
木门窗材料质量检验标准
质量检验标准产品质量检查规定目的:对产品整个生产过程和最终检查,确保原材料,半成品和产品满足规定要求,做到未经检验或虽经检验,但仍不合格的产品转序、不入库、不出厂。
一、生产过程中的检查:1、首先由加工者自检。
自分、自标、在交转下序,进行互检接收。
2、批量件首件加工完工必须交检(自检),检查合格后,才能继续加工。
3、工序检验采取逐序检验,前序没检后序不准加工。
二、当用成型刀具或工装加工批量件时,可采取抽检法,但必须按“三检”即:自检、互检、专检。
三、喷漆工序为特殊工序,由喷漆工做好工艺纪录,由专检员进行逐件检查。
四、生产主管和专检员要经常进行巡检,发现问题及时处理和反馈。
五、成品检查、成装工序为成品最终检查:1、当确认所有组装用加工零部件和外购质量合格,通过检验全部合格后才能进行组装。
2、操作者必须按图纸,工艺、工装进行组装,组装完毕,达到成品验收标准后,由质量员签发“合格证”和记录。
六、安装检查:产品安装前,安装者先检查产品质量,发现问题分析产生原因。
及时反馈给工厂,待产品质量问题解决后再进行安装。
七、生产过程中,所有工序,所有员工必须遵循“四个三”办事,即:“三对、三按、三不加工、三检制”。
三对:对图纸、对工艺、对工装。
三按:按工艺操作,按图纸加工,按制度办事。
三不加工:图纸有问题不加工,上序不合格不加工,工艺装备不符合要求不加工。
三检;自检、互检、专检集成材检验标准1目的制定本标准是为了指导采购、检验和分承包方相关人员,对集成材进行统一的质量判定。
2适用范围适用于公司生产的铝包木门窗、纯实木门窗制造所需集成方材。
3职责:3.1本标准由技术部负责编制和更改,由技术副总负责审批。
3.2采购部负责按本标准与承包方签订供货协议。
3.3质检部负责按此标准进行质量判定。
3.4生产部负责按本标准进行生产过程中流转品的质量控制。
4检验内容:A层B层C层A层B层C层A BC D图示1 图示2 图示3柞木指接条材采购验收标准1目的制定本标准是为了指导采购、检验和分承包方相关人员,对柞木指接条材进行统一的质量判定。
门窗的查验内容、标准与查验方法

(1)金属门窗表面应洁净、平整、光滑、色泽一致,无锈蚀。大面应无划痕、碰伤。漆膜或保护层应连续。
(2)金属门窗框与墙体之间的缝隙应填嵌饱满,并采用密封胶密封。密封胶表面应光滑、顺直,无裂纹。查验方法:观察;轻敲门窗框检查;检查隐蔽工程验收记录。
(3)金属门窗扇的橡胶密封条或毛毡密封条应安装完好,不得脱槽。查验方法:观察;开启和关闭检查。
(4)特种门的配件应齐全,位置应正确,安装应牢固,功能应满足使用要求和特种门的各项性能要求。查验方法:观察;手扳检查;检查产品合格证书、性能检测报告和进场验收记录。
6.门窗玻璃的查验
(1)玻璃表面应洁净,不得有腻子、密封胶、涂料等污渍。中空玻璃内外表面均应洁净,玻璃中空层内不得有灰尘和水蒸气。
(2)门窗玻璃不应直接接触型材。单面镀膜玻璃的镀膜层应在最外层,镀膜层应朝向室内。
(4)有排水孔的金属门窗,排水孔应畅通,位置和数量应符合设计要求。
4.塑料门窗的查验
(1)塑料门窗表面应洁净、平整、光滑,大面应无划痕、碰伤。
(2)塑料门窗扇的密封条不得脱槽。旋转窗间隙应基本均匀。
(3)玻璃密封条与玻璃及玻璃槽口的接缝应平整,不得卷边、脱槽。
(4)排水孔应畅通,位置和数量应符合设计要求。
表9-7门窗的查验内容、标准与查验容
门窗
用观察、手摸、手扳、开启和关闭查验
1.查验基本项
门窗安装牢固,配件齐全、安装位置正确,开关灵活,官迷严密、无倒翘;玻璃表面洁净,中空玻璃内外表面应洁净、内层不得有灰尘和水蒸气。
2.门木窗的查验
(1)木门窗表面应洁净,不得有刨痕、锤印。
5.特种门的查验
(1)特种门的表面应洁净,无划痕、碰伤。
(2)带有机械装置、自动装置或智能化装置的特种门,其机械装置、自动装置或智能化装置的功能应符合设计要求和有关标准的规定。查验方法:启动机械装置、自动装置或智能化装置,观察查验。
玻璃检验报告2024
引言概述:玻璃是一种常见的建筑材料,用于制造窗户、门、墙壁等。
在玻璃的生产和使用过程中,为了确保产品质量和安全性,必须进行玻璃检验。
本文是玻璃检验报告的第二部分,主要介绍了五个大点,分别是玻璃外观检验、尺寸测量、光学性能测试、物理性能测试和化学性能测试。
正文内容:一、玻璃外观检验1. 表面缺陷玻璃的表面缺陷包括划痕、气泡、结晶、挂丝等。
在外观检验中,我们对玻璃的表面进行仔细观察,记录和评估这些缺陷的数量、大小和位置。
2. 边缘检验玻璃的边缘应平整、光滑,并且不应存在裂纹、磨损或其他缺陷。
我们通过目视检查和触摸来评估玻璃边缘的质量。
3. 颜色检验玻璃的颜色应与标准样品相符,并且在不同的光照条件下保持一致。
我们使用光源和颜色比对板来进行颜色检验,以确保玻璃的颜色质量符合要求。
二、尺寸测量1. 厚度测量通过使用厚度测量仪器,我们可以准确测量玻璃的厚度。
这个参数对于玻璃在不同应用场景中的强度和透光性能有着重要的影响。
2. 长度和宽度测量我们通过使用尺子、卷尺等工具来对玻璃的长度和宽度进行测量。
这些参数对于制造过程中的切割和安装非常关键。
3. 平整度测量玻璃的平整度对于确保其在安装时的稳定性和视觉效果至关重要。
我们使用水平仪等工具来测量玻璃的平整度。
三、光学性能测试1. 透光率测试透光率是指光线通过玻璃的能力。
我们使用光度计来测量透光率,并确保其符合制定的标准。
2. 发光性能测试一些特殊用途的玻璃,如夜视玻璃和防眩光玻璃,需要具备良好的发光性能。
我们使用光度计和光源来测试玻璃的发光性能。
3. 折射率测试折射率是指光线在玻璃中传播时的速度变化程度。
我们使用折射计来测量折射率,以确保产品质量。
四、物理性能测试1. 强度测试玻璃的强度是指其抵抗外力破坏的能力。
我们使用压力测试仪来测试玻璃的强度,在试验过程中记录和评估其变形、破裂和承载能力。
2. 硬度测试玻璃的硬度对于抵抗划伤和磨损具有重要作用。
我们使用硬度计来测量玻璃的硬度,并与标准进行比较。
JGJ139-2001玻璃幕墙工程质量检验标准

中华人民共和国行业标准玻璃幕墙工程质量检验标准Standard for testing ofEngineering quality of glass curtain wallsJGJ/T 139—2001J 139—2001批准部门:中华人民共和国建设部施行日期: 2 0 0 2 年 3 月 1 日1 总则1.0.1为统一玻璃幕墙工程质量检验的方法,保证玻璃幕墙工程质量,制定本标准。
1.0.2本标准适用于玻璃幕墙工程材料的现场检验和安装质量的检验。
1.0.3检验玻璃幕墙工程质量,应同时检查有关项目的质量保证资料。
1.0.4玻璃幕墙工程质量的检验人员,应经专门培训,使用的仪器、设备应符合检验指标。
1.0.5玻璃幕墙工程质量的检验除应符合本标准外,尚应符合国家现行有关强制性标准的规定。
2 材料现场检验2.1 一般规定2.1.1材料现场的检验,应将同一厂家生产的同一型号、规格、批号的材料作为一个检验批,每批应随机抽取3%且不得少于5件。
检验记录应按本标准附录A的记录表进行。
2.1.2玻璃幕墙工程中所用的材料除应符合本标准的规定外,尚应符合国家现行的有关产品标准的规定。
2.2 铝合金型材2.2.1玻璃幕墙工程使用的铝合金型材,应进行壁厚、膜厚、硬度和表面质量的检验。
2.2.2用于横梁、立柱等主要受力杆件的截面受力部位的铝合金型材壁厚实测值不得小于3mm。
2.2.3壁厚的检验,应采用分辨率为0.05 mm的游标卡尺或分辨率为0.1 mm的金属测厚仪在杆件同一截面的不同部位测量,测点不应少于5个,并取最小值。
2.2.4铝合金型材膜厚的检验指标,应符合下列规定:1 阳极氧化膜最小平均膜厚不应小于15 μm,最小局部膜厚不应小于12μm。
2 粉末静电喷涂涂层厚度的平均值不应小于60μm,其局部厚度不应大于120μm且不应小于40μm.3 电泳涂漆复合膜局部膜厚不应小于21μm.4 氟碳喷涂涂层平均厚度不应小于30μm,最小局部厚度不应小于25μm.2.2.5检验膜厚,应采用分辨率为0.5μm的膜厚检测仪检测。
门窗的查验内容、标准与查验方法
6.门窗玻璃的查验
(1)玻璃表面应洁净,不得有腻子、密封胶、涂料等污渍。中空玻璃内外表面均应洁净,玻璃中空层内不得有灰尘和水蒸气。
(2)门窗玻璃不应直接接触型材。单面镀膜玻璃的镀膜层应在最外层,镀膜层应朝向室内。
5.特种门的查验
(1)特种门的表面应洁净,无划痕、碰伤。
(2)带有机械装置、自动装置或智能化装置的特种门,其机械装置、自动装置或智能化装置的功能应符合设计要求和有关标准的规定。查验方法:启动机械装置、自动装置或智能化装置,观察查验。
(3)特种门的安装必须牢固。预埋件的数量、位置、埋设方式、与框的连接方式必须符合设计要求。查验方法:观察;手扳检查;检查隐蔽工程验收记录。
3.金属门窗的查验
(1)金属门窗表面应洁净、平整、光滑、色泽一致,无锈蚀。大面应无划痕、碰伤。漆膜或保护层应连续。
(2)金属门窗框与墙体之间的缝隙应填嵌饱满,并采用密封胶密封。密封胶表面应光滑、顺直,无裂纹。查验方法:观察;轻敲门窗框检查;检查隐蔽工程验收记录。
(3)金属门窗扇的橡胶密封条或毛毡密封条应安装完好,不得脱槽。查验方法:观察;开启和关闭检查。
(4)有排水孔的金属门窗,排水孔应畅通,位置和数量应符合设计要求。
4.塑料门窗的查验
(1)塑料门窗表面应洁净、平整、光滑,大面应无划痕、碰伤。
(2)塑料门窗扇的密封条不得脱槽。旋转窗间隙应基本均匀。
(3)玻璃密封条与玻璃及玻璃槽口的接缝应平整,不得卷边、脱槽。
(4)排水孔应畅通,位置和数量应符合设计要求。
表9-7门窗的查验内容、标准与查验方法
铝合金门窗中空玻璃检验标准
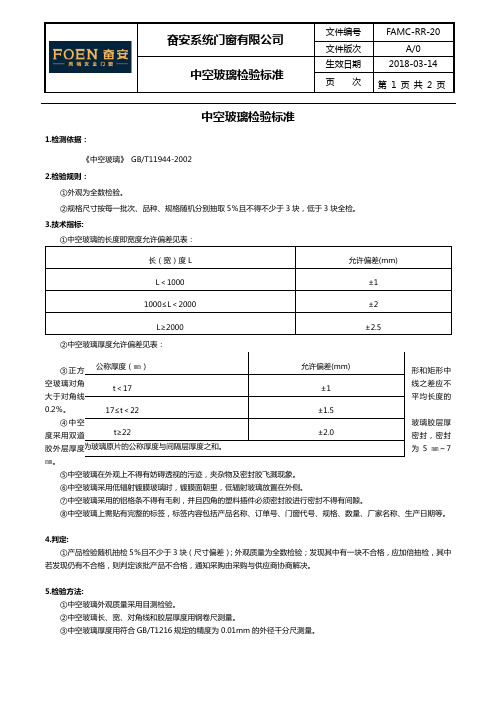
中空玻璃检验标准
1.检测依据:
《中空玻璃》 GB/T11944-2002
2.检验规则:
①外观为全数检验。
②规格尺寸按每一批次、品种、规格随机分别抽取5%且不得不少于3块,低于3块全检。
3.技术指标:
②中空玻璃厚度允许偏差见表: 形和矩形中线之差应不平均长度的
玻璃胶层厚密封,密封为5㎜~7⑤中空玻璃在外观上不得有妨碍透视的污迹,夹杂物及密封胶飞溅现象。
⑥中空玻璃采用低辐射镀膜玻璃时,镀膜面朝里,低辐射玻璃放置在外侧。
⑦中空玻璃采用的铝格条不得有毛刺,并且四角的塑料插件必须密封胶进行密封不得有间隙。
⑧中空玻璃上需贴有完整的标签,标签内容包括产品名称、订单号、门窗代号、规格、数量、厂家名称、生产日期等。
4.判定:
①产品检验随机抽检5%且不少于3块(尺寸偏差);外观质量为全数检验;发现其中有一块不合格,应加倍抽检,其中若发现仍有不合格,则判定该批产品不合格,通知采购由采购与供应商协商解决。
5.检验方法:
①中空玻璃外观质量采用目测检验。
②中空玻璃长、宽、对角线和胶层厚度用钢卷尺测量。
③中空玻璃厚度用符合GB/T1216规定的精度为0.01mm 的外径千分尺测量。
本制度自2018年3月14日起执行,之前的中空玻璃检验标准与本制度有冲突的,以本制度为准。
本制度将根据实际情况进行调整,如有调整,以调整后审批通过的文件为准。
有效期:□永久□长期(默认两年)□短期:截止2018年12 月31 日前
编制:生产总监:
生产总经理:总裁:。
门窗玻璃安装工程质量标准及检验方法
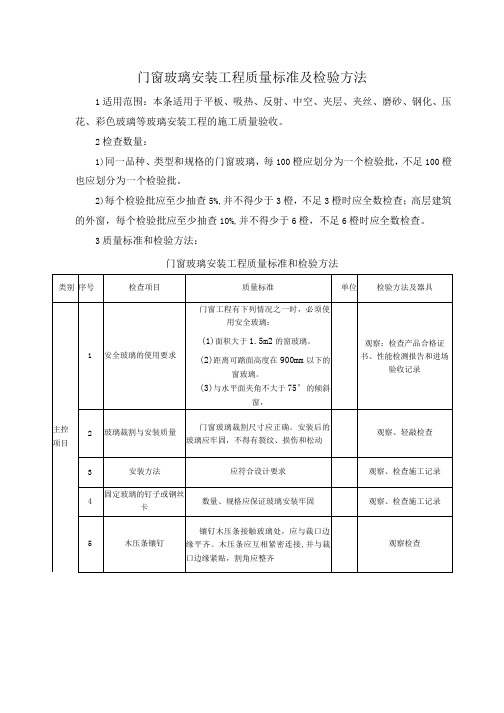
门窗玻璃安装工程质量标准及检验方法
1适用范围:本条适用于平板、吸热、反射、中空、夹层、夹丝、磨砂、钢化、压花、彩色玻璃等玻璃安装工程的施工质量验收。
2检查数量:
1)同一品种、类型和规格的门窗玻璃,每100橙应划分为一个检验批,不足100橙也应划分为一个检验批。
2)每个检验批应至少抽查5%,并不得少于3橙,不足3橙时应全数检查;高层建筑的外窗,每个检验批应至少抽查10%,并不得少于6橙,不足6橙时应全数检查。
3质量标准和检验方法:
门窗玻璃安装工程质量标准和检验方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1 页共6 页
页次
玻璃检验规范
1、目的:
为规范产品在过程生产、过程检验、入库检验提供统一操作及检验标准,特制定本制度。
2、范围:
本质量标准适用于本公司玻璃加工、制作技术要求、检验标准执行。
3、职责
品管部:负责按《玻璃检验规范》进行检验。
4、检验步骤:
4.1外观检验条件
4.2玻璃表面区分
4.3检验项目及判定准则
4.4检验项目附图说明
5、具体实施内容
5.1 外观检验条件:
5.1.1光源:自然光或日光灯
5.1.2 目视角度:与玻璃面成45~90度
5.1.3 目视距离:一般50~70cm左右
5.2 玻璃表面区分
5.2.1产品在安装之后,按照人们观看产品的习惯,以是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面:
表面分区特点描述重要度
A面(主要面) 用户在使用过程中直接看得见或容易关注到的产品表面,通常指正常人站立平视时视
线上、下方各60cm范围内的区域(含室内、外)。
极重要
B面(次要面) 看得见但通常不是用户重点关注的表面或区域,如正常人站立平视时视线上、下方
60-120cm范围内的区域。
重要
C面(非关注面) 产品安装后的隐藏位、遮盖位。
看得见但用户通常不会去关注的表面或区域,如正常
人站立平视时距视线120cm范围以外的区域。
一般
第2 页共6 页
页次
5.2.2玻璃表面分区与目视角度、距离图示
5.3检验项目及判定准则
5.3.1 玻璃款式:实物款式(如磨砂、白玻)须与采购单要求一致。
5.3.2 玻璃尺寸
长/宽(L:长度)尺寸范围L<1000mm 1000mm≤L<2000mm L≥2000mm 允差±3mm ±3mm ±3mm
对角线之差应不大于对角线平均长度的0.2%
厚度(D:厚度)尺寸范围D<17mm 17mm≤D<22mm D≥22mm 允差±1.0mm ±1.5mm ±2.0mm
组合叠差(L:长度)尺寸范围L<1000mm 1000mm≤L<2000mm L≥2000mm 允差<3mm <4mm <5mm
4
4
5
º
5
º
50~70cm
A面
6
c
m
6
c
m
6
c
m
6
c
m
B面
C面
B面
C面
第3 页共6 页
页次
5.3.3 玻璃外观
5.3.3.1单片玻璃外观质量(见表1)
缺陷种类质量要求(表1)
气泡长度,L,0.3mm≤L≤0.5mm 长度,L, 0.5mm<L≤1.0mm 长度,L, 1.0mm<L≤1.5mm 长度,L, L>1.5mm 2×S,个1×S,个0.5×S,个0,个
点状缺陷密集
度长度大于1.0mm的气泡和长度大于0.5mm的夹杂物;气泡与气泡、夹杂物与夹杂物或气泡与夹杂物的间距应大于500mm
暗划宽0.3mm长度80mm2×S,条
划伤
长度和宽度允许范围及条数宽0.3mm,长20mm,1×S,条
表面裂纹检验肉眼不应看见
断面缺陷爆边、凹凸、缺角等无刺手感,第一眼不明显
注:S为以平方米为单位的玻璃板面积,保留小数点后两位。
气泡、夹杂物的个数及划伤条数范围为各系数与S相乘所得的
数值
5.3.3.2双片叠加玻璃外观质量(见表2)
缺陷种类质量要求(表2)
气泡长度,L,0.3mm≤L≤0.5mm 长度,L, 0.5mm<L≤1.0mm 长度,L, 1.0mm<L≤1.5mm 长度,L, L>1.5mm 3×S,个2×S,个1×S,个0,个
夹杂物
长度及个数允许范围
长度,L, 0.3mm≤L≤0.5mm 长度,L,0.5mm<L≤1.0mm 长度,L, L>1.5mm 3×S,个2×S,个0,个
点状缺陷密
集度长度大于1.0mm的气泡和长度大于0.5mm的夹杂物;气泡与气泡、夹杂物与夹杂物或气泡与夹杂物的间距应大于500mm
暗划宽0.3mm长度150mm2×S,条
划伤
长度和宽度允许范围及条数宽0.3mm,长20mm,2×S,条
表面裂纹检验肉眼不应看见
断面缺陷爆边、凹凸、缺角等不应超过玻璃板的厚度
注:S为以平方米为单位的玻璃板面积,保留小数点后两位。
气泡、夹杂物的个数及划伤条数范围为各系数与S相乘所得
的数值
第4 页共6 页
页次
5.3.3.3夹装中空玻璃外观质量(见表3)
缺陷种类质量要求(表3)
气泡
长度,L,0.3mm≤L≤0.5mm 长度,L, 0.5mm<L≤1.0mm 长度,L, 1.0mm<L≤1.5mm 长度,L, L>1.5mm 3×S,个2×S,个1×S,个0,个
夹杂物
长度及个数允许范围
长度,L, 0.3mm≤L≤0.5mm 长度,L,0.5mm<L≤1.0mm 长度,L, L>1.5mm 3×S,个2×S,个0,个
点状缺陷密
集度长度大于1.0mm的气泡和长度大于0.5mm的夹杂物;气泡与气泡、夹杂物与夹杂物或气泡与夹杂物的间距应大于500mm
暗划宽0.3mm长度150mm,2×S,条
划伤长度和宽度允许范围及条数、宽0.3mm,长20mm,2×S,条
表面裂纹检验肉眼不应看见
断面缺陷爆边、凹凸、缺角等不应超过玻璃板的厚度
注:S为以平方米为单位的玻璃板面积,保留小数点后两位。
气泡、夹杂物的个数及划伤条数范围为各系数与S相乘所得的
数值
5.3.3.4玻璃披锋:所有玻璃的边角必须倒角(倒角尺寸为R1),不得有披锋、锐角现象。
5.3.3.5玻璃缺边:沿玻璃表面方向≤2mm,沿玻璃厚度方向≤1mm,且每件玻璃上不超过2处。
5.3.4密封胶
a)密封胶应连续、均匀、整齐,并与玻璃充分连结,不得有断条、欠胶、气泡现象,且不超出玻璃边缘。
b)密封层宽度:拉弯玻璃:12±5mm;其他玻璃:15±3mm
c)中空溢胶:密封胶不得溢出中空铝条表面外,宽度≥1mm、单条面积≥10mm²的溢胶不允许;宽度<1mm、面积<10mm²的,在单件玻璃内只允许2处。
5.3.5中空铝条
a)中空铝条应与玻璃面垂直,表面平整光滑,无变形、波浪状起伏及脏污等不良现象。
b)接口间隙:≤1.5mm
5.3.6 LOGO
a)常规玻璃LOGO印在左上角,距上边缘、左侧边缘40mm处;异形玻璃印刷位置按图纸要求;组角玻璃不印LOGO。
(LOGO印在底玻还是面玻以图纸要求为准)
b)LOGO内容正确,图案、字迹清晰,不允许有重影、残缺现象。
第5 页共6 页
页次
5.3.7 百叶
a)性能:接通电源,叶片应能顺畅地向下展开,运行过程中不得有卡滞现象和异响。
b)外观:叶片无破损、脏污等不良现象,开启状态上下叶片呈平行状态。
5.3.8组角玻璃外观特别要求
a)划痕:长度>20mm的划痕不允许,≤20mm的划痕在整个检查面内不允许超过1处,且刮痕浅,无手感,正常目视不明显,在灯光下才能看见。
b)尺寸允差:±3mm
c)合片叠差:<3mm
6、检验项目附图说明
检查项目检查方法图片
尺寸根据标识订单号与报检单核对工艺
数据
划伤目视检测是外面及中空或夹胶层否
有划伤
气泡
目视检测中空有气泡
中空异物
目视检测中空有夹杂物
中空格条核对颜色及规格,拼接是否到位。
电动百叶通电检验上下一致性及百叶外观质
量问题
第6 页共6 页页次
磁控百叶检验伸缩效果及归位效果与百叶表
面质量
磨砂玻璃检验磨砂
本制度自2018年3月14日起执行,之前的玻璃检验规范与本制度有冲突的,以本制度为准。
本制度将根据实际情况进行调整,如有调整,以调整后审批通过的文件为准。
有效期:□永久□长期(默认两年)□短期:截止2018年12 月31 日前
编制:生产总监:
生产总经理:总裁:。