铸铁中的五种石墨型
球墨铸铁的石墨形态及大小.pptx
其外形近似圆球状, 在放大100倍的金相显 微镜下观察,其周界呈 比较圆滑的圆形或椭圆 形,如图1(a)所示。
其外形似团 状,周界有明显 的凹凸不平,如 图1(b)所示。
球墨铸铁铸件生产技术课程
职业教育材料成型与控制技术专业教学资源库
团虫状外形比团状更 不规则,边缘明显向外 伸长,呈团虫状,如图1 (c)所示。
职业教育材料成型与控制技术专业教学资源库
职业教育材料成型与控制技术专业教学资源库
球墨铸铁的石墨形态及大小
制作人:牛艳娥 榆林职业技术学院
球墨铸球铁墨铸铸铁件铸生件产生产技技术术课课程程
职业教育材料成型与控制技术专业教学资源库
CONTENTS
01
石墨的形态
02
石墨的球化分级
03
石墨的大小
球墨铸铁铸件生产技术课程
90
石墨大部分呈团状,余为团絮状,允许有极少量蠕虫状
80
石墨大部分呈团絮状或团状,余为球、团状、团絮状;
60
石墨呈聚集分布的蠕虫状、片状及球状、团状、团絮状。
50
球墨铸铁铸件生产技术课程
职业教育材料成型与控制技术专业教学资源库
石墨的大小
球墨铸铁金相检验标准将石墨球大小分为六级, 见图3和表2。石墨球的大小对球墨铸铁力学性能的影 响也很大。减小石墨球径,增加石墨球在单位面积上 的个数可以明显地提高球墨铸铁强度、塑性和韧性。 更重要的是,石墨球径的减小,使单位面积上球墨数 增多,可使抗疲劳强度提高。因此,细化石墨也就成 为提高抗疲劳强度的一个重要要求。
团虫状
在各种石墨形态中,以 圆球状石墨最好,它对金属 基体的割裂作用最小;而团 状和团虫状石墨就比球状石 墨差,当团虫状石墨大量出 现会使铸铁的力学性能急剧 降低。
球墨铸铁

球墨铸铁球墨铸铁是指铁液经球化处理后,使石墨大部或全部呈球状形态的铸铁。
与灰铸铁比较,球墨铸铁的力学性能有显著提高。
因为它的石石墨呈球状,对基体的切割作用最小,可有效地利用基体强度的70%~80%灰铸铁—般只能利用基体强度的30%。
球墨铸铁还可以通过合金化和热处理,进一步提高强韧性、耐磨性、耐热性和耐蚀性等各项性能。
球墨铸铁自1947年问世以来,就获得铸造工作者的青睐,很快地投入了工业性生产。
而且,各个时期都有代表性的产品或技术。
20世纪50年代的代表产品是发动机的球墨铸铁曲轴,20世纪60年代是球墨铸铁铸管和铸态球墨铸铁,20世纪70年代是奥氏体-贝氏体球墨铸铁,20世纪80年代以来是厚大断面球墨铸铁和薄小断面轻量化、近终型球墨铸铁。
如今,球墨铸铁已在汽车、铸管、机床、矿山和核工业等领域获得广泛的应用。
据统计,2000年世界的球墨铸铁产量已超过1500万吨o球墨铸铁的牌号是按力学性能指标划分的,国标GB/T 1348-1988《球墨铸铁件》中单铸试块球墨铸铁牌号,见表1。
表1xx试块球墨铸铁牌号牌号QT400-18QT400-15QT450-10QT500-7QT600-3QT700-2QT800-2抗拉强度RmMPa400400450500600700800断后伸长率A%1815107322布氏硬度HBW130~180130~180160~210170~230190~270225~305245~335主要金相组织铁素体铁素体+珠光体+铁素体珠光体或回火组织贝氏体或回火组织QT900-~360球墨铸铁中常见的石墨形态有球状、团状、开花、蠕虫、枝晶等几类。
其中,最具代表性的形态是球状。
在光学显微镜下观察球状石墨,低倍时,外形近似圆形;高倍时,为多边形,呈辐射状,结构清晰。
经深腐蚀的试样在SEM 中观察,球墨表面不光滑,起伏不平,形成一个个泡状物。
经热氧腐蚀或离子轰击后的试样在SEM中观察,球墨呈年轮状纹理,且被辐射状条纹划分成多个扇形区域;经应力腐蚀即向试样加载应力后观察,呈现年轮状撕裂和辐射状开裂。
3、灰铸铁中石墨的分类分级及显微检测

灰铸铁中石墨的分类分级与显微检测摘要介绍国标GB/T7216-2009、美标ASTMA-247(2010)及国际标准ISO945-1:2008对灰铸铁中石墨的分类分级;分析不同石墨形态的特点、成因及对性能的影响;对石墨的显微检测做了详细的说明。
关键词灰铸铁;石墨形态;石墨尺寸;检测位置灰铸铁是指显微组织中石墨成片状的铸铁,由于灰铸铁具有生产工艺简单、成本低廉和良好的使用性能等特点,所以在工业上得到广泛的应用。
GB/T9439-2010《灰铸铁件》中根据与同炉同包次相近的冷却条件下,按Φ30mm的单铸试棒的抗拉强度分级,规定了HT100、HT150、HT200、HT225、HT250、HT275、HT300、HT350八个级别的灰铸铁牌号。
各牌号中的数据为其单铸试棒具有的最低抗拉强度值(MPa)。
灰铸铁凝固结晶缓冷后的组织为:石墨+珠光体和铁素体(或全部珠光体),受化学成分、冷却条件等的影响,有时可出现磷共晶和碳化物。
在灰铸铁中,基体组织对性能会有影响,但对强度等起决定性影响的是石墨的形态及其大小。
1 国标、美标及国际标准中灰铸铁的石墨形态分类(1)美国材料与试验学会标准ASTMA-247(2010)将铸铁(包括灰铸铁、球墨铸铁、可锻铸铁、蠕墨铸铁)中出现的石墨分为7种类型,分别用罗马数字Ⅰ到Ⅶ表示,而Ⅶ类(片状)石墨又分为A、B、C、D、E五种分布形状。
见表1。
表1 美国 ASTMA-247(2010)的石墨类型(2)国际标准ISO945-1:2008将铸铁中石墨形态分为种,分别用罗马数字Ⅰ-Ⅵ表示,与美标分类不同,Ⅰ类为片状、Ⅱ类星状、Ⅲ类蠕虫状、Ⅳ团絮状、Ⅴ团状、Ⅵ类为球状,未列开花状石墨。
Ⅰ型(片状)石墨再分为A、B、C、D、E五种形状。
(3)我国根据石墨形态特征和生产过程特点将铸铁分为球墨铸铁、灰铸铁、可锻铸铁及蠕墨铸铁四大类。
国标GB/T7216-2009《灰铸铁金相检验》将灰铸铁中石墨类型分为A、B、C、D、E、F共6种,其定义及说明见表3。
球墨铸铁与灰铸铁的差异

其根本区别就是石墨形态的差异:灰铸铁的石墨形态一般呈层片状,力学性能相对于这四种来说是最差的; 蠕墨铸铁石墨呈蠕虫状,性能强于上面的; 同理,球墨铸铁的石墨经过球化退火后呈球团 状,力学性能比蠕墨铸铁强一点; 可锻铸铁的力学性能是这四种中最好的,与铸钢可媲美,故名;但真正意义上,它并不能用来锻造。
石墨形态很细小,均散分部。
两种铸铁都有有较高的强度和韧性,两者的区别就是可锻铸铁有较高冲击韧度,而球墨铸铁有较高耐磨性能。
灰铸铁组织里的石墨是以片状存在,球墨铸铁组织里的石墨是以球状存在的 区别: 1.看切削加工面灰铁:呈灰色,光泽很暗,表面看来较粗糙。
球铁:灰色,光泽较灰铁亮,表面粗糙程度似灰铁。
2.锉削试验灰铁:锉削阻力较小,锉削时发出“唰唰”声,极少粘锉,屑末呈灰黑色,有少量银白亮点,细看颗粒大小不一,以小颗粒细末为主,用手指碾磨,很容易使手指染黑。
球铁:锉削时阻力比灰铁略大,也有较明显的“唰唰’’声,极少粘锉,屑末呈灰黑色,有细密的亮点,颗粒大小不等,但以大颗粒为主,用手指碾磨屑末,可使手指染黑,但较灰铁染黑程度轻。
3.听敲击声灰铁:声音低沉,持续时间极短。
球铁:声音清脆,有余音,持续时间较短。
灰铸铁强度\塑性低(片状石墨割裂基体,引起应力集中),脆性大,消振性能好.主要用来生产一些强度要求不高,主要承受压应力的各种箱体\底座等.球墨铸铁:球形石墨对基体的割裂作用降到最低,应力集中作用最小,故其强度很高,可以和中碳钢蓖美,可以充分发挥基体的性能,且有一定的塑性和良好的韧性.常用来制作一些强韧性要求高且形状复杂(铸造性能比钢好,但比灰铸铁要差)的工件,比如内燃机曲轴\连杆等之类的零件.球墨铸铁一般还可以经过热处理来进行强化,而灰铸铁一般不能经过热处理来提高强度(片状石墨的影响).。
铸 铁

第二节 铸铁的石墨化
• 3.硫的影响 • 硫是强烈阻碍石墨化的元素. 硫不仅增强铁、碳原子的结合力. 而且形
成硫化物后常以共晶体形式分布在晶界上. 阻碍碳原子的扩散. 硫不但 能促进铸铁白口化. 而且还能降低铸铁的铸造性能和力学性能. 所以硫 是有害元素. 铸铁中的含硫量越低越好. 一般应控制在0.15%以下. • (二) 冷却速度的影响 • 冷却速度是指铁水从浇注到铸件在600℃左右时的冷却速度. 在这 一温度范围的冷却速度是影响铸铁组织和石墨化的重要因素. 冷却速 度越小. 越有利于石墨化.
上一页 下一页 返回
第二节 铸铁的石墨化
• 二、石墨化过程 • 铸铁组织中石墨的形成过程称为石墨化过程. • 根据铁碳双重状态图中的Fe - G 相图. P′S′K′温度以上析出石墨
的过程称为第一阶段石墨化. P′S′K′及其以下温度析出石墨的过程 称为第二阶段石墨化. • 铸铁第一、第二阶段石墨化充分进行时. 铸铁的最终组织是铁素体基 体上分布着石墨.如图7 -3 (a) 所示. 即F + G. • 铸铁第一阶段石墨化充分进行、第二阶段石墨化尚未充分进行时. 铸 铁的最终组织是铁素体与珠光体基体上分布着石墨. 如图7 -3 (b) 所示. 即F +P +G.
• 铸铁第一、第二阶段石墨化均未进行时. 这种铸铁称为白口铸铁.石墨 化过程是一个原子扩散过程. 石墨化的温度越低. 原子扩散越困难. 越 不易石墨化
上一页 下一页 返回
第二节 铸铁的石墨化
• 三、影响石墨化的因素 • 铸铁石墨化程度受到许多因素影响. 但主要的影响因素是铸铁的化学
成分和冷却速度. • (一) 化学成分的影响 • 常见合金元素对铸铁石墨化影响如下:
上一页
铸铁知识-金相

形成过冷石墨组织,石墨全体细微化。这种情
况下,抗拉强度比较的高,由于基地容易铁素
D
体化,所以耐磨耗性差。
E型: 由于小片状石墨沿着树枝状晶分布,排
列有方向性,所以抗拉强度比D型高,比A型
E
低。
灰铁的基地组织在没有特别的 热处理或添加合金的情况下,形 成珠光体或铁素体或此两者的 混合组织。
珠光体(Pearlite):如图2.8所示,组织 呈白和黑的条纹状。是因为以铁素体 和渗碳体的板状结晶相交成层状的截 面作为观看的形状的。为此,有着极 其强韧的性质,在硅量的低范围里布 氏硬度约为230,抗拉强度约为 880N/mm2。
表2.7所示的是为制造JIS G 5501的 灰铁品的各种类标准的C及Si量。
灰铁的抗拉强度受所占截面石墨部 面积的影响。因此,认为抗拉强度与表 示石墨量的碳素饱和度(Sc)和碳素当 量(CE)值之间有关联。左图所示的 是碳素饱和度及碳素当量和抗拉强度的 关系。
压缩强度和抗拉强度
图2.13所示的是灰铁的抗拉强度和压
是同样石墨组织的情况下,因 比较硬度:由铸铁的抗拉强度推 基地组织,强度变化显著。灰 定的标准的布氏硬度和实际的硬 铁的基地如果从珠光体变化为 度公式如下。 铁素体的话抗拉强度和硬度也
比较硬度 RH=HB/HB'=HB/(100+4.3σB)
会显著降低,如果成为贝氏体
的话这些值就会显著上升。
JIS G 5501-1989「灰铁品」上根据机 械性能可分为FC100、150、200、250、 300及350这6种。
燐を含む三元共晶組織 (αFe-Fe3C-Fe3P);硬くて脆 い溶融温度が低い
含磷的三元共晶组织 (αFe-Fe3C-Fe3P);既硬 又脆,熔融温度低
常用铸铁牌号
常用铸铁的牌号、组织与性能作者:佚名 转贴自:重庆大学您要打印的文件是:常用铸铁的牌号、组织与性能常用铸铁的牌号、组织与性能铸铁中的石墨形态、尺寸以及分布状况对性能影响很大。
铸铁中石墨状况主要受铸铁的化学成分及工艺过程的影响。
铸铁中石墨形态(片状或球状)在铸造后即形成;也可将白口铸铁通过退火,让其中部分或全部的碳化物转化为团絮状形墨。
工业上使用的铸铁很多,按石墨的形态和组织性能,可分为普通灰口铸铁、蠕墨铸铁、球墨铸铁、可锻铸铁和特殊性等。
一、灰口铸铁灰口铸铁是价格最便宜、应用最广泛的一种铸铁,在各类铸铁的总产量中,灰口铸铁占80%以上。
1.灰口铸铁的化学成分和组织特征在生产中,为浇注出合格的灰铸铁件,一般应根据所生产的铸铁牌号、铸铁壁厚、造型材料等因素来调节铸铁的化学这是控制铸铁组织的基本方法。
灰口铸铁的成分大致范围为:2.5~4.0%C,1.0~3.0%Si,0.25~1.0%Mn,0.02~0.20%S,0.05~0.50%P。
具有上述成的液体铁水在进行缓慢冷却凝固时,将发生石墨化,析出片状石墨。
其断口的外貌呈浅烟灰色,所以称为灰口铸铁。
普通灰口铸铁的组织是由片状石墨和钢的基体两部分组成的。
根据不同阶段石墨化程度的不同,灰口铸铁有三种不同组织,见图8-2。
2.灰口铸铁的牌号、性能及用途灰口铸铁灰口铸铁的牌号、性能及用途如表8-2所示。
牌号中“HT”表示“灰铁”二字汉语拼音的大写字头,在“HT”数字表示最低抗拉强度值。
重庆大学精品课程-工程材料图8-2 铁素体基灰口铸铁的显微组织从表8-2可以看出,在同一牌号中,随铸件壁厚的增加,其抗拉强度降低。
因此,根据零件的性能要求选择铸铁牌号时同时注意到零件的壁厚尺寸。
灰口铸铁的性能与普通碳钢相比,具有如下特点:(1)机械性能低,其抗拉强度和塑性韧性都远远低于钢。
这是由于灰口铸铁中片状石墨(相当于微裂纹)的存在,不仅在处引起应力集中,而且破坏了基体的连续性,这是灰口铸铁抗拉强度很差,塑性和韧性几乎为零的根本原因。
铸铁的金相组织图
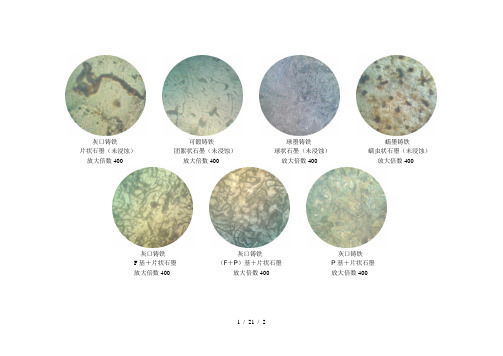
灰口铸铁可锻铸铁球墨铸铁蠕墨铸铁
片状石墨(未浸蚀)团絮状石墨(未浸蚀)球状石墨(未浸蚀)蠕虫状石墨(未浸蚀)放大倍数400×放大倍数400×放大倍数400×放大倍数400×
灰口铸铁灰口铸铁灰口铸铁
F基+片状石墨(F+P)基+片状石墨P基+片状石墨
放大倍数400×放大倍数400×放大倍数400×
1 / 21 / 2
可锻铸铁可锻铸铁球墨铸铁F基+团絮状石墨P基+团絮状石墨F基+球状石墨放大倍数400×放大倍数400×放大倍数400×
球墨铸铁球墨铸铁高磷铸铁
(F+P)基+球状石墨P基+球状石墨P基+片状石墨+磷共晶放大倍数400×放大倍数400×放大倍数400×
2 / 22 / 2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
字体大小:大| 中| 小2007-05-18 22:12 - 阅读:247 - 评论:0
A型石墨是在铸铁的石墨生核能力较强、冷却速率较低、在过冷度很小的条件下发生共晶转变时形成的。
在光学显微镜下观察时,石墨呈均匀分布的弯曲片状,无方向性,其长度则因铸铁的生核条件和冷却速率而不同。
高品质的结构铸件,都希望其具有中等长度的A型石墨。
B型石墨在光学显微镜下呈菊花状,共晶团中心部位石墨片比较细小,外围的石墨片较粗大。
实际上,中心部位是D型石墨,外围是A型石墨。
B型石墨的生核条件比A型石墨差,共晶转变时的过冷度也比形成A型石墨时大,结晶时先在共晶团中心部位产生过冷石墨(D型),释放的结晶潜热使周边的过冷度降低、形成A型石墨。
如B型石墨为量不多,对铸铁的性能影响不大,一般情况下可允许其存在。
C型石墨主要出现于碳当量很高(过共晶)、冷却缓慢的铸铁中,有粗大片状初生石墨,也有小片状石墨,有时部分石墨片上有带尖角的块状。
过共晶铁液冷却时,通过液相线后,在一定的过冷度下析出初生石墨,并在液相中逐渐长大。
由于结晶温度较高,成长时间较长,形成分枝较少的粗大片状。
温度降低到共晶温度时,发生正常的共晶转变,这时产生的石墨是正常的共晶石墨(A型石墨),最终的结果是在粗大的石墨片之间分布有正常的共晶石墨。
因此,C型石墨是由粗大、块状石墨和A型石墨构成的。
C型石墨可使铸铁的热导率提高,改善其抗热冲击的能力,但对铸铁的力学性能影响较大,一般的结构铸件不应有这种石墨。
亚共晶铸铁中,偶尔也能见到这种石墨。
如:用感应电炉熔炼而炉料中生铁块用量过多时,由于原生铁遗传的影响,就可能出现带尖角的块状石墨;孕育剂加入量过大,造成局部硅元素富集,也会产生这种石墨。
D型石墨是铸铁的碳当量较低、冷却速率较高,在过冷度较大、初生奥氏体枝状晶发达的条件下在奥氏体枝晶间形成的,石墨片细小而无方向性。
D型石墨常见于碳当量较低的薄壁灰铸铁件中,也称为‘过冷石墨’或‘枝晶间石墨’。
在不加合金元素时,D型石墨往往伴随有铁索体。
如基体组织为珠光体,则铸铁的耐磨性较好,且机械加工后能得到较细的表面粗糙度。
E型石墨是在碳当量较低、冷却速率也较低的条件下形成的。
由于初生奥氏体枝状晶较多、发生共晶转变时过冷度不大、石墨核心不太多、共晶团较大,形成的石墨片大于D型石墨。
由于冷却比较缓慢,奥氏体枝状晶发达,发生共晶转变时液相主要在初生奥氏体枝状晶之间,形成的石墨片沿枝状晶方向生长,具有一定的方向性,对铸铁力学性能的影响较大,要力求避免其产生。
可能出现E型石墨的铸铁,如冷却速率较高,也会形成D型石墨。
因此,在高强度薄壁铸铁件中往往会同时见到D型石墨和E型石墨。
生产优质灰铸铁件,应使其基体组织全部为珠光体,石墨为A型,而且石墨片要均匀分布于金属基体中,珠光体也应细小而均匀。
要尽可能的地使组织中的B 型石墨和D型石墨减至最少,不应该有C型石墨和E型石墨。
为此,必须进行有效的孕育处理并控制铸件的冷却速率。