注塑机日常点检表1
合集下载
注塑机设备点检表
措 施 履 历
CHP-PO-P01-11(A)
A4(210mm*297mm)
担当
检讨
承认
(
设备名 品牌
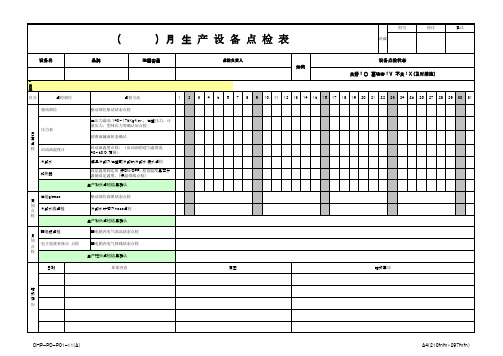
) 月 生 产 设 备 点 检 表
注塑容量
点 检负责人
决裁
设备点检状态 范例 良好 : ○ 要注意 : V 不良 : X 时措施 (及 )
* 日常点检上午 10点进行 / 周 间点检星期一进行 / 月 间点检:每个月第 1周星期一 进行 区分 点检部位 驱动部位 点检方法 驱动部位驱动状态点检 主压力最高 140~175Kgf/㎠ ,注塑 压力,计量 压力,型体压力等确认后点检 压力表 日 常 点 检 润滑油漏油状态确认 启动油温度计 冷却水 加热器 启动油温度点检:(启动油的适当温度是 40~50℃ 范 围) 模具冷却及注塑部冷却的冷却水漏水点检 设定温度到达时 按ON/OFF, 检查温度是否升 温倒设定温度,(保温排线点检) 生产科长点检结果确认 供给gleese 周 间 点 检 冷却水线点检 驱动部位润滑状态点检 冷却水排管及hose点检 生产科长点检结果确认 配电板点检 月 间 点 检 电子盖废弃接点 点检 配电箱内电气部品状态点检 配电箱内电气排线状态点检 生产班长点检结果确认 日期 异常内容 原因 措施事项 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
注塑机设备点检表
点 检 日 期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
作动油量 确认缸内油标 作动油度 确认温度计 漏油 确认各阀配件等 接头漏油
模具安装螺栓
确认螺栓是否松动 安全装置停止按钮
干燥机 缓冲量 温调机
滑块,EP动作是否顺畅 润滑油是否用完 金型開閉時是否有异音
点检者停机前,转模ຫໍສະໝຸດ 要清扫机器内外 点检流程第一周
第二周
第三周
第四周
第五周
及周边,以保持车间整洁、整齐 点检者(每天)→班长确认(周末)→主任审查(月末)→部门长承认
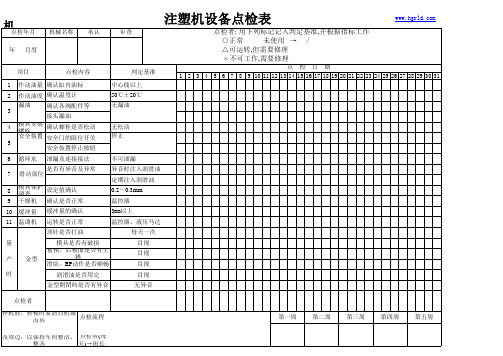
机器设备点检表 注塑机设备点检表
点检年月 年 月度 项目 1 2 3 4 5 6 7 8 9 10 11 量 产 时 金型 点检内容 判定基准 中心线以上 50℃±20℃ 无漏油 机械名称 承认 审查
点检者: 用下列标记记入判定基准,并根据指标工作 ○正常 未使用 → / △可运转,但需要修理 × 不可工作,需要修理
安全装置 安全门的限位开关 循环水 滑动部位
模具保护调查
无松动 停止
泄漏及连接接法 是否有异音及异常 设定值确认 确认是否正常 缓冲量的确认 运转是否正常 顶针是否打油 模具是否有破损
前模、后模面是否有生锈
不可泄漏 异音时注入润滑油 定期注入润滑油 0.2~0.3mm 温控器 3mm以上 温控器、液压马达 每天一次 目视 目视 目视 目视 无异音
作动油量 确认缸内油标 作动油度 确认温度计 漏油 确认各阀配件等 接头漏油
模具安装螺栓
确认螺栓是否松动 安全装置停止按钮
干燥机 缓冲量 温调机
滑块,EP动作是否顺畅 润滑油是否用完 金型開閉時是否有异音
点检者停机前,转模ຫໍສະໝຸດ 要清扫机器内外 点检流程第一周
第二周
第三周
第四周
第五周
及周边,以保持车间整洁、整齐 点检者(每天)→班长确认(周末)→主任审查(月末)→部门长承认
机器设备点检表 注塑机设备点检表
点检年月 年 月度 项目 1 2 3 4 5 6 7 8 9 10 11 量 产 时 金型 点检内容 判定基准 中心线以上 50℃±20℃ 无漏油 机械名称 承认 审查
点检者: 用下列标记记入判定基准,并根据指标工作 ○正常 未使用 → / △可运转,但需要修理 × 不可工作,需要修理
安全装置 安全门的限位开关 循环水 滑动部位
模具保护调查
无松动 停止
泄漏及连接接法 是否有异音及异常 设定值确认 确认是否正常 缓冲量的确认 运转是否正常 顶针是否打油 模具是否有破损
前模、后模面是否有生锈
不可泄漏 异音时注入润滑油 定期注入润滑油 0.2~0.3mm 温控器 3mm以上 温控器、液压马达 每天一次 目视 目视 目视 目视 无异音
注塑机日常点检表

日点检保 养项目
润滑系统
安全门位置
电路开关是否正常
游标是否正常
加热系统偏差值
液压部位是否漏油
电子阀是否正常
周保养项 目
检查油压运作是否正常
清洁机身灰尘和工作台杂物
点检人:
做好机器内的5S
月保养项 活动部位是否正常
目
程序是否正常
点检人: 备注:1、日检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。如休息天划“/”,有数据的项目必须用数据填写,每日上班确认。
设备编 号:
确认结果
注塑车间设备日常点检表
时间
设
备
保
年月日
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
保养内容与点检标准
清洁机身灰尘和工作台杂物
马达运转状况
冷却系统是否正常
发热部位运转状况
2、周检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每周六点检。
3、月检项目:检查OK划“√”,检查NGБайду номын сангаас“X”,并做相应的检修记录。每月28号点检并注明日期。
责任人: 审核:
4、对于漏检或检查与实际不符的给予相关责任人扣1分。
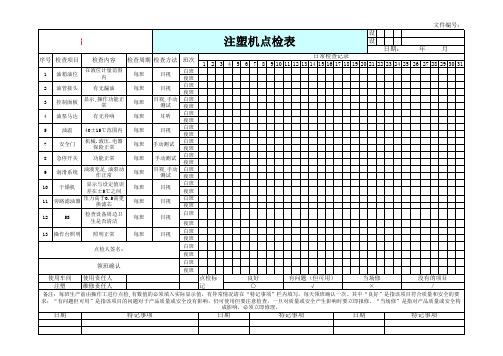
注塑机点检表
文件编号:
注塑机点检表
序号 检查项目
1 2 3 4 5 7 8 9 10 11 12 13 油箱油位 油管接头 控制面板 油泵马达 油温 安全门 急停开关 润滑系统 干燥机
设备编号: 设备型号: 日期:
年
月
检查内容
在液位计量范围 内 有无漏油 显示,操作功能正 常 有无异响 40±15℃范围内 机械.液压.电器 保险正常 功能正常 油液充足,油泵动 作正常
日常检查记录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
显示与设定值误 差在±5℃之间 压力高于0.5需更 旁路滤油器 换滤芯 5S 操作台照明 检查设备周边卫 生是否清洁 照明正常 点检人签名:
领班确认 使用车间 注塑 使用责任人 维修责任人
点检标记
良好 ○
有问题(但可用) √
当场修 ×
没有的项目 /
备注:每班生产前由操作工进行点检,有数值的必须填入实际显示值,有异常情况请在“特记事项”栏内填写,每天领班确认一次。其中“良好”是指该项目符合质量和安全的要 求;“有问题但可用”是指该项目的问题对于产品质量或安全没有影响,仍可使用但要注意检查,一旦对质量或安全产生影响时要立即报修。“当场修”是指对产品质量或安全构 成影响,必须立即修理。检查周期 检查方法 班次
每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 目视 目视 目视,手动 测试 耳听 目视 手动测试 手动测试 目视,手动 测试 目视 目视 目视 目视 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
注塑机点检表
序号 检查项目
1 2 3 4 5 7 8 9 10 11 12 13 油箱油位 油管接头 控制面板 油泵马达 油温 安全门 急停开关 润滑系统 干燥机
设备编号: 设备型号: 日期:
年
月
检查内容
在液位计量范围 内 有无漏油 显示,操作功能正 常 有无异响 40±15℃范围内 机械.液压.电器 保险正常 功能正常 油液充足,油泵动 作正常
日常检查记录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
显示与设定值误 差在±5℃之间 压力高于0.5需更 旁路滤油器 换滤芯 5S 操作台照明 检查设备周边卫 生是否清洁 照明正常 点检人签名:
领班确认 使用车间 注塑 使用责任人 维修责任人
点检标记
良好 ○
有问题(但可用) √
当场修 ×
没有的项目 /
备注:每班生产前由操作工进行点检,有数值的必须填入实际显示值,有异常情况请在“特记事项”栏内填写,每天领班确认一次。其中“良好”是指该项目符合质量和安全的要 求;“有问题但可用”是指该项目的问题对于产品质量或安全没有影响,仍可使用但要注意检查,一旦对质量或安全产生影响时要立即报修。“当场修”是指对产品质量或安全构 成影响,必须立即修理。检查周期 检查方法 班次
每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 目视 目视 目视,手动 测试 耳听 目视 手动测试 手动测试 目视,手动 测试 目视 目视 目视 目视 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
注塑机点检表

故障无大小,责任重如山。
注塑机点检表
设备型号: 设备编号: 记录符号正常 (√ ) 异常( × ) 已修复 (○ ) 检查 项目 检查内容 月 1.机台区域,工作现场整洁 清洁 2.模具表面,导柱是否清洁 1.警急按钮是否有效 2安全门行程开关是否正常 安全 3.机械安全挡板是否正常 1.机台油泵运转声音是否正常 2.模具开合模声音是否正常 3.模具水路、压板螺丝是否正常 4.加热温度是否正常 5.电路部分是否有短路、异味 状态 6.机台模具是否漏水、滴油 7.液压油位是否正常 8.各主要技术性能能否满足生产工艺要求 9.设备操作系统或操作机构是否操作灵活可靠 10.各种指示仪表、计量器具能否准确显示 1.机铰、导轨、模具导柱是否润滑 润滑 2.检查油标及各润滑点加油 班长每周确认: 操 作 人 建议增减项: 技术部每月确认: 厂部审核:
注塑机日常保养点检记录表

√/
//
//
//
//
8 炮筒发热壳温度是否正常、稳定,冷却水是否正常 √ /
//
//
//
//
9 机台急停掣是否正常、控制板桉键是否有效
√/
//
//
//
//
10 机台润滑情况
√/
//
//
//
//
保养人签名
/
//
//
//
//
备注: 1.日保养在每个工作日进行,周六、日、休息日无需进行日保养;
2.周保养在每周一进行,如有特别可安排顺延;
月/年保 养 项 目
1 油温温度:45±5℃,油位达到油箱容积3/4--4/5 2 电箱冷却扇、空气过滤网、旁路过滤器清洗 3 炮筒电热部份温度,电线接头、感温线、保险丝检查 4 润滑油补充、润滑油路漏油检查 5 各操作控制开关、安装松紧度、面板固定螺丝检查 6 油室漏油、漏水检查,残留油、水混合物、杂物清洁 7 螺杆固定螺丝检查,活塞、连接室清洁
保养周期
13 月月
1月
2月
3月
4月
5月6月Βιβλιοθήκη 7月8月9月 10月 11月 12月
√
///////////
√
///////////
√
///////////
√
/
/
/
√
/
/
/
√
/
/
/
√
/
/
/
保养人签名
异常情况记录 注:点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“异常情况记录”栏予以记录。
设备点检保养记录表
注塑自动化设备日常保养点检记录表[空白模板]
![注塑自动化设备日常保养点检记录表[空白模板]](https://img.taocdn.com/s3/m/949732c2ed630b1c58eeb56e.png)
文件编码:
维护人:
版本:V02
审 核 :
保 存
批 准 :
注塑自动化设备日常保养点检记录表
部门: 项目
设
年
备
/
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注
1.零部件运行是否正常
2.零部件润滑确认
3.轨道滑动是否顺畅
4.运作有无异常声音
5.感应器、仪表是否正常
6.开关是否正常
7.导电线路是否安全
8.5S检查是否OK
9.冲切位置及装箱位置是否OK
日常点检人签名:
每周保养确认
备注说明:1.设备正常使用画√;,发现异常时及时改善处理或上报自动课负责人推进改善处理; 3.周保养确认由当课室工程师或以上级员确认。
注塑机日常维护保养检查表
保养班次:
A班
B班
审核:
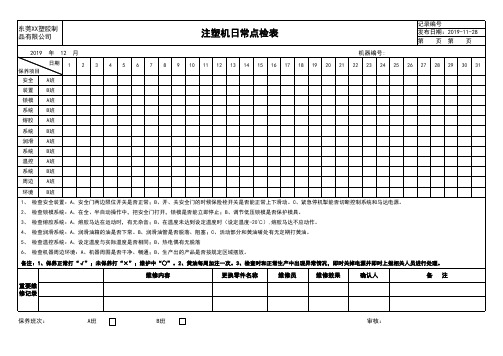
6、 检查机器周边环境:A、机器周围是否干净、畅通;B、生产出的产品是否按规定区域摆放。
备注:1、保养正常打“√”;未保养打“×”;维护中“○”。2、黄油每周加注一次。3、检查时和正常生产中出现异常情况,即时关掉电源并即时上报相关人员进行处理。
重要维 修记录
维修内容
更换零件名称
维修员
维修效果
确认人
备注
3、 检查熔胶系统:A、熔胶马达在运动时,有无杂音;B、在温度未达到设定温度时(设定温度-20℃),熔胶马达不应动作。
4、 检查润滑系统:A、润滑油箱的油是否下常。B、润滑油管是否脱落、阻塞;C、活动部分和黄油嘴处有无定期打黄油。
5、 检查温控系统:A、设定温度与实际温度是否相同;B、热电偶有无脱落
安全 A班
装置 B班
锁模 A班
系统 B班
熔胶 A班
系统 B班
润滑 A班
系统 B班
温控 A班
系统 B班
周边 A班
环境 B班
1、 检查安全装置:A、安全门两边限位开关是否正常;B、开、关安全门的时候保险栓开关是否能正常上下滑动。C、紧急停机掣能否切断控制系统和马达电源。
2、 检查锁模系统:A、在全、半自动操作中,把安全门打开,锁模是否能立即停止;B、调节低压锁模是否保护模具。
东莞XX塑胶制 品有限公司
注塑机日常点检表
记录编号 发布日期:29 年 12 月
机器编号:
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 保养项目