如何选择感应加热设备
感应加热

感应加热中文名称:感应加热英文名称:induction heating定义:利用电磁感应原理,把坯料放在交变磁场中,使其内部产生感应电流,从而产生焦耳热来加热坯料的方法。
感应加热设备感应加热:工件放到感应器内,感应器一般是输入中频或高频交流电 (300-300000Hz或更高)的空心铜管。
产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个集肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800-1000ºC,而心部温度升高很小。
目录感应加热感应加热多数用于工业金属零件表面淬火、金属熔炼、棒料透热、刀具焊接等多个领域,是使工件内部产生一定的感应电流,形成涡流,迅速加热零件表面,达到表面迅速加热,甚至透热融化的效果。
频率选择感应加热频率的选择:根据热处理及加热深度的要求选择频率,频率越高加热的深度越浅。
高频(10KHZ以上)加热的深度为0.5-2.5mm, 一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等。
中频(1~10KHZ)加热深度为2-10mm,一般用于直径大的轴类和大中模数的齿轮加热。
工频(50HZ)加热淬硬层深度为10-20mm,一般用于较大尺寸零件的透热,大直径零件(直径Ø300mm以上,如轧辊等)的表面淬火。
经验公式感应加热淬火表层淬硬层的深度,取决于加热的厚度,而加热的厚度又取决于交流电的频率,一般是频率高加热深度浅,淬硬层深度也就浅。
频率f与加热深度δ的关系,有如下经验公式:δ=20/√f(20°C);δ=500/√f(800°C)。
式中:f为频率,单位为Hz;δ为加热深度,单位为毫米(mm)。
具体应用感应加热表面淬火具有表面质量好,脆性小,淬火表面不易氧化脱碳,变形小等优点,所以感应加热设备在金属表面热处理中得到了广泛应用。
感应加热设备是产生特定频率感应电流,进行感应加热及表面淬火处理的设备。
高频感应加热设备使用说明书.
高频感应加热设备使用说明书目录一、技术参数〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 2二、应用范围〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 2三、安装准备〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 2四、设备安装〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 4五、设备使用〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 4六、注意事项〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 5七、故障检修〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 6八、阻抗匹配〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 8九、附件清单〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃〃 9一、高频感应加热设备技术参数二、高频感应加热设备应用范围1、金属热锻和成型,各种工具的透热锻造,标准件的热墩,直柄麻花钻的热轧。
2、金刚石、硬质合金的焊接,金刚石锯片,机械加工用车刀、刨刀、铰刀采矿业用钻头、截齿的焊接和各种木工刀具及冲床钻等的焊接。
3、金属材料的淬火、退火、调至、回火等热处理,各种轴类及机械零件的热处理。
锤子、斧子、剪刀、菜刀等热处理;各种手工工具如钳子、螺丝刀、扳手等的热处理;各种阀门密封件、机床导轨等的热处理。
三、高频感应加热设备安装准备1、电源及电源线要求电源容量要求足够大,配线面积请严格按照下表要求配臵。
电源容量过小,电源线配臵过小都会造成电力事故,特殊情况请咨询专业人员。
●推荐漏电断路器作为整机的控制开关。
●请严格按照国家标准接保护地线,严禁把机器地线接在自来水管或煤气管道上。
第七章感应热处理设备-课十九

按工作频率的不同,分为:高、超音频、中频、工频感应加热设备
(1)工频感应加热设备。
感应器直接与供电网路连接,频率为50 Hz,
淬硬层深度可大于10mm,适用于大型工件(例如
冷轧辊)的表面淬火、大中型工件或毛坯的穿透加
热。
(2)中频感应加热设备。
通常是指500~10000Hz的变频设备,它是将
50Hz的工频交流电转换成上述频率范围,淬硬层
降低到其数值等于表面最大涡 流强度的0.368倍时,该处到 表面的距离就称做电流透入深 度。
2.邻近效应 两个通过交流电流的导 体彼此相距很近时,则每个 导体内的电流将重新分布, 如图9—2所示。
电流瞬时方向相反时,则最大电流密度就出现在两导 体相邻的一面; 当导体内电流的瞬时方向相同,则最 大电流密度将出现在两导体相背的一面。
热处理设备
主讲教师:范涛
北华航天工业学院 金属材料工程教研室
1
课十九 第七章 感应加热设备
本章主要内容: § 9 —1 感应热处理的基本原理 § 9 —2 感应热处理设备的选择 § 9 —3 感应器设计概要 § 9— 4 淬火机床及其它表面加热装置简介
2
表面热处理可以提高产品质量、缩短生产周期 和改善劳动条件,提高生产组织水平。目前应用 最广泛的是感应热处理。它适用机械化大生产, 可通过计算机控制实现无人操作。
这种电流向一侧集中的现象叫邻近效应。导体内 电流的频率越高,导体间距越小,邻近效应越明显。
3.圆环效应 当交变电流通过环形导体时,电流在导体横截面
上的分布将发生变化,此时电流仅仅集中在圆环的内 侧,这种现象叫圆环效应(点击)。圆环的曲率半径越小, 径向宽度越大,圆环效应也越显著。
4.尖角效应 当感应器与工件间的距离相同,在工件尖角处的加热
高频感应加热的原理

高频感应加热的原理及设备一、高频感应加热的原理感应加热是利用导体在高频磁场作用下产生的感应电流(涡流损耗)以及导体内磁场的作用(磁滞损耗)引起导体自身发热而进行加热的。
【当金属导体处在一个高频交变电场中,根据法拉第电磁感应定律,将在金属导体内产生感应电动势,由于导体的电阻很小,从而产生强大的感应电流。
由焦耳—楞次定律可知,交变磁场将使导体中电流趋向导体表面流通,引起集肤效应,舜间电流的密度与频率成正比,频率越高,感应电流密度集中于导体的表面,即集肤效应就越严重,有效的导电面积减少,电阻增大,从而使导体迅速升温】【高频感应加热的原理:导体有电流通过时,在其周围就同时产生磁场,高频电流流向被绕制成环状或其它形状的电感线圈(通常是用紫铜管制作)。
由此在线圈内产生极性瞬间变化的强磁束,将被加热的金属物质放置在感应线圈内,磁束就会贯通整个被加热物质,在被加热物质内部与加热电流相反的方向产生很大的涡流,由于被加热金属物质的电阻产生焦耳热,使金属物质自身的温度迅速上升,从而完成对金属工件的加热】二、感应加热系统的构成感应加热系统由高频电源(高频发生器)、导线、变压器、感应器组成。
其工作步骤是①由高频电源把普通电源(220v/50hz)变成高压高频低电流输出,(其频率的高低根据加热对象而定,就其包材而言,一般频率应在480kHZ左右。
)②通过变压器把高压、高频低电流变成低压高频大电流。
③感应器通过低压高频大电流后在感应器周围形成较强的高频磁场。
一般电流越大,磁场强度越高。
全晶体管高频感应加热设备1、高频感应加热设备现状高频感应加热设备在我省已得到广泛应用,设各频率范围在200-450 kHz,高频功率最大可达400 kW。
我省的高频感应加热设备主要应用于金属热处理、’淬火、透热、熔炼、钎焊、直缝钢管焊接、电真空器件去气加热、半导体材料炼制、塑料热合、烘烤和提纯等。
现在我省使用的高频感应加热设备都是以大功率真空管(发射电子管)为核心构成单级自激振荡器,把高压直流电能量转换成高频交流电能量,它们的电子管板极转换效率一般在75环左右,设备的整机总效率一般在50绒以下,水和电能的消耗非常大。
感应加热设备常用参数参考与计算
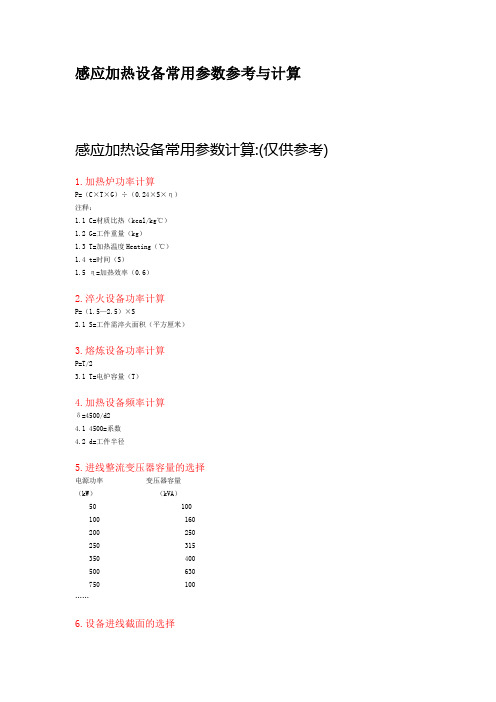
感应加热设备常用参数参考与计算感应加热设备常用参数计算:(仅供参考)1.加热炉功率计算P=(C×T×G)÷(0.24×S×η)注释:1.1 C=材质比热(kcal/kg℃)1.2 G=工件重量(kg)1.3 T=加热温度Heating(℃)1.4 t=时间(S)1.5 η=加热效率(0.6)2.淬火设备功率计算P=(1.5—2.5)×S2.1 S=工件需淬火面积(平方厘米)3.熔炼设备功率计算P=T/23.1 T=电炉容量(T)4.加热设备频率计算δ=4500/d24.1 4500=系数4.2 d=工件半径5.进线整流变压器容量的选择电源功率变压器容量(kW)(kVA)50 100100 160200 250250 315350 400500 630750 100……6.设备进线截面的选择电源功率铜芯电缆铝芯电缆(kW)(mm2)(mm2)50 25 35100 50 75200 95 150250 2×70 2×120350 2×95 2×185500 3×95 3×185750 4×95 4×1851000 5×95 5×1857.中频输出电缆截面的选择中频功率电源的输出频率KW kHz0.5 1.0 2.5 4.0 8.0以下电缆截面积单位为:mm250 35 50/90 70 95 120100 50 70 95 2×70 2×95200 95 2×70 2×95 4×70 4×95250 2×70 2×95 3×70 5×90 5×95350 2×95 3×95 4×95 5×100 5×100500 3×95 4×95 5×100 5×150 5×200750 4×95 5×100 5×150 5×200 (5×150)×31000 5×100 5×150 5×200(5×150)×2 (5×150)×48.冷却水流量的选择8.1 进水压力:0.15—0.3Mpa8.2 冷却水温度在5—30°范围内,水质硬度不超过8度,浑浊度不大于5,PH值在6.5—8的范围内。
高频感应加热机操作指导书
文件制修订记录1.0目的/Aim:1.1为操作者提供使用说明,确保使用者及设备的安全。
2.0参考文件/Reference Instruction:2.1 相关设备的操作说明书3.0设备/材料/ Equipment/Material:3.1 高频感应加热机 JF-254.0准备/要求/Prepare/Requirement:4.1确保输入电压为三相380伏,功率4KW。
5.0安全/维护/Safety/Maintenance:5.1 日常维护5.2.1 当设备出现故障时,请立即关闭电源并通知专职维修人员到现场检查。
5.2.2 未经培训且未经设备管理部门允许,请不要打开设备外壳触摸内部电路。
5.2.3 当发生异常情况时,请立即关闭面板上的开关,当异常情况排除后,方可将合上开关。
6.0操作程序/Operation Process:6.1 开机操作程序6.1.1先合上电源开关,再合上主机上的总电源开关,再合上面板上的开关。
6.1.2 打开冷却水,观察出水管有一定出水流量。
6.1.3将待加热工件放入感应圈中。
选择手动或自动工作状态。
6.1.4 手动操作规程A、将选择开关拔到手动位置B、调节加热功率旋钮至合适位置。
C、按一下操作面板的启动按钮,或踩下脚踏开关,开始加热;此时工作指示灯闪烁,机器嘀嘀响,数显表显示输出加热电流的大小,电流越大,加热越快,时间显示加热的时间。
D、按一下操作面板上的停止按钮,或松开脚踏开关,加热停止。
6.1.5 自动操作规程A、将选择开关拔到自动位置。
B、调节加热功率旋钮至合适位置。
C、设置加热、保温、冷却时间。
D、按一下操作面板的启动按钮,或踩下脚踏开关,开始加热;此时工作指示灯闪烁,机器嘀嘀响,加热灯亮,数显表显示输出加热电流的大小,电流越大,加热越快,时间显示加热的时间。
E、加热时间结束时,开始保温过程,此时工作指示灯继续闪烁,机器嘀嘀响,保温灯亮,数显表显示输出保温电流的大小,电流越大,加热越快,时间显示保温的时间。
高频感应加热设备使用说明书
750
20-25/0.02-0.03
φ24φ16
8
WH-VI-120
1100(三相)
20-25/0.02-0.03
φ24φ16
12
WH-VI-160
1100(三相)
20-25/0.02-0.03
φ24φ16
16
WH-VI-230
1100(三相)
20-25/0.02-0.03
φ24φ16
22
WH-VI-260
1
郑州高氏电磁感应加热设备有限公司
_______________________________________________________________________________________________
一、高频感应加热设备技术参数
型号
最大功 率输出
KW
工作频 冷却水 率 KHz 压 MPa
1100(三相)
20-25/0.02-0.03
φ24φ16
24
3、环境需求
设备工作环境应无易燃易爆粉尘,无导电粉尘,无腐蚀性气体。 海拔高度≤2500 环境温度 2-40℃,相对湿度≤85%。 保证设备工作场合通风良好,以保证设备的正常通风冷却。 本设备不能在凝露状态下工作。
四、高频感应加热设备安装
2、冷却水要求
进水压力:≥0.05MPa 进水温度:5-35℃,当冷却水温度低于室温时,其温差应小于 10℃。湿度较大时其温差应小
于 5℃,以防止设备暴漏。 进水 PH 值:7-8.5
硬度:不大于 60mg/L
冷却水系统配臵
按每天工作 8 个小时,室温 25℃计,若工作时间加长,可以适当增加水池容积。如果选用的 水泵是自吸泵,则应适当加大水泵功率。
中频感应加热钢管热处理设备技术参数

中频感应加热钢管热处理设备技术参数一、概述其设备主要用于φ60.3—φ325的各种钢管、油管、套管、钻杆、等的整体淬火回火和正火处理。
本中频感应加热钢管热处理设备主要用于φ273—1066δ30-130钢管的整体淬火回火热处理。
如果按照年产量1万吨计算:(每年按照工作240天,每天工作7小时)每小时产量约为:6000公斤(也就是每分钟加热100公斤)。
淬火加热温度按照1000℃计算,功率为:1500KW.根据以上计算,如果按年产量1万吨计算,功率选择1500KW,所对应的钢管加热走速就很慢,还没有到钢管淬火喷淋装置时,钢管温度就下降达不到淬火工艺要规格每米重量(公斤)功率选择1500KW 走速(年产量1万吨)功率选择4000KW 走速(年产量3万吨)直径273壁厚30179 1.79分钟走1米(每分钟走558毫米)每分钟走1670毫米直径600壁厚30419 4.19分钟走1米(每分钟走238.7毫米)每分钟走715毫米直径600壁厚130149714.97分钟走1米(每分钟走67毫米)每分钟走200毫米直径711壁厚305005分钟走1米(每分钟走200毫米)每分钟走600毫米直径711壁厚130185018.95分钟走1米(每分钟走54毫米)每分钟走160毫米直径1066壁厚307617.61分钟走1米(每分钟走131.4毫米)每分钟走393毫米直径1066壁厚130298029.8分钟走1米(每分钟走33.6毫米)每分钟走100毫米求。
所以要想达到工艺要求,并满足φ273—1066δ30-130所有钢管生产要求,淬火总功率必须选择为4000KW.回火因为加热温度比较低,总功率可以选择3000KW.方案可以选择三种方式:1、淬火、回火集中在一条生产线上一次完成。
2、先进行淬火工艺,干完一批后,在回过头来在淬火生产线上完成回火工艺。
3、只考虑φ273—600δ30-130的钢管工艺要求方案。
下面主要介绍第一种方式方案:本套设备是在以上设备基础上,根据近几年我公司在感应加热及热处理方面积累的丰富经验,按照贵单位提出的工艺要求而作出的更加合理.更加可行的一套方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在选择感应加热设备时,需要讲究一些方式方法,快来好小编一起来了解一下吧!
1)感应加热设备的选用首选要考虑的就是被加热的工件形状和尺寸,这是最基本的判断感应加热设备选择的要求。
比如工件大的或者实才的就选择功率较大但频率较低的感应加热设备、工件小的或者板材、齿轮这一类的就选择高频加热设备。
2)考虑了工件的外部尺寸还要考虑工件需要加热的深度和面积,如果加热的深度深、面积大就选择低频率设备,深度浅面积小只进行局部的加热就选择高频率设备。
3)工件的加热速度也是应该考虑的范围,需要的速度快就要选择高频率的感应加热设备。
4)除了上述介绍的三种重要因素之外,还要考虑的就是工件加热的工艺要求。
如果是淬火、焊接等就选择频率高的设备,退火、回火等就选择低频率设备,透热、热锻等就选择更低频率的设备。
5)此外,选择设备还应该考虑的有感应部件与设备的连线距离、设备的连继工作时间、工件的材料等,这些都是应该考虑的内容。
比如连线的距离长就选择功率大的感应加热设备,工件的熔点高就选择功率大的设备、熔点低就选择功率小的设备。
根据不同的工件材料的物理特性选择设备的频率。