薄壁不锈钢给水管施工工艺
浅议薄壁不锈钢给水管焊接施工技术

公 称 直 径 ( m) m
水 平 管 立 管
表 1 活 动 支 架 最大 间距
1 0
10 . 15 .
1 5
10 . 15 .
2 0
15 . 15 .
2 5
15 . 20 .
3 2 6 管道 验 收 ..
2 与镀锌 管 的连接方 法 :薄壁 不锈 钢 管 与镀 锌 )
管 的连 接用螺 纹连 接 。
3 与 阀门的连 接方法 : 壁不 锈钢 管 与 阀 门连 ) 薄 接一 般 采用螺 纹连 接 , 锈 钢 给水 管 与 螺 纹 阀 门连 不
1验 收形式 : 道安 装 应 根据 工 程 特点 进 行 中 ) 管 间验 收 和竣工验 收 。中 间验 收 由施工单 位会 同工 程
图 1 施 工 工 艺流 程
件 , 具有 国家认 可 的产 品质 量 技术 监 督部 门的检 应 测报告 。用 于生 活饮水 的管 材和 管件 , 应 具 备 国 还 家卫 生检验 部门 的检验 报 告 或卫生 许 可 批 件 , 应 且 经 国家 认可 的产 品检测 机 构 的检 测 , 以确 保 管材 及
焊 接 电流 ( A)
8 ~20 2 ~5 0 0 50 —1 oo
附近, 特别 是 在弯 管 、 径 、 支接 口及 穿过 承重 墙 、 变 分 楼板 的两 侧等 处 。 ( ) 材支 架安装 应 在管 接头连 接前 进行 。 2管 ( ) 给水 栓与 配水 点 处应 采 用 金属 卡 或 吊架 3在 固定 , 管卡 或 吊架 宜设 置 在距 配件 4 8 r 处 。 0~ 0 m a
3 2
20 . 25 .
薄壁不锈钢管道施工方案
给水薄壁不锈钢管道安装施工作业指导书一、系统概况1、给水系统楼内给水由室外管网直接供给,由地下室主干管供往各配水点(卫生间、厨房、空调机房)。
1。
1、给水管道采用薄壁不锈钢管(管道及管件材质均为316L即00Cr17Ni14Mo2),DN≤100采用卡压式不锈钢管件链接,DN>100采用不锈钢沟槽式卡箍链接;密封圈采用氯化丁基橡胶圈(CIIR).埋墙或埋地的给水支管采用包覆管.卡箍材质为304.不锈钢管道及管件执行国标GB/T12771-2008,GB/T19228。
1,GB/T19228.2,GB/T19228.3.不锈钢管道及管件执行Ⅰ系列,管道壁厚见下表:1。
2、给水管道上关断阀DN≤50采用J16GB03MR型内螺纹不锈钢截止阀(压力等级1.6MPa)DN>50采用Z16MFMB03MR型法兰连接不锈钢闸阀(压力等级1。
6MPa)。
倒流防止器DN〉50采用YQDFQ4TX—16P型法兰连接不锈钢倒流防止器,DN≤50采用YQDFQG2TX-16P型螺纹连接不锈钢倒流防止器(带过滤器,压力等级1.6MPa).阀门材质为304。
止回阀采用YQH42AX—16p型止回阀。
浮球阀采用YQ98003—16Q型过滤活塞式遥控浮球阀。
水表采用远传水表。
1.3、给水管道应进行水压试验,工作压力按0.60MPa计,具体操作按GB50242—2002执行。
直埋压力管段,在埋前应进行水压试验。
2、热水系统2。
1、热水系统由两台在换热间的,型号为SF3/6—65/10—S型热交换器换热,热源冬季由渭河热电厂提供120°—70°高温热水,夏季由一期的原有锅炉房提供。
指廊和连接楼卫生间热水由热水器就地加热制备60°水直接供应,主楼经地下室主干管供往各配水点(卫生间、厨房)。
2。
2、热水管道管材,管件以及阀门同给水管道。
热水管道的补偿器采用SHJR型波纹金属软管,金属软管长度如下:并按设计要求设置导向支架。
给水薄壁不锈钢管承插氩弧焊连接施工工法(2)

给水薄壁不锈钢管承插氩弧焊连接施工工法给水薄壁不锈钢管承插氩弧焊连接施工工法一、前言给水薄壁不锈钢管承插氩弧焊连接施工工法是一种常用于工业领域的管道连接方法。
它具有施工简便、效果好、安全可靠等特点,适用于多种场景。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点给水薄壁不锈钢管承插氩弧焊连接工法具有以下特点:1. 连接牢固性好:承插连接使得管道接口具有良好的密封性和强度,确保水管系统的稳定运行。
2. 施工简便:工法采用特殊的承插连接技术,不需要使用其他组件或工具,施工过程简单高效。
3. 弹性适应性强:工法适用于不同直径和壁厚的不锈钢管道连接,具有较强的适应能力。
4. 技术可靠性高:采取专业氩弧焊接技术,确保焊缝牢固可靠,防止泄漏和腐蚀问题。
三、适应范围给水薄壁不锈钢管承插氩弧焊连接工法适用于以下场景:1. 工业管道系统:适用于工业领域的给水管道,包括供水系统、消防系统和供暖系统等。
2. 食品行业:适用于食品、饮料等行业中的输送管道,要求卫生和耐腐蚀性能。
3. 医药行业:适用于医药工厂中的制药过程中的输送管道,要求高度洁净和无菌性能。
四、工艺原理给水薄壁不锈钢管承插氩弧焊连接施工工法的原理是利用氩弧焊技术将承插连接处焊接牢固,形成密封的连接通道。
具体工艺包括以下几个环节:1. 准备工作:对管道进行清洗、除锈、打磨等处理,保证连接处的干净和平整。
2. 定位与对齐:精确测量和定位管道的位置,确保连接正确无误。
3. 氩弧焊接:采用专业的氩弧焊机和焊条,进行氩弧焊;焊接时要根据材质控制合适的电流和电压以及焊接速度。
4. 后处理:焊接完成后,对焊缝进行清理、抛光,确保焊缝平整,无凹凸。
五、施工工艺1. 准备工作:清洗管道表面,清理焊接区域,并确保没有杂质和油脂。
2. 定位与对齐:使用合适的工具和测量仪器,精确测量和定位管道的位置,确保连接处对齐。
建筑给水薄壁不锈钢管道连接施工技术
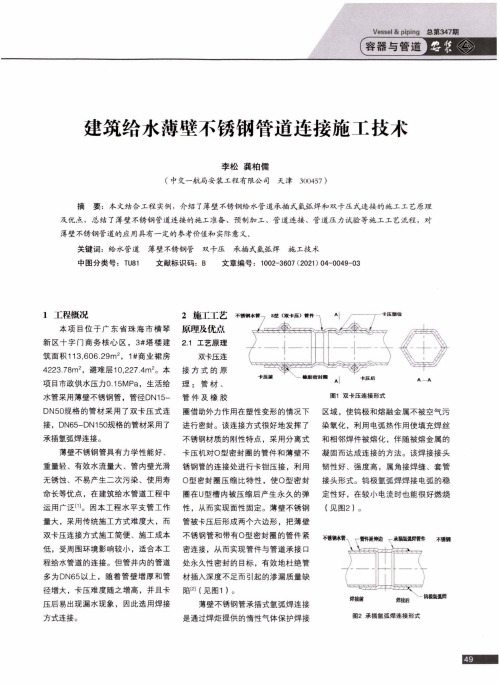
Vesse丨 & piping 总第347期建筑给水薄壁不锈钢管道连接施工技术李松龚柏儒(中交一航局安装工程有限公司天津300457)摘要:本文结合工程实例,介绍了薄壁不锈钢给水管道承插式氩弧焊和双卡压式连接的施工工艺原理 及优点,总结了薄壁不锈钢管道连接的施工准备、预制加工,管道连接、管道压力试验等施工工艺流程,对 薄壁不锈钢管道的应用具有一定的参考价值和实际意义,关键词:给水管道薄壁不锈钢管双卡压承插式氩弧焊施工技术中图分类号:T U81 文献标识码:B文章编号:1002-3607(2021) 04-0049-031工程概况本项目位于广东省珠海市横琴新区十字门商务核心区,3#塔楼建筑面积113,606.29m2,1#商业裙房4223.78m2,避难层 10,227.4m2。
本项目市政供水压力0.15M Pa,生活给水管采用薄壁不锈钢管,管径DN15-DN50规格的管材采用了双卡压式连 接,DN65-DN150规格的管材采用了 承插氩弧焊连接。
薄壁不锈钢管具有力学性能好、重量轻、有效水流量大、管内壁光滑 无锈蚀、不易产生二次污染、使用寿 命长等优点,在建筑给水管道工程中 运用广泛111。
因本工程水平支管工作 量大,采用传统施工方式难度大,而 双卡压连接方式施工简便、施工成本 低,受周围环境影响较小,适合本工 程给水管道的连接。
但管井内的管道 多为DN65以上,随着管壁增厚和管 径增大,卡压难度随之增高,并且卡 压后易出现漏水现象,因此选用焊接 方式连接。
圈借助外力作用在塑性变形的情况下进行密封。
该连接方式很好地发挥了不锈钢材质的刚性特点,采用分离式卡压机对0型密封圈的管件和薄壁不锈钢管的连接处进行卡钳压接,利用0型密封圈压缩比特性,使0型密封圈在U型槽内被压缩后产生永久的弹性,从而实现面性固定。
薄壁不锈钢管被卡压后形成两个六边形,把薄壁不锈钢管和带有0型密封圈的管件紧密连接,从而实现管件与管道承接口处永久性密封的目标,有效地杜绝管材插入深度不足而引起的渗漏质量缺陷(见图1 )。
卡压式薄壁不锈钢管给水管道安装施工工法 (2)
卡压式薄壁不锈钢管给水管道安装施工工法一、前言卡压式薄壁不锈钢管给水管道安装施工工法是一种新型的管道安装方式,是在不锈钢钢管基础上通过卡压采用特殊的工艺连接管件的形式,从而达到较高的密封性和安全性,具有很好的实用性。
本文将对该工法进行详细介绍,以期为实际工程提供参考。
二、工法特点卡压式薄壁不锈钢管给水管道安装施工工法以其以下几个特点而备受关注:1、密封性好:采用该工法,可以实现高压管道的密封要求。
2、安全可靠:该工法采用特殊的工艺连接管件来连接不锈钢管,从而提高管道的安全性。
3、环保节能:相比传统的管道安装方式,该工法的生产成本较低,同时没有二次污染。
4、易于操作:该工法操作简便,对工人的技术要求不高,避免了操作中因为人为操作不当而带来的安全隐患。
三、适应范围该工法可以适用于各种制冷、暖通、供水、排水等管道系统。
具体包括:1、工厂生产车间的工艺管道系统。
2、公共建筑、大厦的暖通管道系统。
3、城市供水和排水管道系统。
4、门站、楼群的制冷管道系统。
5、城市地下道路的供排水管道系统。
四、工艺原理卡压式薄壁不锈钢管给水管道安装施工工法原理主要通过管道直接卡压形式,将管件和不锈钢管卡在一起,达到密封和连接的效果。
工艺原理与实际工程之间的联系在于需要充分理解管道安全和密封性的相关知识,并在施工过程中采取相应的技术措施确保施工的质量。
五、施工工艺卡压式薄壁不锈钢管给水管道安装施工工艺主要分为四个阶段:1、安装管道:首先要进行管道的布设,确定管道的走向和位置。
这个阶段需要注意管道的倾斜度、弯曲度等关键因素,以免影响安装效果。
2、安装管件:在安装管件时要注意管件的材质、规格、品质等要素,以及管件之间的连接方式。
管件的连接方式可以采用法兰连接和卡压连接两种方式,需要根据实际需求选择合适的连接方式。
3、压接管道:在完成管件安装后,需要使用特制的卡压工具对管道进行压接,以达到管道和管件之前的牢固连接。
需要注意的是,管道和管件必须准确完整地进入卡压工具,否则会影响安装质量。
不锈钢给排水专项施工方案
给水不锈钢管专项施工方案一、工艺流程:管路轴线放样f 管道制作—> 管卡(支吊架)安装一管道阀件安装一管道试压一管道冲洗、消毒。
二、安装要求:1、强制性条文规定:给水管必须采用与管材适应的管件,生活给水系统所涉及的材料必须达到饮用水卫生标准。
2、薄壁不锈钢管道采用卡压式管件连接时,不锈钢卡压式管件端口部分有环状U形槽,且内装有O型密封圈。
安装时,用专用卡压工具使U形槽凸部缩径,且薄壁不锈钢水管、管件承插部位卡成六角形。
3、不锈钢管道采用氩弧焊插式管件时,将钢管插入管件承口,用钨极氩弧焊焊接,使管道溶为一体,是一种“无接头连接”的连接方式。
由于现场焊接,无法进行热处理消除余应力,焊口处会有较大的变形和残余应力无法消除,极容易造成管件受到较大外力的情况下产生裂纹和腐蚀,导致渗水、漏水乃至焊口断裂。
焊接处收高温氧化后,往往发黄、发黑,极易腐蚀,影响使用寿命又不美观;为改变此不利因素,专用清洗剂能将以上问题清洗掉,并涂刷高级表面处理涂料,使焊接处回复到材料原始表面状态。
4、给水立管和装有3个或3个以上配水点的支管始端均应安装可拆卸的连接件。
三、管路放样:依据设计图及施工现场进行管路走向放样确定,管道安装位置及用料长度,并确定吊支架或管卡的位置。
四、管道制作:根据管路放样对管道进行下料,制定薄壁不锈钢管和管件的安装顺序,进行预安装。
五、卡压式管件连接的施工顺序:1、插入长度的确认:根据施工要求考虑接头本体插入长度决定管子的切割长度,管子的插入长度如下表所示:2、管子的切断和切断面的处理:管子切断前请确认没有损伤和变形,使用管子切割器垂直与管的轴心线切割。
如切口倾斜,会导致插入量不正确。
切断后清除管端的毛刺和切屑,粘附在管子内外的垃圾和异物用棉丝或纱布等擦干净。
3、画线:确保管子插入尺寸用画线器在管上画上标记。
4、插入管子:将管子笔直的插入接头本体,确保标记到接头端面在2mm以内。
5、卡压连接:确认卡压钳口凹槽安置在接头本体圆弧吐出部位,卡压到位。
浅析双卡压式薄壁不锈钢给水管道施工技术
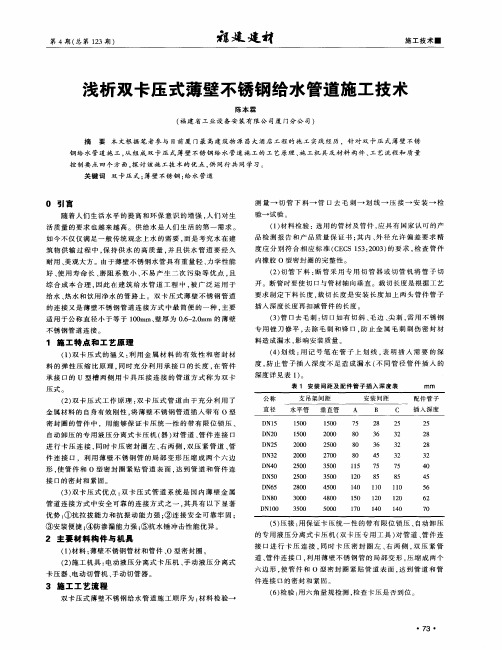
表 1 安装 间距 及 配 件 管 子 插 入 深 度 表 mm
承 接 口的 U 型 槽 两 侧 用 卡 具 压 接 连 接 的 管 道 方 式 称 为 双 卡
压式。
关 键 词 双 卡 压 式 : 壁 不 锈 钢 ; 水 管道 薄 给
0 引言
随 着 人 们 生 活 水 平 的 提 高 和 环 保 意 识 的增 强 , 们 对 生 人 活 质 量 的 要 求 也 越 来 越 高 。供 给 水 是 人 们 生 活 的第 一 需 求 。 如 今 不 仅 仅 满 足 一 般 传 统 观 念 上 水 的需 要 , 是 考 究 水 在 建 而
( ) 卡 压 式 的涵 义 : 用 金 属 材 料 的有 效 性 和 密 封 材 1双 利 料 的 弹 性 压 缩 比原 理 . 时 充 分 利 用 承 接 1 的 长 度 , 管 件 同 5 1 在
ห้องสมุดไป่ตู้
( ) 线 : 记 号 笔 在 管 子 上 划 线 , 明 插 入 需 要 的 深 4划 用 表
插 入 深 度 长 度 再 扣 减 管 件 的 长度 。
筑 物 供 输 过 程 中 , 持 供 水 的 高 质 量 , 且 供 水 管 道 要 经 久 保 并
耐 用 、 观 大 方 。由 于 薄 壁不 锈 钢 水 管 具 有 重 量 轻 、 学 性 能 美 力 好 、 用 寿命 长 、 阻 系 数 小 、 易 产 生 二 次 污 染 等 优 点 , 使 磨 不 且 综 合 成 本 合 理 , 此 在 建 筑 给 水 管 道 工 程 中 , 广 泛 运 用 于 因 被 给水 、 水 和 饮 用 净 水 的 管 路 上 。 双 卡 压 式 薄 壁 不 锈 钢 管 道 热 的 连 接 又 是 薄 壁 不 锈 钢 管 道 连 接 方 式 中 最 简 便 的 一 种 , 要 主 适 用 于 公 称 直 径 小 于 等 于 10 0 mm、 厚 为 06 20 m 的 薄 壁 壁 .~ .r a
薄壁不锈钢给水管施工工艺
薄壁不锈钢给水管施工工艺薄壁不锈钢给水管的施工技术薄壁不锈钢给水管施工工艺1、薄壁不锈钢管的组装(1)管材的切割应采用专用切割机具。
①管材应采用机械或等离子方法切割;采用砂轮切割或修磨时应使用专用砂轮片。
②管材端面失圆, 而无法插入管件时, 应使用专用整形器将管材断面整形至可插入管件承口底端为止。
(2)管材切口质量应符合下列要求:①切口端面应平整, 无裂纹、毛刺、凹凸、缩口、残渣等。
②切口端面的倾斜(与管中心轴线垂直度)偏差不应大于管材外径的5%, 且不得超过3mm;凹凸误差不得超过1mm。
(3)环压钳的选用。
不锈钢管道环压连接, 应根据管道公称直径选用相应规格型号的环压钳。
(5)环压连接操作。
①选择好与管材管件规格相应的环压钳;将环压模具安装到钳头上(上下环压模具着色面必须一致)即可进行环压连接操作。
操作前应保持上下环压钳内模具清洁。
②除去管材保护膜, 将管材插入管件承口至底端, 并用划线笔沿管件端在管材外壁上划线, 然后抽出管材。
③将密封圈套在管材上;插入管件承口至底端, 使管材深度标记与管件边缘对齐, 再把密封圈推入管件与管材之间的密封腔内。
薄壁不锈钢给水管的施工技术④管件的环压连接部位按管材端朝向着色面, 将管件密封部位置于上下环压模具之间;管件和管材必须垂直于环压模具着色面方可环压操作。
环压时, 操作油泵对环压钳施压。
直至上下环压模具完全闭合, 稳压3秒钟后卸压, 环压操作完成。
⑤公称直径65~100mm的管材与管件的环压连接, 除按以上述操作外, 还须做二次环压, 二次环压时, 将环压钳向管材方向平移一个密封带长度, 按本条第4款再进行一次环压操作。
(6)环压连接操作完成后, 其环压部位质量应符合表5.2.4中技术参数要求, 并应作如下检查:①密封端压接部位360o压痕应凹凸均匀;②管件端面与管材结合应紧密无间隙;③管件端面与管材压合缝处挤出的密封圈的部分能自然断掉或简便地去除;④当环压连接质量达不到要求时, 应成套更换环压钳模具组件或将模具送修。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
薄壁不锈钢给水管施工工艺
1、薄壁不锈钢管的组装
(1)管材的切割应采用专用切割机具。
①管材应采用机械或等离子方法切割;采用砂轮切割或修磨时应使用专用砂轮片。
②管材端面失圆,而无法插入管件时,应使用专用整形器将管材断面整形至可插入管件承口底端为止。
(2)管材切口质量应符合下列要求:
①切口端面应平整,无裂纹、毛刺、凹凸、缩口、残渣等。
②切口端面的倾斜(与管中心轴线垂直度)偏差不应大于管材外径的5%,且不得超过3mm;凹凸误差不得超过1mm。
(3)环压钳的选用。
不锈钢管道环压连接,应根据管道公称直径选用相应规格型号的环压钳。
(5)环压连接操作。
①选择好与管材管件规格相应的环压钳;将环压模具安装到钳头上(上下环压模具着色面必须一致)即可进行环压连接操作。
操作前应保持上下环压钳内模具清洁。
②除去管材保护膜,将管材插入管件承口至底端,并用划线笔沿管件端在管材外壁上划线,然后抽出管材。
③将密封圈套在管材上;插入管件承口至底端,使管材深度标记与管件边缘对齐,再把密封圈推入管件与管材之间的密封腔内。
④管件的环压连接部位按管材端朝向着色面,将管件密封部位置于上下环压模具之间;管件和管材必须垂直于环压模具着色面方可环压操作。
环压时,操作油泵对环压钳施压。
直至上下环压模具完全闭合,稳压3秒钟后卸压,环压操作完成。
⑤公称直径65~100mm的管材与管件的环压连接,除按以上述操作外,还须做二次环压,二次环压时,将环压钳向管材方向平移一个密封带长度,按本条第4款再进行一次环压操作。
(6)环压连接操作完成后,其环压部位质量应符合表5.2.4中技术参数要求,并应作如下检查:
①密封端压接部位360o压痕应凹凸均匀;
②管件端面与管材结合应紧密无间隙;
③管件端面与管材压合缝处挤出的密封圈的部分能自然断掉或简便地去除;
④当环压连接质量达不到要求时,应成套更换环压钳模具组件或将模具送修。
(7)薄壁不锈钢管道系统与其它管材管件连接。
①公称直径为15~50mm的管道系统与其它管材连接时应采用环压连接薄壁不锈钢管专用的转换连接件螺纹连接或法兰连接。
②公称直径为65~100mm的管道系统与其它管材连接时应采用法兰连接。
(8)薄壁不锈钢管道支承件间距的设置一般应按设计要求。
设计无要求时,按下表选择设置。
2、管道的安装与检验
(1)薄壁不锈钢管与支承件之间应用无腐蚀的非金属垫片隔离。
(2)燃气管道的支承不得设在管件、连接口处;水平管道转弯处1.0m以内设固定支承(卡)不应少于一处。
三通、阀门等处应设置管卡固定。
(3)当管道采用三根以上(含三根)同一平面并排布置时,宜采用排架式管卡固定方式,固定螺栓与相邻排应交错布置。
(4)当管道并排布置时,管道的接头应错位安装。
(5)管道安装应根据管道长度、环境温度的影响,按设计要求安装补偿装置。
(6)管道穿过建筑物基础、墙壁、楼板时,钢质套管或非金属套管管径按《城镇燃气室内工程施工及验收规范》CJJ94-2003中第2.2.10~2.2.12条规定执行。