典型铸铁件铸造工艺设计与实例
各种典型铸造技术的原理和方法
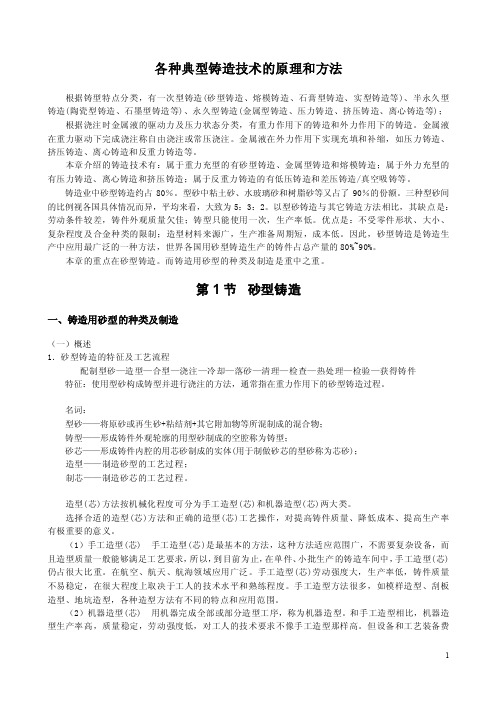
各种典型铸造技术的原理和方法根据铸型特点分类,有一次型铸造(砂型铸造、熔模铸造、石膏型铸造、实型铸造等)、半永久型铸造(陶瓷型铸造、石墨型铸造等)、永久型铸造(金属型铸造、压力铸造、挤压铸造、离心铸造等);根据浇注时金属液的驱动力及压力状态分类,有重力作用下的铸造和外力作用下的铸造。
金属液在重力驱动下完成浇注称自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造等。
本章介绍的铸造技术有:属于重力充型的有砂型铸造、金属型铸造和熔模铸造;属于外力充型的有压力铸造、离心铸造和挤压铸造;属于反重力铸造的有低压铸造和差压铸造/真空吸铸等。
铸造业中砂型铸造约占80%。
型砂中粘土砂、水玻璃砂和树脂砂等又占了90%的份额。
三种型砂间的比例视各国具体情况而异,平均来看,大致为5:3:2。
以型砂铸造与其它铸造方法相比,其缺点是:劳动条件较差,铸件外观质量欠佳;铸型只能使用一次,生产率低。
优点是:不受零件形状、大小、复杂程度及合金种类的限制;造型材料来源广,生产准备周期短,成本低。
因此,砂型铸造是铸造生产中应用最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80%~90%。
本章的重点在砂型铸造。
而铸造用砂型的种类及制造是重中之重。
第1节砂型铸造一、铸造用砂型的种类及制造(一)概述1.砂型铸造的特征及工艺流程配制型砂—造型—合型—浇注—冷却—落砂—清理—检查—热处理—检验—获得铸件特征:使用型砂构成铸型并进行浇注的方法,通常指在重力作用下的砂型铸造过程。
名词:型砂——将原砂或再生砂+粘结剂+其它附加物等所混制成的混合物;铸型——形成铸件外观轮廓的用型砂制成的空腔称为铸型;砂芯——形成铸件内腔的用芯砂制成的实体(用于制做砂芯的型砂称为芯砂);造型——制造砂型的工艺过程;制芯——制造砂芯的工艺过程。
造型(芯)方法按机械化程度可分为手工造型(芯)和机器造型(芯)两大类。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。
铸造工艺学课程设计案例

成果报告需以PDF格式提交,同时附上所有相关数据和图表。
报告内容
报告需包含设计思路、工艺流程、数据分析及结论等部分,要求 内容详实、逻辑清晰。
成果展示形式和内容安排建议
展示形式
鼓励采用多媒体形式进行展示,如PPT、视频等。
内容安排
建议按照设计背景、设计思路、工艺流程、数据 分析、结论与展望等顺序进行展示。
时间安排
每个小组展示时间不超过20分钟,需提前做好时 间规划。
课程设计评价标准及成绩评定方法
01
评价标准
将从设计创新性、实用性、技术 难度、报告质量等方面进行综合 评价。
02
成绩评定方法
03
优秀作品选拔
采用百分制评分,其中设计创新 性占30%、实用性占20%、技术 难度占20%、报告质量占30%。
铸造材料选择
根据零件使用要求、生产批量和成本 等因素,选择合适的铸造合金,如铸 铁、铸钢、铝合金等。
性能要求
铸造合金应具有良好的流动性、收缩 性、偏析倾向小等性能,以保证铸件 质量。同时,合金成分和性能应符合 相关标准或技术条件的规定。
03
案例分析:典型铸件生产工艺设计
铸件结构分析与设计优化建议
根据评分结果,选拔出优秀作品 进行表彰和奖励。
THANKS
感谢观看
推广新技术和新材料
积极推广先进的铸造技术和新材料,如3D打印技术、高性能铸造合 金等,提高铸件的精度和性能。
加强人才培养
加强铸造领域的人才培养和引进,提高从业人员的专业素质和技能水 平,为铸造行业的发展提供有力的人才保障。
06
课程设计成果展示与评价标准
课程设计成果提交要求说明
提交时间
所有成果需在课程结束前一周内提交,逾期将不予受理。
大型铸铁件的铸造工艺设计

大型铸铁件的铸造工艺设计杜瑞祥(天津三达铸造有限公司,天津300251)摘要:通过分析大型铸铁件的特点,认为其浇注工艺设计的主要原则应当是:分散底注、快速浇注和高温浇注;并对各种浇注工艺的优缺点进行了详细分析。
最后用叶片环状支架、压缩机缸体上侧、横梁等大型铸铁件的浇注工艺实例说明采用分散底注的浇注方式,同时适当提高浇注温度和速度,可以提高铸件成品率。
关键词:大型铸铁件;分散底注;快速浇注;高温浇注中图分类号:T G 244+-2文献标识码:A文章编号:1003—8345(2009)05—0043—04C as t i ngM et hodD es i g n of I I ea vy I r on C a s t i ngs D U R ui —xi ang(S anda Foundry Co .Lt d .,Ti anji n300251,C hi n a)A bs t r ac t :Bas edont he anal ys i s ofchar act e r i s t i c s ofhea vy i ID n cast i ngs ,i t7sco nsi d er e d t h att hei r cast i n g m et ho d des i gnpr i nci pl e sho ul dbea s :bo t t o m gat i ngw i t hdi sper sed i ngat es ,f a s t a ndhi gh t e m pe r at ur epo ur i n g .T head vant age sanddi sadV ant ages of V ar i ou s cast i n g m et ho ds w e r eana l yz ed i n det ai l ,and t he cast i n g met ho ds of s o m e hea vy i ron cas t i ngs su ch ast he r i ng —s haped br a cket of bl ades ,t op cyl i nder bl ock a nd c r oss be am of com pr es sor a nds oonw e r e t a kenasexa m pl e st o showt hatiti s pos s i bl et oi ncr eas et her a teof qual i 矗ed cas t i ngsby ad opt i n g bo t t o m gat i ng w i t h di sper sed i ngat e s a nd pr ope r l yi ncr e asi ng po ur i ng t e m pe r at ur e a nd po ur i ngra t e 。
大型球铁件的铸造工艺设计
铸造工艺设计

浇铸系统和冒口
一、. 浇注系统
浇注系统是引导金属液流入型腔的一系列通道的总称。
作用:确保液态金属能够平稳而合理地充满型腔。
浇口杯 接纳、引入金属,减轻金属液
对铸型的冲击。
组
直浇道 引入金属,提供压力头以克
服流动阻力充满型腔
成 横浇道 引入金属、阻撇熔渣
引入金属、控制金属液的充型
内浇道 速度和流动方向→调控温度场
6)冒口布置在加工面上,可借加工精整铸件表面,零件外观 质量好。
7)对不同高度上的多个冒口,应用冷铁使各个冒口的补缩范 围相隔开
15
16
冒口尺寸计算的基本原理
冒口根部的直径d大于铸件被补缩处的热节圆直径dy 冒口高度H由所选定的系数乘以d得出。
见图4-8,表4-6。
17
18
19
第四节铸造工艺方案及工艺图 32 示例
铸造工艺图是铸造过程最基本和最重要的工艺文件 之一,它对模样的制造、工艺装备的准备、造型造芯、 型砂烘干、合型浇注、落砂清理及技术检验等,都起着 指导和依据的作用。
铸造工艺图是利用红、蓝两色铅笔,将各种简明的工 艺符号,标注在产品零件图上的图样。
20
铸造工艺图绘制
零件的铸造工艺图的制定及铸件图举例(一) 首先应综合考虑浇注位置和分型面的确定,1 加工余 量、2 起模斜度,3 砂芯的部位,要画出砂芯的位置、 形状和芯头。
缺点:金属液难以充满这种浇注系统中的所有单元, 撇渣能力较差,渣和气体容易随液进入型腔,造成 废品。
6
2. 常见浇注系统的类型
顶注式 底注式
中间注入式 阶梯注入式
7
2. 常见浇注系统的类型
(3)底注式浇注系统 内(浇1)道顶开注式浇注系统 内浇道开设
铸造工艺图及设计实例
铸件图( 毛坯图) 铸件图( 毛坯图)
铸件图的画法及尺寸标注: 铸件图的画法及尺寸标注: 细实线画出分型面在铸件上的痕迹, 画出分型面在铸件上的痕迹 (7)用细实线画出分型面在铸件上的痕迹, 并注明“ ”“下 字样, 以说明浇注位置。 并注明 “ 上 ”“ 下 ” 字样 , 以说明浇注位置 。 浇冒口残余的表示方法为 的表示方法为, (8)浇冒口残余的表示方法为,用细双点划 线画出内浇道、 冒口根的位置和形状, 线画出内浇道 、 冒口根的位置和形状 , 再用 引出线引出加以文字说明, 引出线引出加以文字说明 , 如 “ 内浇道残余 不应大于x毫米” 不应大于x毫米”等。 铸件上特殊部位允许,并加以文字说明。 图形上相应部位示清,并加以文字说明。
铸件图( 毛坯图) 铸件图( 毛坯图)
铸件图的画法及尺寸标注: 铸件图的画法及尺寸标注: 尺寸标注方法。 (6)尺寸标注方法。生产中有两种尺寸标注 第一种方法是以零件尺寸为基础, 法:第一种方法是以零件尺寸为基础,即标注 零件尺寸, 加工余量( 拔模斜度的尺寸界限) 零件尺寸 , 加工余量 ( 拔模斜度的尺寸界限 ) 等则在零件尺寸线上向外标注( 如图例所示) 等则在零件尺寸线上向外标注 ( 如图例所示 ) 。 第二种方法是以铸件尺寸为基础, 第二种方法是以铸件尺寸为基础 , 即标注铸 件尺寸, 件尺寸 , 加工余量等则由铸件外廓尺寸线向 内标注尺寸。 内标注尺寸 。 这种方法在个别大量生产工厂 应用, 而大多数工厂应用前种方法。 应用 , 而大多数工厂应用前种方法 。 无论种 方法,不铸孔和沟槽等均不标注尺寸。 方法,不铸孔和沟槽等均不标注尺寸。
铸件图( 毛坯图) 铸件图( 毛坯图)
铸件图的用途: 铸件图的用途: (1)是铸件验收的依据。 )是铸件验收的依据。 (2)是冷加工车间进行铸件加工工装设计的 ) 重要依据
铸造工艺图及设计实例

汇报人: 日期:
目录
• 铸造工艺图 • 铸造材料及特性 • 铸造设备及工具 • 铸造设计实例 • 铸造工艺优化及改进建议 • 铸造工艺图及设计软件应用
01
铸造工艺图
铸造工艺流程图
造型材料准备
包括对铸造用砂、型砂等的选择 、混砂、配制等过程。
模样和芯盒准备
根据图纸准备木模、木芯盒等。
造型和制芯
将模样放入芯盒内,填入型砂, 形成铸型。
落砂和清理
铸件冷却后打开铸型,去除铸件 表面和内部的残砂和夹杂物。
浇注
将熔融的金属注入铸型中。
合型
将上、下铸型组合起来,形成完 整的铸型。
铸造模具设计图
模具材料选择
根据铸造合金和模具使用条件 选择模具材料,如铸铁、铜合
金等。
模具结构设计
根据产品图纸和铸造工艺要求 ,设计模具结构,包括浇口位 置、分型面选择等。
组成。
数控铣床
用于模具型腔的铣削加工,主要由 主轴、工作台、控制系统等组成。
数控磨床
用于模具型腔的磨削加工,主要由 工作台、主轴、控制系统等组成。
铸造用辅助设备
混砂机
用于混制型砂,一般由混砂转子、型砂输送装置、润 湿装置等组成。
砂处理设备
用于对型砂进行干燥、冷却、输送等处理,一般由干 燥器、冷却器、输送装置等组成。
浇注机
用于浇注金属液体,一般由浇包、浇道、控制系统等 组成。
铸造工具及选用
1 2
模样和芯盒
用于制作铸造用的模样和芯盒,一般由木材或塑 料制成。
浇口杯和分流锥
用于浇注金属液体,一般由耐火材料制成。
3
冒口和冷铁
用于控制铸件的温度和补缩,一般由铸铁或铸钢 制成。
典型铸铁件铸造工艺设计
典型铸铁件铸造工艺设计铸造工艺是制造铸铁件的关键环节之一,其设计直接影响到铸件的质量和性能。
本文将以典型铸铁件的铸造工艺设计为主题,对铸造工艺的设计要点和流程进行详细介绍,以期能够为相关从业人员提供一定的参考和指导。
一、典型铸铁件的特点铸铁件是一种常见的铸造件,其主要特点是具有良好的铸造性能、低成本和高强度。
铸铁件通常被广泛应用于机械制造、汽车工业、农机具等领域,如汽车发动机缸体、机床床身等。
二、铸造工艺设计的要点铸造工艺设计的关键是确定合适的铸造工艺参数,以实现铸件的准确成型和优良性能。
以下是铸造工艺设计的要点:1.铸型设计:根据铸件的形状和尺寸,确定合适的铸型结构和尺寸。
铸型的设计应考虑到铸件的收缩和变形,以避免出现缺陷和不合格品。
2.熔炼工艺:根据铸件的材料要求,确定合适的熔炼工艺参数,包括炉温、熔化时间、炉中温度等。
同时,还需要考虑铁水的质量和成分控制,以保证铸件的化学成分符合要求。
3.浇注系统设计:根据铸件的形状和尺寸,确定合适的浇注系统,包括浇杯、导流冒、浇口等。
浇注系统的设计应考虑到浇注过程中的液态金属流动和气体排出,以避免铸件内部的气孔和夹杂物。
4.冷却系统设计:根据铸件的形状和尺寸,确定合适的冷却系统,包括冷却水道、冷却器等。
冷却系统的设计应考虑到铸件的冷却速度和收缩形变,以避免出现裂纹和变形。
5.铸造工艺参数设计:根据铸件的形状和尺寸,确定合适的铸造工艺参数,包括浇注温度、浇注速度、浇注压力等。
铸造工艺参数的设计应考虑到铸件的凝固过程和收缩变形,以保证铸件的准确成型和良好性能。
三、铸造工艺设计流程铸造工艺设计的流程一般包括以下几个步骤:1.确定铸件的形状和尺寸,以及材料要求。
2.根据铸件的形状和尺寸,设计合适的铸型结构和尺寸。
3.根据铸件的材料要求,确定合适的熔炼工艺参数。
4.根据铸件的形状和尺寸,设计合适的浇注系统和冷却系统。
5.根据铸件的形状和尺寸,确定合适的铸造工艺参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
典型铸铁件铸造工艺设计与实例
叙述铸造生产中典型铸铁件一一气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、轮形铸件、锅形铸件及平板类铸件的铸造实践。
内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。
第1章气缸类铸件
1.1低速柴油机气缸体
1.1.1 一般结构及铸造工艺性分析1.1.2 主要技术要求
1.1.3 铸造工艺过程的主要设计1.1.4 常见主要铸造缺陷及对策1.1.5 铸造缺陷的修复
1.2中速柴油机气缸体
1.2.1 一般结构及铸造工艺性分析1.2.2 主要技术要求
1.2.3 铸造工艺过程的主要设计1.3空气压缩机气缸体
1.3.1 主要技术要求
1.3.2 铸造工艺过程的主要设计第2章圆筒形铸件
2.1 气缸套
2.1.1 一般结构及铸造工艺性分析2.1.2 工作条件
2.1.3 主要技术要求
2.1.4 铸造工艺过程的主要设计2.1.5 常见主要铸造缺陷及对策2.1.6 大型气缸套的低压铸造
2.1.7 气缸套的离心铸造
2.2冷却水套
2.2.1 一般结构及铸造工艺性分析2.2.2 主要技术要求
2.2.3 铸造工艺过程的主要设计2.2.4 常见主要铸造缺陷及对策2.3烘缸
2.3.1 结构特点
2.3.2 主要技术要求2.3.3 铸造工艺过程的主要设计
2.4活塞
2.4.1 结构特点
2.4.2 主要技术要求
2.4.3 铸造工艺过程的主要设计
2.4.4 砂衬金属型铸造
第3章环形铸件
3.1活塞环
3.1.1 概述
3.1.2 材质
3.1.3 铸造工艺过程的主要设计
3.2 L形环
3.2.1 L形环的单体铸造
3.2.2 L形环的筒形铸造
第4章球墨铸铁曲轴
4.1 主要结构特点
4.1.1曲臂与轴颈的连接结构
4.1.2 组合式曲轴
4.2主要技术要求
4.2.1 材质
4.2.2 铸造缺陷
4.2.3 质量检验
4.2.4 热处理
4.3铸造工艺过程的主要设计
4.3.1 浇注位置
4.3.2 模样
4.3.3 型砂及造型
4.3.4 浇冒口系统
4.3.5 冷却速度
4.3.6 熔炼、球化处理及浇注
4.4 热处理
4.4.1 退火处理
4.4.2 正火、回火处理
4.4.3 调质(淬火与回火)处理
4.4.4 等温淬火
4.5常见主要铸造缺陷及对策
4.5.1 球化不良及球化衰退
4.5.2 缩孔及缩松
4.5.3 夹渣
4.5.4 石墨漂浮
4.5.5 皮下气孔
4.6大型球墨铸铁曲轴的低压铸造
第5章盖类铸件
5.1柴油机气缸盖
5.1.1 一般结构及铸造工艺性分析
5.1.2 主要技术要求
5.1.3铸造工艺过程的主要设计
5.2空气压缩机气缸盖
5.2.1 一般结构及铸造工艺性分析
5.2.2 主要技术要求
5.2.3 铸造工艺过程的主要设计
5.3其他形式气缸盖
5.3.1 一般结构
5.3.2 主要技术要求
5.3.3铸造工艺过程的主要设计
第6章箱体及壳体类铸件
6.1大型链轮箱体
6.2增压器进气涡壳体
6.3排气阀壳体
6.4球墨铸铁机端壳体
6.5球墨铸铁水泵壳体
6.6球墨铸铁分配器壳体
第7章阀体及管件7.1灰铸铁大型阀体7.2灰铸铁大型阀盖
7.3球墨铸铁阀体
7.4管件
7.5球墨铸铁螺纹管件
7.6球墨铸铁管卡箍
7.6.1 主要技术要求
7.6.2 铸造工艺过程的主要设计7.6.3 常见主要铸造缺陷及对策第8章轮形铸件
8.1 飞轮
8.2调频轮
8.3中小型轮形铸件
8.4球墨铸铁轮盘
第9章锅形铸件
9.1大型碱锅
9.2中小型锅形铸件
第10章平板类铸件
10.1大型龙门铳床落地工作台
10.2大型立式车床工作台
10.3大型床身中段
10.4 大型底座
中国机械工业出版社精装16开定价:299元。