化工废水处理技术的发展趋势
mbr技术应用现状及发展新趋势

mbr技术应用现状及发展新趋势MBR技术(膜生物反应器)是一种将活性污泥法与膜分离技术相结合的污水处理技术。
它通过在生物反应器中引入膜分离装置,能够高效地去除污水中的悬浮物、胶体物质和微生物等,使处理后的水质达到国家排放标准。
目前,MBR技术已经得到广泛应用,并在实际工程中取得了良好的效果。
MBR技术的应用现状:1.城市污水处理厂:MBR技术在城市污水处理厂得到广泛应用。
由于MBR技术能够有效去除悬浮物和微生物,处理后的水质稳定,适合用于灌溉、冲洗和工业用水等水源。
2.工业废水处理:MBR技术具有处理废水中有机物浓度高、水质波动大的特点,适用于各种工业废水的处理。
例如,纺织、造纸、化工等行业利用MBR技术处理废水,能够达到较高的处理效果。
3.海水淡化:MBR技术可以在海水淡化过程中用于去除悬浮物和胶体物质,减轻后续淡化设备的负担。
MBR海水淡化技术在节能和降低成本方面具有优势。
MBR技术的发展新趋势:1.技术改进:随着MBR技术的不断发展,越来越多的新材料和新工艺被应用于MBR膜的制备和运行中,以提高膜的抗污染能力和使用寿命。
同时,MBR技术也通过改进、优化反应器结构和控制系统,提高了系统的稳定性和运行效率。
2.结合其他技术:MBR技术和其他污水处理技术的结合也成为发展的趋势。
例如,MBR技术与生物膜反应器(MBBR)技术相结合,形成MBMBR技术,在提高处理能力的同时减少了化学药剂的使用量。
3.能源回收利用:MBR技术在处理废水的过程中产生的污泥可以通过厌氧消化和沼气发电等方式进行能源回收利用。
这不仅能够减少废弃物的处理量,还可以节约能源成本。
4.智能化和自动化:随着信息技术的快速发展,MBR技术在控制和管理方面也趋向于智能化和自动化。
通过实时监测和数据分析,可以对系统的运行状态进行实时调整和优化,提高运行效率。
总而言之,MBR技术在城市污水处理、工业废水处理和海水淡化等领域具有广阔的应用前景。
煤化工废水处理关键问题解析及技术发展趋势_1

煤化工废水处理关键问题解析及技术发展趋势发布时间:2021-09-15T01:03:30.750Z 来源:《工程建设标准化》2021年12期作者:刁宗飞[导读] 随着我国环保工作的不断完善,煤化工废水不仅会影响环境,还会影响经济社会的快速发展。
我国正处于深化社会改革的重要阶段,关注环境保护是当前社会发展的迫切问题。
刁宗飞身份证号码:37040619710529****摘? 要:随着我国环保工作的不断完善,煤化工废水不仅会影响环境,还会影响经济社会的快速发展。
我国正处于深化社会改革的重要阶段,关注环境保护是当前社会发展的迫切问题。
分析了煤化工废水处理的特点,探讨了废水处理技术的应用,旨在为我国环保事业的发展提出更多的思考角度。
关键词:煤化工;废水;处理;技术创新引言:煤化工生产过程中产生的废渣和废弃物也越来越多,给环境治理带来很大压力。
废水的长期积压必然导致物理和化学的变化。
此外,废水还会加剧环境的不利变化,不仅会降低人们的生活环境质量,还会增加煤化工的运营成本。
尤其是污水处理,已受到社会的广泛关注。
由于其影响范围广,会影响周围群众的正常生活,因此需要有针对性的防治。
1煤化工废水概述1.1 煤化工废水特点我国绝大多数大型煤化工企业地处缺水地区,供水、用水困难,影响企业生产效率。
因此,必须不断加强化工废水处理,提高煤化工水的利用率,有效节约水资源,保护生态环境。
煤化工生产过程中的煤气化是指通过程序化的生产工艺对煤炭进行加工,将煤炭转化为化工产品和气固燃料,实现煤炭资源的转化,使煤炭资源更好地用于化工的过程。
煤化工废水中含有300多种污染物,具有毒性大、难处理等特点。
因此,有关部门必须引进新的处理技术和深度处理方案,提高煤化工企业废水处理的质量和效率,把煤化工废水处理作为企业工作的重点。
1.2煤化工废水处理技术存在的问题过去几年,中国科学家不断为煤化工企业提供许多废水处理新技术和新方法。
这些技术和方法各有优缺点。
《2024年石油化工污水处理技术的现状与发展趋势》范文

《石油化工污水处理技术的现状与发展趋势》篇一一、引言随着工业化的快速发展,石油化工行业在全球经济中占据了重要地位。
然而,该行业在生产过程中产生的污水处理问题也日益突出。
石油化工污水处理不仅关乎环境保护,还直接影响到企业的可持续发展。
因此,对石油化工污水处理技术的现状与未来发展趋势进行研究具有重要意义。
二、石油化工污水处理技术的现状1. 物理法:包括重力分离、过滤、吸附等方法。
重力分离主要用于去除污水中的悬浮物和油脂;过滤则通过滤料截留水中的杂质;吸附则利用活性炭等材料去除水中的有机物和重金属。
这些方法在石油化工污水处理中得到了广泛应用。
2. 化学法:包括中和、氧化还原、沉淀等方法。
这些方法主要用于处理含有酸性或碱性物质的污水,以及含有难降解有机物的污水。
通过化学反应,将有害物质转化为无害物质或易于处理的物质。
3. 生物法:包括活性污泥法、生物膜法、生物接触氧化法等。
这些方法利用微生物的代谢作用,将污水中的有机物转化为无机物,从而达到净化水质的目的。
生物法在处理可生化降解的有机物方面具有显著优势。
此外,随着科技的发展,一些新的技术如超声波技术、膜分离技术等也逐渐应用于石油化工污水处理中。
这些技术具有处理效率高、操作简便等优点,为石油化工污水处理提供了新的解决方案。
三、石油化工污水处理技术的发展趋势1. 高效能、低能耗的技术发展:随着资源紧缺和环保意识的提高,研发高效能、低能耗的污水处理技术已成为必然趋势。
通过优化工艺流程、提高处理设备的性能等方式,降低污水处理过程中的能耗和物耗,实现经济与环境的双重效益。
2. 新型生物处理技术的发展:新型生物处理技术如基因工程菌、人工湿地等在石油化工污水处理中具有广阔的应用前景。
这些技术能够提高微生物的代谢速率和适应性,降低处理成本,提高处理效果。
3. 智能化技术的应用:随着人工智能技术的发展,越来越多的智能化技术被应用于石油化工污水处理中。
通过建立污水处理过程的智能监控系统,实现对污水处理过程的实时监测和自动控制,提高处理效率和稳定性。
煤化工废水处理工艺研究现状及发展前景

煤化工废水处理工艺研究现状及发展前景1. 引言1.1 煤化工废水处理的重要性煤化工废水是指在煤化工生产过程中产生的含有大量有机物、重金属离子以及悬浮固体颗粒的废水。
这类废水如果未经处理直接排放,将会对环境造成严重的污染和危害。
煤化工废水中的有机物和重金属离子会对水体造成污染,降低水质,对水生生物和生态环境产生危害。
废水中的悬浮固体颗粒会影响水体的透明度和氧气溶解能力,影响水生生物的生存。
煤化工废水中还可能含有致癌物质和毒性物质,对人类健康构成潜在威胁。
对煤化工废水进行有效处理是十分必要和紧迫的。
通过科学合理的废水处理工艺,可以将废水中的有害物质去除或转化,并达到排放标准,保护水环境,减少对生态环境的破坏。
废水处理还可以实现资源化利用,回收废水中有用的物质,减少生产成本,具有经济效益。
煤化工废水处理的重要性不言而喻,对于环境保护、人类健康和产业可持续发展都具有重要意义。
1.2 研究背景煤化工废水是煤化工生产过程中产生的含有有机物、重金属等污染物的废水。
随着煤炭化工产业的快速发展,煤化工废水排放量逐渐增加,污染物浓度和种类也不断增多,给环境带来了严重的影响。
煤化工废水中的有机物和重金属等污染物不仅对水体生态系统造成严重危害,还可能对人类健康产生潜在影响。
研究煤化工废水处理工艺的背景主要包括以下几个方面:煤化工废水处理是环境保护和资源利用的重要环节,其处理效果直接关系到煤化工产业的可持续发展。
目前国内外煤化工废水处理工艺存在着技术水平不够先进、处理成本过高、资源回收率较低等问题,急需开展更深入的研究和技术创新。
煤化工产业对废水排放达标要求越来越严格,对废水处理技术的要求也日益增加,因此有必要开展针对煤化工废水的更为深入和全面的研究工作。
1.3 研究意义煤化工废水处理的研究意义主要体现在以下几个方面:煤化工废水处理是解决环境污染和资源浪费的重要手段。
煤化工生产过程中产生的废水中含有大量的有机物和重金属物质,如果直接排放到环境中会对水体造成严重污染,影响生态平衡和人类健康。
化工行业废水处理研究与发展
化工行业废水处理研究与发展化学工业是以石油或天然气为主要原料,通过不同的生产过程、加工方法,生产各种化工产品、有机化工原料、化学纤维及化肥等的工业。
由于其生产过程中所采用原料、工艺及加工方法不同,化工废水的种类及特点也大不相同。
对化工废水进行处理,能够保护环境不受污染、人员生命更有保障,同时也能够提高生产系统中水资源的重复利用率,实现水资源的重复利用远大于水资源本身的价值,过滤与净化可以有效实现水资源的二次利用这与能源再生、水的可再造有更大的关联,从而有效解决化工生产中水资源短缺及重复利用的瓶颈问题。
另外,加强环保督察力度与处理预防态势,也会对化工废水治理、化工企业循环经济产业链增加更多可竞争优势,而行业竞争都为化工企业生产环保防治管理及控制方案提出更为严峻的考验。
01化工行业废水特征分析1、化工废水排放量大、成分复杂,反应原料常为溶剂类物质或环状结构的化合物,增加了废水的处理难度;2、该废水中含有大量污染物物质,主要是由于原料反应不完全和原料或生产中使用大量溶剂造成的。
3、有毒有害物质多,有机物浓度高、含盐量高、色度高、难降解化合物含量高、生物难降解物质多,可生化性差、治理难度大。
,无机酸、碱类等刺激性、腐蚀性的物质。
精细化工废水中有许多有机污染物对微生物是有毒有害的,如卤素化合物、硝基化合物、氰、酚、砷、汞、镉和铅等有毒或有剧毒的物质,多环芳烃化合物、具有杀菌作用的分散剂或表面活性剂等;02化工废水处理技术方法分析目前化工行业的废水处理方法主要有减量法、生态安全法、全过程控制法,这些控制方法都对废水处理有着非常关键的作用。
减量法在污物和污水发生源头处进行严格分离、控制和过滤净化,生活污水与生产废水分别收集,然后进行清污分流源头控制。
生态安全法主要是有效去除污水中有毒有害的物质,同时减少消毒副产物产生及处理过程中、全过程控制中出水中过高余氯,从而保护生态环境安全。
在污水处理过程中产生的臭气、渣浆及污泥,为避免二次污染要妥善处置。
工业废水处理行业发展趋势、竞争格局及行业壁垒分析
工业废水处理行业发展趋势、竞争格局及行业壁垒分析1、我国工业废水处理产业链我国工业废水处理产业链主要包括上游原材料及设备供应、中游工业污水处理服务、下游工业废水产出行业三个主要环节。
上游原材料及设备供应环节:工业废水处理原材料可细分为膜材料、化学药剂、化学品等;材料可细分为泵、仪表等小型设备和刮泥器、脱碳器、过滤装置等大型设备。
整体来看,目前中国工业废水处理行业在上游相关的生产厂家较多,已经形成市场化运作机制,市场供需关系稳定,为中游的工业废水处理服务商的发展奠定了良好的物质基础。
中游工业污水处理服务商环节:由于工业污水所含物质种类多且大部分具有毒性,因此在预处理、生化处理、深度处理、除盐等阶段对水处理工程或水处理运营团队具有较高的技术要求。
目前工业废水处理服务商较多,废水处理领域的技术工艺存在较大差异,涵盖全阶段的综合服务商较少,大部分污水处理服务商由于预处理和生化处理对 COD 等杂质的去除能力有限,而无法进行后期的深度处理及除盐处理。
下游工业废水产出行业:包括煤化工、石油化工、电子元器件生产、制药、造纸、纺织、冶金、新材料等。
数据显示,化学原料和化学制品制造业、造纸和纸制品行业、煤炭开采和洗选业以及纺织业废水排放量占比较大,合计占下游应用领域的35%以上。
近年来随着工业发展步伐加快,我国工业用水量一直保持较高水平,促使工业废水处理需求持续较高。
2、工业废水处理行业发展趋势(1)行业向智能化、自动化方向发展近年来,随着人工智能、云计算、大数据等科技的进步,智能工业水处理控制技术得到发展。
目前,国外先进的智能化计算机软件已成功地应用于工业用水预处理与循环冷却水系统等领域,计算机程序可根据处理水的类型、药剂的种类和性能及预定的水质条件进行计算,从而确定水质的实时数据及水处理药剂的适用性。
这种计算机技术与传统的水处理技术相结合,可实现水处理过程的自动控制和在线分析、检测,以达到高效、低耗的目的。
当前,我国也正在积极通过技术引进并自主开发类似的智能化控制系统来运用到工业废水处理行业,但由于技术仍未成熟,其检测精度仍有待提高。
绿色化学化工的发展现状与发展趋势
绿色化学化工的发展现状与发展趋势1.产品研发:绿色化学化工的发展主要围绕着研发更环保的产品。
以替代传统有害物质的绿色产品为例,例如无铅电子产品、可生物降解塑料等,这些产品不仅具有较高的性能,同时对环境和人类健康的影响较小。
2.生产工艺创新:绿色化学化工注重改进和优化生产工艺,以减少对环境的影响。
采用低温、低能耗和节水的工艺路线,降低废物和废水的产生,提高资源利用率。
此外,还广泛应用绿色溶剂、催化剂和反应剂,减少或避免有害物质的使用。
3.废弃物处理:对于生产过程中产生的废弃物,绿色化学化工致力于通过有效处理和回收利用,实现资源的最大化利用。
例如通过生物降解或再生技术,将废物转化为有用的物质,降低对环境的污染。
4.绿色合规:绿色化学化工遵守环境法规和质量安全标准,在生产过程中确保符合绿色化学化工的要求。
同时,加强与政府、学术界和公众的沟通,接受监督和评估。
1.持续创新:绿色化学化工需要不断进行技术创新和研发,以实现更环保和高效的化学化工生产。
例如,开发新型绿色溶剂、催化剂和反应剂,提升反应效率和选择性,降低能耗和排放。
2.生物技术应用:生物技术在绿色化学化工中发挥着越来越重要的作用。
生物技术可以利用微生物、酶和发酵等方法制备化学物质,代替传统的化学合成方法。
它具有原料广泛、反应温和、废物少、环保性好等优点,被广泛应用于绿色化学化工领域。
3.循环经济:绿色化学化工倡导循环经济模式,即通过废物处理和资源回收利用,形成一个闭环系统。
循环经济可以最大程度地减少废物和排放,提高资源的利用效率,减少对自然环境的压力。
4.国际合作:绿色化学化工面临的问题和挑战是全球性的,需要各国之间加强合作。
通过共享技术、经验和资源,推动绿色化学化工的发展,实现全球绿色化学化工产业的可持续发展。
总之,绿色化学化工在全球范围内正呈现出快速发展的态势。
未来,绿色化学化工将继续注重技术创新、生物技术应用、循环经济和国际合作,推动绿色化学化工实现更大的突破和进步,为可持续发展做出更大的贡献。
石油化工废水处理技术及发展趋势
石 英
( 黑龙 江省先锋环保工程有限公 司 , 黑龙 江 哈 尔滨 10 6 ) 5 0 0 摘 要: 根据石 油化 工废 水污染特点及 多年 的运行 实践 , 参照 国外同行业 的废 水治理 经验 , 结合我 国实际情 况, 在今后一段 时期 , 石 油化 工废 水治理 的发展 方向有 以下几 点值得重视 。 关键 词 : 工 废 水 ; 化 处理 技 术 ; 展 趋 势 2 L
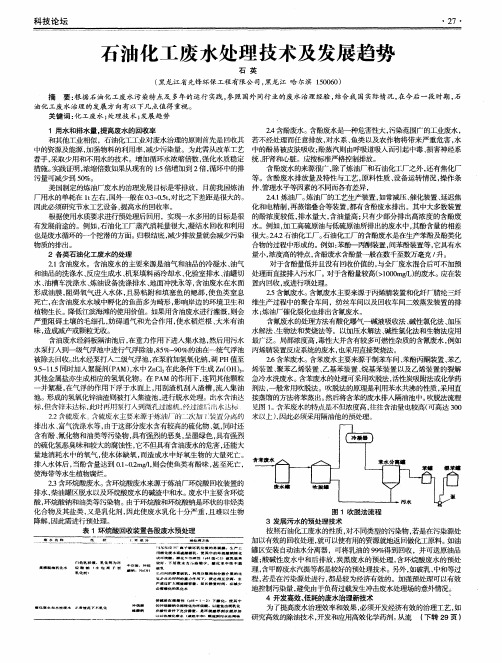
2 . 4含酚废水 。 含酚废水是一种危考 陛大 , 污染范围广的工业废水, 1用水和排水量 。 提高废水的回收率 和其他工业相似 ,石油化工工业对废水治理 的原则首先是回收其 若不经处理而任意排放 , 对水系 、 鱼类以及农作物将带来严重危害, 水 中的资源及能源, 加强物料的利用率 , 减少污染量 。为此需从改革工艺 中的酚易被皮肤吸收; 酚蒸汽则由呼吸道吸入而引起中毒、 损害神经系 着手 , 采取少用和不用水的技术。增加循环水浓缩倍数 , 强化水质稳定 统 、 肾和心脏 。应按标准严格控制排放 。 肝 措施 。 实践证明, 浓缩倍数如果从现有 的 l 倍增加到 2 , : 5 倍 循环中的排 含酚废水 的来源很广, 除了炼油厂和石油化工厂之外, 还有焦化厂 污 量可 减少 到 5%。 0 等 。含酚废水排放量及特 『与工艺 , 生 原料性质、 设备运转情况 , 操作条 管理水平等因素的不同而各有差异 , 美国制定 的炼油厂废水的治理发展 目 标是零排放,目 前我国炼油 件 、 厂用水的单耗在 I左右 , t 国外一般在 0 — . , 比之下差距是很大的。 , 0t 3 5对 2 .炼油厂。 .1 4 炼油厂的工艺生产装置, 如常减压 、 催化装置 、 延迟焦 因此必须研究节水工艺设备, 提高水的回收率。 化和电精制, 再蒸馏叠合等装置 , 都有含酚废水排出。其 中大多数装置 根据使用水质要求进行预处理后回用 ,实现一水多用的目标是很 的酚浓度较低, 排水量大, 含油量高 ; 只有少部分排出高浓度的含酚废 有发展前途的。例如 , 石油化工厂蒸汽消耗量很大 , 凝结水 回收和利用 水。例如 , 加工高硫原油与低硫原油所排出的废水中, 其酚含量的相差 2 .石油 化工 厂 。 4 石油 化 工厂 的含酚 废水是 在生 产苯 酚及 酚类化 也是废水循环的—个挖潜的方面。 归根结底 , 减少排放量就会减少污染 很 大 。.2 物 质 的排 出。 合物的过程中形成 的。例如 : 苯酚 丙酮装置 , 间苯酚装置等 , 它具有水 2 各类石 油 化工 废水 的处 理 量小, 浓度高的特点 , 含酚废水含酚量一般在数千至数万毫克 / 升。 21 .含油废水。含油废水的主要来源是油气和油品的冷凝水 、 油气 对于含酚量低并且没有 回收价值 的, 与全厂废水混合后可不加预 和油品的洗涤水 、 反应生成水 、 机泵填料 函冷却水、 化验室排水 、 油罐切 处理而直接排人污水厂。 对于含酚量较高( 10 m /) > 0 0 g 的废水。应在装 L 水、 油槽车洗涤水 、 炼油设备洗涤排水 、 地面冲洗水等, 含油废水在水面 置 内回收, 或进行项处理。 形成油膜 , 阻碍氧气进入水体 , 且易粘附和填塞鱼的鳃部 , 使鱼类窒息 2 含氰废水 。 . 5 含氰废水主要来源于丙烯腈装置和化纤厂腈纶三纤 死亡 , 在含油废水水域中孵化的鱼苗多为畸形 , 影响岸边的环境卫生和 维生产过程中的聚合车间,纺丝车间以及 回收车间二效蒸发装置的排 植物生长。降低江滨海滩的使用价值。如果用含油废水进行灌溉, 则会 水 ; 炼油厂催化裂化也排出含氰废水。 严重阻碍土壤的毛细孔 , 妨碍通气和光合作用 , 使水稻烂根 、 大米有油 含氰废水 的处理方法有酸化曝气一碱液吸收法 、 碱性氯化法 、 加压 味 , 减产 或颗 粒 无收 。 造成 水解法 、 生物法和焚烧法等。以加压水解法 、 f氯化法和生物法应用 碱生 含油废水经斜板隔油池后 , 在重力作用下进入集水池, 然后用污水 最广泛 。局部浓度高, 毒性大并含有较多可燃性杂质的含氰废水 , 例如 水泵打人到—级气浮池中进行气浮除油 ,5 9 %的油在一统气浮池 丙烯睛装置反应系统的废水 , 8 %~ 0 也采用直接焚烧法。 被除去 回收。 出水经泵打人二级气浮池 , 在泵前加氢氧化钠, P 调 H值至 2 含苯废水 。 . 6 含苯废水主要来源于制苯车间、 苯酚丙酮装置、 苯乙 9 ~ 5同时加人絮凝齐 (A , . 1I 5 1 IP M)水中Z C: J n 1在此条件下生成 Z ( H) 烯装置、 nO 。 聚苯乙烯装置、 乙基苯装置 、 烷基苯装置以及 乙烯装置 的裂解 其他金属盐亦生成相应的氢氧化物。在 P M的作用下 , A 连同其他颗粒 急冷水洗废水 。 含苯废水的处理可采用吹脱法 , 生炭吸附法或化学药 活『 并絮凝 , 在气浮的作用下浮于水面上 , 用刮渣机刮入渣槽 , 流人集油 剂法, 一般常用吹脱法。吹脱法的原理是利用苯水共沸的性质, 采用直 池。形成的氢氧化锌油渣则被打入集渣池, 进行脱水处理。出水含油达 接蒸馏的方法将苯蒸出。 然后将含苯的废水排入隔油池中。 吹脱法流程 标, 但含锌未达标 , 此时再用泵打人到微孑 过滤机, L 经过滤 …水 怀 见图 1 含苯废水的特点是不但浓度高, 。 往往含油量也较高( 可高达 3 0 0 2 . 2含硫废 水 硫废 水 主要来 源 于炼 油, 的二 次 I 置 分 离的 米 以上 )因此必 须采 用隔 油他 的预处 理 。 一 : , 排出水 、 富气洗涤水等 , 由于这部分废水含有较高的硫化物 、 , 氨 同时还 含有酚、 氰化物和油类等污染物, 具有强烈的恶臭, 呈墨绿色 , 具有强烈 的硫化氢恶臭味和较大的腐蚀性 , 它不但具有含油废水的危害 , 还能大 量地消耗水中的氧气 , 使水体缺氧 , 而造成水 中好氧生物 的大量死亡。 排入水体后, 当酚含量达到 0l0 mg , - . /则会使鱼类有酚味 , 2 1 甚至死亡 , 使海带等水生植物腐烂。 2 含环烷酸废水。 . 3 含环烷酸废水来源于炼油厂环烷酸回收装置的 排水, 柴油罐区脱水以及环烷酸废水的碱渣中和水。 废水 中主要含环烷 酸, 环烷酸钠和油类等污染物。由于环烷酸和环烷酸钠是环状的非烃类 化合物及其盐类 , 又是乳化剂 , 因此使废水乳化十分严重 , 且难以生物 图 1 吹脱法 流程 降解 , 因此需进行预处理 。 3发展污水的预处理技术 表 1环烷 酸 回收装 置各股 废水 预 处理 按照石油化工废水的性质 , 对不同类型的污染物 , 若是在污染源处 曼曼 璺曼一~… ——旦 .一 一 ¨ , . 曼 曼 加以有效的回收处理, 就可以使有用的资源就地返回做化工原料 。 如油 “ 睫啦 H‘鼻 乎蕞 埠 乳 化 峨 的 弊 蛳 曩 .生 产 上 罐区安装 自动油水分离器 ,可将乳油的 9 v 9 ̄ J / 回收 ,并可送原油品 埘 融 化壤 床 啦 碱 艘 繁 乳 . 使 蘸 巾 的 蚌 饿 ■ 钠 转 化 避 蟪 精 . 鞋 他 韫 雌 牲 < H 德 《 2 F p ,蕊 , 赣莱 L 罐; 酸碱性废水 中和后排放 , 炭黑废水 的预处理 , 含环烷酸废水的预处 软 蚌 一 F艟 班 康 离 糖 咖 . t 化 中 性 幂 趣 煮讳艇油乳化艰 靛 暾 蚋 ( 色 … … ‘碍 孵 : … 一 馘 乳 : 理 , 甲醇废水汽提等都是较好的预处理技术。另外 , 含 如破乳 、 中和等过 礼他 删 ' 一 … 一 一 K耐 州 的 静 量 碱 乳 . 1 埘 分 戢 榴 辅 卦 破 升 艟 的 比 判 嗽 谯 特 时 帅 的 鬻 州 ・ 挺 之 相 拦 挣 辫 ,雏 程, 若是在污染源处进行 , 都是较为经济有效的。加强预处理可以有效 埔 也 扩 = 镰一 样t . 蓐 摊 静 埘 蝴 ,磐 步 £ ^ 拼 薷 带 他 的 乳 地 承 地控制污染量 , 避免由于负荷过载发生冲击废水处理场的意外 『况。 青 4开发高效、 低耗的废水治理新技术 桃 ■ 艟 斑 嫌 糖 性 < H m I ) ■ 化 . 幢 蒿 巾 p 1 的 槐 鞭 悄 套 群艚 化为 辉 烧 髓 . 以 鼍 霓 m槐 , 证 L 融 化 鞋水 和 水摭 水 l E常 情 趣 ,L 他 为了提高废水治理效率和效果 , 必须开发经济有效的治理工艺, 如 据 艘挂 蔚 件 F 分 骨 鬻 。悬 蚌 艟 ■ 捧 耐 脚井 御 意
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化工废水处理技术的发展趋势
随着化工行业的快速发展,化工废水的产生量也在逐年增加。
为了保护环境和人类健康,需要对化工废水进行有效的处理。
本文将介绍化工废水处理技术的发展趋势,主要包括预处理技术、生化处理技术、深度处理技术、资源化利用技术、过程集成与优化、智能化与自动化控制、环境友好型技术、监测与评估技术等方面。
1.预处理技术
预处理技术是化工废水处理的重要环节,旨在去除废水中的大颗粒物质、油脂、悬浮物等杂质,为后续的处理过程提供良好的水质条件。
目前,预处理技术正朝着高效、节能、环保的方向发展。
例如,采用新型的物理和化学预处理方法,如超声波、电化学等,可以更有效地去除废水中的有害物质。
2.生化处理技术
生化处理技术是一种重要的化工废水处理方法,其原理是利用微生物的代谢作用,将废水中的有机物转化为无害的物质。
随着技术的不断发展,生化处理技术也在不断改进。
例如,采用高效菌种和优化生化反应条件,可以提高生化处理的效果和效率。
此外,厌氧生物处理技术也得到了广泛应用,它可以有效地去除高浓度的有机废水。
3.深度处理技术
深度处理技术是对经过预处理和生化处理后的废水进行进一步的处理,旨在去除废水中的微量有害物质。
目前,深度处理技术主要包括活性炭吸附、臭氧氧化、光催化氧化等。
这些技术可以进一步去除废水中的有机物、重金属等有害物质,提高废水的质量。
4.资源化利用技术
资源化利用技术是将废水转化为有价值的资源的过程。
例如,废水中的有机物可以用于生产沼气、肥料等;废水中的水资源可以用于冷却、洗涤等过程。
资源化利用不仅可以减少废水的排放,还可以实现资源的循环利用,提高经济效益和社会效益。
5.过程集成与优化
过程集成与优化是将不同的处理技术有机结合,以达到更好的处理效果。
例如,可以将预处理技术、生化处理技术和深度处理技术结合起来,形成高效的废水处理流程。
此外,还可以采用新型的水质监测技术和自动化控制技术,实现废水的实时监测和处理过程的自动化控制。
6.智能化与自动化控制
智能化和自动化控制技术在废水处理中的应用可以大大提高处理效率和处理质量。
通过使用智能传感器、PLC等控制设备,可以对废水处理过程进行实时监
控和控制,确保处理过程的稳定性和可靠性。
同时,通过自动化控制技术可以减少人工操作的成本和误差,提高废水处理的效率和质量。
7.环境友好型技术
环境友好型技术是指在废水处理过程中采用的技术应尽可能减少对环境的污染和破坏。
例如,采用无害的化学药剂和生物菌种,减少废水中有机物和重金属的含量;采用低能耗的设备和方法,减少废水处理的能源消耗。
环境友好型技术的使用可以大大减少废水对环境的影响,提高生态效益和社会效益。
8.监测与评估技术
监测与评估技术在废水处理中起着至关重要的作用。
通过实时监测废水的排放情况和处理效果,可以及时发现问题并进行调整和改进。
此外,通过对废水处理的能耗、成本和环境影响等进行评估,可以更好地了解废水处理的优缺点和改进方向,为后续的废水处理提供参考和依据。