激光焊接过程多传感器在线检测系统的设计
激光焊接质量多传感器实时检测系统硬件平台设计
中田分类号 :P l 1 26
文献标识码 : A
文章 编号 :02—14 (06 0 0 5 —0 10 8 120 )5— 0 8 3
Ha d r sg fRe lt u t-e s r r wa e De in o a -i M l sn o me i
合适的通用商用 产品。因此 , 信号调 理 电路 的性能很 大程 度上 决定 了整个监测 系统成败 2。 2 信 号的采集与信号调理 电路 的设计原 理 2 1 监测 系统硬件框 架 . 如图 l 所示 。焊 接质 量检测 的特 殊性 要 求传 感器 距离 加
维普资讯
2O O 6正
仪 表 技 术 与 传 感 器
Is u n T cnq e a d S no nt me t eh iu n e sr r
2O 06 N . o5
第5 期
激光 焊 接质 量 多传 感器 实 时检 测 系统 硬 件 平 台设 计
ห้องสมุดไป่ตู้
M o i rn y t m fLa e edn n t i g S se o s r W l i g o
K G L XI h n h i, H ON i, E C u - u Z ANG u , AN A - l2 P DU iq n
( . e r n t fC nrl c ne& E g er gHuz ogU i ri c n & T cn l y Wu a 304 C ia 1D l l o to Si c m me o e ni ei , ah n nv syo Si c n n e tf ee eh o g , hn407 , h ; o n
光电传感器检测系统设计与制作

光电传感器检测系统设计与制作光电传感器检测系统(Optical Sensor Detection System)是一种采用光学技术进行物体检测、识别的技术手段,具有精度高、响应速度快、可靠性好等优点,广泛应用于机械、电子、自动化控制等领域。
本文将介绍一种基于光电传感器的物体检测系统的设计与制作,旨在为初学者提供一些设计思路和操作指南。
一、系统组成该物体检测系统主要由以下几部分组成:1. 光源:发射光信号,一般使用红外线、激光等光源。
2. 接收器:接收被检测物体反射回来的光信号,一般使用光电二极管等器件。
3. 处理电路:对接收到的信号进行放大、滤波、计算等处理,一般使用微处理器、模拟电路等器件。
4. 显示器:将处理后的信号输出,一般使用LED灯等显示器件。
二、系统设计步骤1. 确定检测目标及检测距离:根据实际需求,确定需要检测的物体种类及其距离范围。
该步骤将有助于后续光源和接收器的选择。
2. 选择光源:根据检测需求和检测距离选择合适的光源。
例如,检测距离在5米以内,选择红外线LED灯作为光源;检测距离超过5米,选择雷达等其他光源。
3. 选择接收器:根据光源和检测目标的特点选择合适的接收器。
例如,对于红外线LED光源,选择光电二极管作为接收器。
4. 设计处理电路:根据接收到的信号进行放大、滤波、计算等处理,一般使用微处理器、模拟电路等器件。
这一步骤需要根据实际应用需求进行详细设计,确保检测系统的稳定性和可靠性。
5. 设计显示器件:将处理后的信号输出,一般使用LED灯等显示器件。
该步骤需要将处理后的信号进行转换,输出到LED灯等显示器件上。
三、系统制作要点1. 光源和接收器的布放:将光源和接收器安装在一个平面上,并且保证光源和接收器之间的距离要适当。
同时要将光源和接收器的距离对称放置,以保证信号的稳定性。
2. 处理电路的设计:承担着光电传感器检测系统中的重要组成部分,如果处理电路出现问题,将会影响整个系统的工作状态。
用于焊接自动化过程的激光视觉传感器
缝跟踪提供 了现代化的解决方案 。 在此综述 了各种焊缝跟踪技术及其优缺点 重点讨论 了各种类型激光
视 觉 传感 器 的原理 和设 计 , 并给 出 了应 用 实例 ≥ j
关键 词 : 焊缝跟踪 ; 激光视 觉; 传感 g ≥ 动化 -自
中图分类号 :G 0 T 49
文献标 、 : " A 1 7 1
文章编号:0 120( ri100-5 10-33 0 n -0 10 2a -
I t o uc i n t a e e or or a o a e w edi n r d to o l s r s ns sf ut m t d l ng
Z HAO Jn L N S n b o ig , I a — a
j n tru h u tew higp oe s t se t m l df c l t a he  ̄ hs yf tr gao eS mekn f e l i e t c i y t o t ho g o t h c t rc s. i x e ey iiut o c i ti b xui ln . i n I r f w i n o i o a t a kn ss m d r m r g e
中 始 终 保 持 准确 的 丰 对 位 置 火 系 , 就 是 通 常 说 H 这
328 焊缝跟踪光电传感器控制系统的设计
Key Words: Photoelectric Sensor;Seam Tracking;Microcomputer;FuzzyPID Control
目录
摘 要 ...............................................................................................................I ABSTRACT........................................................................................................II
对于常态表面状态和打磨表面状态下的工件,系统针对性地采用两种不同的信号采集和 处理方法:对于表面常态下的工件,采用了加权比较的信号处理方法;对于表面打磨的工件, 采用了另一种信号处理方法——信号差值比较的方法。因此,这两种方法的综合使用可以有 效地提高传感器的准确性和适应性。
基于激光视觉传感的弧焊焊前自动检测技术

基 于 激 光 视 觉 传 感 的 弧 焊 焊 前 自动 检 测 技 术
厦 门市特种 设备检 验检 测  ̄ ( 6 0 4 3 10 ) 伏 喜斌
摘 要 在 电弧焊焊前检验工作中 , 接头坡 口准备工作 如接头对 中检测 、 根部 间隙尺寸检测 等 , 往往是 依靠人工
目测 的方 式反复调整来完成 。该方法的缺点是耗时 、 费力、 精确度不高 , 因此有 必要采取 自动化 的视觉检 测方法替 代人 工 目测方 法 , 以提高检测 的效率 与精 确度 。对 此 , 利用激光视觉传感技术 , 设计 了一 套 自动焊前 检测 系统 。系 统硬件 由 MD MoueD vlp e t i 、 K( dl eeom n t 计算机及行走机构等构成 。在 系统软件开 发设 计过 程 中, K ) 基于模 块化开 发思想 , 利用 V sa C+ . i l +60与 Mesrm n tdo60联 合开发 , u aue et u i . S 从而提高 了软件 的性能 , 增强 了软件的功能 。试
性差, 因此有必要 采取 自动 化 的检测 技 术来 替代 。机 器
视觉 技术 , 尤其是激 光视觉检测 技 , 然种 类 繁 多 , 而 电弧 焊 虽 然 工艺仍 是 众多 焊接 工艺 中应 用最 广 、 响 最 大 的一 种 , 影
[ ] 赵 熹华 .焊接检验 [ .北京 : 2 M] 高等教育 出版社 ,9 1 19 . [ ] 陈志翔 , 3 宋永伦 , 张
检 测距 离 D c /m ( )坡 口角 度 检 测 d
军, 等.基于激光视觉传感 的铝合金 自
适应焊接[ ] J .北京工业大学学报, O , ( )74— 1. 2 63 8 : O 2 1 78 [ ] 丁亚非 .Mesrm n td 4 aue e t u i S o用户控件技术在 Vsa C+ i l + u 中的应用 [ ] J .微计算机应 用 ,0 3 2 ( ) 10—13 20 ,4 3 :7 7. [ ] F ii ,i Sn a , a hn e a.D vlp et f la— 5 uX bn Ln abo FnC e ,t 1 eeom n l u o a
多传感器融合技术在镁合金激光焊接质量检测中的应用
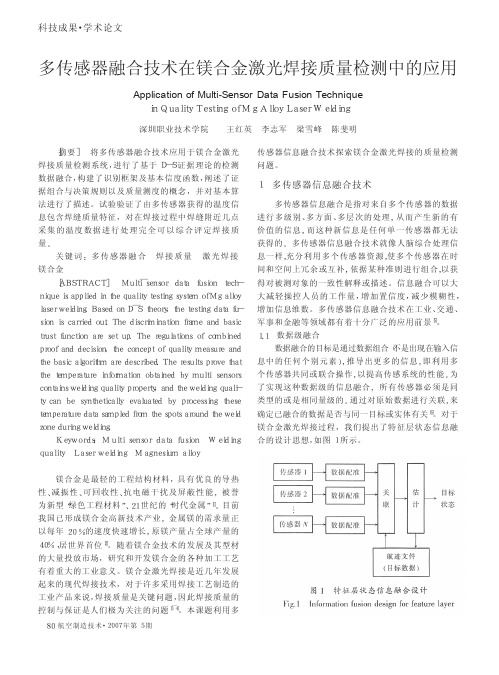
科技成果・学术论文多传感器融合技术在镁合金激光焊接质量检测中的应用Application of Multi-Sensor Data Fusion TechniqueinQualityTestingofMgAlloyLaserWelding深圳职业技术学院王红英李志军梁雪峰陈斐明[摘要]将多传感器融合技术应用于镁合金激光焊接质量检测系统,进行了基于D-S证据理论的检测数据融合,构建了识别框架及基本信度函数,阐述了证据组合与决策规则以及质量测度的概念,并对基本算法进行了描述。
试验验证了由多传感器获得的温度信息包含焊缝质量特征,对在焊接过程中焊缝附近几点采集的温度数据进行处理完全可以综合评定焊接质量。
关键词:多传感器融合焊接质量激光焊接镁合金[ABSTRACT]Multi ̄sensordatafusiontech-niqueisappliedinthequalitytestingsystemofMgalloylaserwelding.BasedonD ̄Stheory,thetestingdatafu-sioniscarriedout.Thediscriminationframeandbasictrustfunctionaresetup.Theregulationsofcombinedproofanddecision,theconceptofqualitymeasureandthebasicalgorithmaredescribed.Theresultsprovethatthetemperatureinformationobtainedbymultisensorscontainsweldingqualityproperty,andtheweldingquali-tycanbesyntheticallyevaluatedbyprocessingthesetemperaturedatasampledfromthespotsaroundtheweldzoneduringwelding.Keywords:MultisensordatafusionWeldingqualityLaserweldingMagnesiumalloy镁合金是最轻的工程结构材料,具有优良的导热性、减振性、可回收性、抗电磁干扰及屏蔽性能,被誉为新型“绿色工程材料”、21世纪的“时代金属”[1]。
激光焊接焊缝质量视觉检测系统
关 键词 :机器 视觉
L a b V I E W 质 量检测 激 光焊 接 焊 缝
文 献标 志码 :A
中图分 类号 : T P 2 7 4 + . 5
Abs t r ac t : Th e a p pl i c a t i o n o f L a b VI EW i n v i s u a l q u a l i t y i n s p e c t i o n f o r s t r u c t u r e d l i g h t we l d i n g s e a m i s r e s e a r c h e d,a n d t h e h i g h s p e e d a n d hi g h e ic f i e nt i ma g e p r o c e s s i n g a l g o it r hm u s e d or f a u t o ma t i c we l d i n g s y s t e m i s p r o p o s e d,a s we l l a s t h e l a s e r we l d i n g s e a m q ua l i t y mo n i t o r i n g s y s t e m
r e t a i n e d.Th e n,t h e a da p t i v e mo r p h o l o g y c o n t r a c t i o n a l g o i r t h m i s d e s i g n e d t o ma k e t h e s t r u c t u r e d l i g h t s t r i p e a r e a s h in r k t o a pi x e l p o i n t i n e a c h
用于焊接自动化过程的激光视觉传感器

摘要:自动化焊接包括机器人焊接在内,都要求在整个焊接过程中焊枪始终保持在焊缝的正确位置。
要做到这一点单靠工装夹具是很难保证的,必须依靠某种实时的跟踪系统。
激光视觉跟踪系统为实时焊缝跟踪提供了现代化的解决方案。
在此综述了各种焊缝跟踪技术及其优缺点,重点讨论了各种类型激光视觉传感器的原理和设计,并给出了应用实例。
关键词:焊缝跟踪;激光视觉;传感器;自动化中图分类号:TG409文献标识码:A 文章编号:1001-2303(2010)11-0001-05第40卷第11期2010年11月Vol.40No.11Nov.2010Electric Welding Machine赵菁1,林三宝2(1.英国Meta 视觉系统公司,英国;2.哈尔滨工业大学现代焊接生产技术国家重点实验室,黑龙江哈尔滨150006)Introduction to laser sensors for automated weldingZHAO Jing 1,LIN San-bao 2(1.Meta Vision Systems Ltd.,UK ;2.State Key Lab of Advance Welding Production Technology ,Harbin Institute of Technology ,Harbin 150006,China)Abstract :Automated arc welding ,including robot welding ,requires the welding electrode to be kept in the correct position in the weld joint throughout the welding process.It is extremely difficult to achieve this by fixturing alone.Some kind of real time tracking system is required.The modern solution to weld seam tracking is by using a laser vision system.This paper reviews the background to weld seam tracking ,discusses the design of different kinds of laser vision sensors and gives several examples.Key words :seam tracking ;laser vision ;sensors ;automation收稿日期:2010-10-22作者简介:赵菁(1962—),女,江苏人,博士,Meta 视觉系统公司中国区经理,主要从事激光视觉系统设计、图像识别算法的研究及软件开发。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从图中可看出 ,对于蓝紫光 、红外以及可听声 3种 信号 ,任何两种信号的互相关函数在 0 时刻附近都存 在一个显著的峰值 ,但又有些不同 。蓝紫光信号与红
对于激光焊接过程监测而言 ,传感器的装夹定位 非常重要 ,一方面需要准确地采集到信号 ,另一方面又 不能对焊接头或激光传输光路造成不良影响或过多的 负担 ,尤其是采用多传感器的情况下 。声传感器对距 离和方向不很敏感 ,装夹定位较为容易 ,此处不作讨 论 ;对于光传感器而言 ,安装方式有两种 :即偏轴采集 和正轴采集 ,研究中采用采用可灵活调节角度的偏轴 采集方式 ,如图 1所示 。
1. 2 信号调理 信号调理主要实现两方面的功能 :放大和滤波 。 从传感器获得的电流或电压信号幅值很低 ,一般
为毫安或毫伏级 ,如此微弱的电信号显然不适合传送 和采集 ,因此 ,信号调理电路的首要任务就是将传感信 号转换或放大到合适的电压大小以利于传送和采集 。
激光焊接一般在较为复杂的工业环境下进行 ,存在 较多的光、电 、磁以及声等多方面的干扰 ,因此 ,信号调 理电路的另一个重要功能是滤除前端的干扰和噪声 。 对于不同的信号源 ,信号的有效频段和干扰来源不同 , 其滤波器的设计需要根据实际情况分别对待 ,对于光信 号采用低通滤波 ,声信号可采用带通滤波取出某一段
Fig. 5 The correlation for p lasma op tical and infrared signal
Fig. 6 The correlation for audible sound and infrared signal
外信号刚好在 0时刻相关性最好 ,说明当焊接过程变 化引起信号改变时 ,二者的波动是同步 (并非完全一 样 ,只是变化步调相同或相似 )的 ;可听声信号与两路 光信号的互相关函数都是在 - 0. 000525 s处相关性最 好 ,而不是在 0时刻处 ,说明当焊接过程引起信号波动 时 ,采 集 的 声 信 号 变 化 要 滞 后 于 两 路 光 信 号 0. 000525 s, 之所以如此 ,是由于光的传播速度远远大 于声速 ,声信号从焊接区域传播到声传感器需要一定 时间 , 经 过 计 算 , 0. 000525 s 时 间 声 传 播 的 距 离 为 178. 5mm ,大致等于声传感器与焊接过程中熔池的距 离 ,所以采集的声信号要滞后于蓝紫光及红外辐射信 号。
信号拾取部分由传感器以及传感器装夹装置组成 , 其作用是准确获取高速激光焊接过程中能够反映焊接 质量的有效信息 。信号拾取部分处于整个系统的最前 端 ,所获取的任何信号都会被后端进一步的放大 ,因此 , 保证该部分获取信息的准确性与有效性至关重要 。
在激光深熔焊过程中 ,存在众多的光 、声 、电信号 ,
2 检测信号的相关性分析
对于两个不同的随机变量 x ( t)和 y ( t) ,其相关函 数描述了两个过程间的依赖关系 ,即 x ( t)与 y ( t +τ)的 相关性 ,相关函数的数学表达式为 Rxy ( t) = x ( t)
∫∞
y ( t) = x (τ) y ( t +τ) dτ,两信号的互相关函数一般 -∞
可听声传感器采用灵敏度高 、方向性强的驻极体 传声器 ,成本低 ,其放大电路成熟简单 ;蓝紫光传感器 采用波长相应范围为 190nm ~1100nm 的硅光电二极 管 ,结合滤光片 ,获取 400nm ~500nm 的等离子体蓝紫 光辐射 ; 红外辐射传感器选用 InGaA s P IN 光电二极 管 ,波长响应范围为 900nm ~1700nm ,其结电容小而 结电阻很高 ,因此具有很高的响应速度和低的噪声 ,同 样需要配合适当的滤光片以获取所需较窄波段范围的 红外辐射信号 。
自 20世纪 80年代以来 ,国内外众多学者开展了 大量关于激光焊接质量实时监测的研究及其实用化方 面的工作 ,然而迄今为止 ,该领域的研究成果在可靠
作者简介 :王春明 ( 19752) ,男 ,博士 ,副教授 ,主要从事材 料激光加工及其过程在线检测方面的研究 。
E2mail: cmwang@mail. hust. edu. cn 收稿日期 : 2006207225;收到修改稿日期 : 2006211203
(M aterial Science and Technology College, Huazhong University of Science and Technology,W uhan 430074, China)
Abstract: To imp rove the reliability of the real2time monitoring for laser welding, a multi2sensor signal samp ling and p rocessing system was built based on LabV IEW , a virtual instrument development tool. Three signals of audible sound ( 20Hz~ 20kHz) , p lasma op tical em ission ( 400nm ~ 500nm ) , and infrared em ission ( 1200nm ~ 1600nm ) during the laser welding p rocess, were p icked up and analyzed. Correlation analysis of the three signals shows that the two op tic signals are synchronous and the audible sound signal is hysteresis to the op tic signal. The hysteresis time is just equal to the sound transferring from welding point to senor, which p roved the validity of the three detecting signals. Two examp les show that the reliability of multi2 sensor monitoring is higher than single sensor monitoring. So, the multi2sensor detecting and signal fusion is the develop ing direction for the laser welding monitoring in the future.
Fig. 7 The front side of weld seam under critical power density
在激光功率为 1000W、焊接速度为 1. 4m /m in、侧吹气 流量为 0. 1m3 / h的情况下获得的 ,整条焊缝在焊接过 程中工艺参数都未改变 ,但焊缝共分 4段 :两段热传导 焊缝 、两段深熔焊缝 ,对应的 3种信号如图 8所示 。从
504
激 光 技 术
2007年 10月
在这众多的信号中都或多或少的包含有反映焊接过程 和质量的信息 ,必须选取其中最有效并易于检测到的 信号 ,并运用合适的传感器将其转换为电信号进行采 集和分析 。
根据文献调研 [ 6~8 ]和课题组前期பைடு நூலகம்作 [ 9~12 ] ,选取 激光焊接过程中的可听声音 ( 20Hz~20kHz) 、等离子 体蓝紫 光 ( 400nm ~500nm ) 和 红外辐 射 ( 1200nm ~ 1600nm )等 3种信号作为被检测信号 。
性 、普适性和功能性等方面仍然不能较好满足实际生 产的需要 ,这一领域仍然是各国学者研究的热门课题 。
1 多传感器监测系统的设计
按照虚拟仪器的理念设计了一套激光焊接过程多 传感器实时监测系统 ,设计过程中尽可能简化硬件功 能以提高其可靠性与抗干扰能力 ,而将系统的核心转 移到软件部分 ,一方面可以大大提高系统针对不同应 用的适应性和可移植性 ,另一方面可节省成本 。整个 监测系统由 3部分组成 :信号拾取 、信号调理 、数据采 集和分析 。 1. 1 信号拾取
instrum ent, N I)的数据采集卡 PC I26023E,最多可实现 16通道 、200kHz采样频率的信号采集 。
软件开发是基于 N I的虚拟仪器开发平台 Lab2 V IEW 进行的 ,软件界面如图 3所示 。
Fig. 1 The installing unit for external sensors
摘要 : 为了提高激光焊接质量实时检测的可靠性 ,采用虚拟仪器平台 LabV IEW 搭建了多通道信号采集和分析系 统 ,同时检测激光焊接过程中与焊接质量密切相关的可听声 (20Hz~20kHz) 、等离子体蓝紫光 ( 400nm ~500nm ) 、红外辐 射 (1200nm ~1600nm )等 3路信号 。采用数字信号处理手段分析了 3路检测信号的相关性 ,发现两路光信号变化完全同 步 ,而声信号在时间上滞后于两路光信号 ,滞后时间等于声音传播所需要的时间 ,验证了所采集 3路信号的有效性 ;并通 过实例证明了采用多传感器检测在可靠性方面的优势 。实验结果表明 ,采用多传感器检测与进一步的信息融合是实现 激光焊接过程实时监测的发展方向 。
Key words: laser technique; on2line monitoring; multi2sensor; welding
引 言
激光焊接以其能量密度高 、焊缝深宽大 、线能量输 入小 、变形小 、生产效率高 、易于自动化比等优点 ,同时 具有良好的材料适应性 ,可对高熔点 、高硬度 、高脆性 等常规方法难以焊接的材料进行焊接 ,因而在汽车 、冶 金 、航空航天和国防工业等领域得到了日益广泛的应 用 。在高效率高质量的激光焊接生产中 ,焊接过程和 质量 的 实 时 监 测 对 于 保 证 产 品 质 量 具 有 重 要 意 义 [ 1~5 ] 。