全自动切割研磨一体式端子截面
关于全自动端子机操作的说明

关于全自动端子机操作的说明一、全自动端子机(剥线打端机)技术参数1. 功能: 导线栽断、剥皮、压端;2. 速度:最高8000条/小时(最短设定) ;3. 电线规格:AWG#32~#18;4. 剥皮长度:1.0~25mm;5. 检测功能:检测有无电线、电线过紧、压着剥皮异常、气压下降;6. 压着机:2T静音端子机;7. 外型尺寸:1060*600*1380mm8. 电源220V单相3A及2个马力空压机【请装干燥机】。
二、全自动端子机作业顺序1.确认线卡指示;端子/ 模具确认2.找专用模具:①模具保管盒保管确认②找专用模具3.模具取部:①将模具装在压力机上②用杠杆将模具固定在压力机上4.找专用端子:①确认端子保管箱②找专用端子5.端子轮固定在压力机上6.将端子安装到模具7.电源开关ON8.显示器操作:按照线卡输入作业要求-线径,长度,脱皮…9.打端位置/高度调整:①打端位置及高度调整②高度值调整10.样品外观检查:①样品外观检查(长度,线色,线径,端子相异)②检查芯线漏出,I/BR不良,端子扭等11.打端高度/引张力检查:①使用测定器②测定方法:参考附加内容12.记录/试料保管:①打端高度/拉力值输入②试料粘贴/试料保管13.开线打端作业实施:按照线票实施正常开线打端作业14.外观自主检查:①全数自主检查实施②检查芯线漏出,I/BR不良,端子扭等15.包装端子保护杯:①确认保护杯的大小(大/小)②保护杯包装固定16.记录管理:①作业完毕填写数值管理②LOT , 数量等17.作业完毕:作业完成品挂在挂线台18.电源开关OFF三、全自动端子机作业时注意事项1、机器开动时禁止把手放在刀片或压轮上。
2、调整高度时把导线盘(W/D),绝缘线盘(I/D)先稍微用力,然后再加大力度四、全自动端子机打端时重点管理项目确认部份:√确认作业指示书或是作业管理表上的电线线种, 线经, 线色是否同一。
√调整刀片后确认是否有芯线切断,线皮伤痕及脱皮长度√切断面外观参考上记“电线脱皮不良类型”.五、全自动端子机打端高度测定顺序⊙首先确认要测定的电线“线径”和“允许固定力”.⊙打端部位(WH)不要固定.⊙拉力“允许固定力”异常时测定已完了,及时停止测定.⊙绝对不能把微调回转(可把粗调回转).⊙高度测试器一定要在固定的状态下使用.1. 测定前要确认“0”点①扁顶头和尖顶头终端接触之前把粗调慢慢地回转.②扁顶头和尖顶头终端接触后,粗调慢慢地回转粗调声音响3声(嘟,嘟,嘟)发生时“0”点确认后再“0”点调整.2. 测定①测定前打端部为点检压着痕和打端形象确认后测定.=> 形象不良及压着痕过多产品是依赖QC测定.②要测定的端子打端部与扁顶头调整平行.=> 测定端子的时候有点倾斜的情况测定的值偏高.③扁顶头和端子调整平行的状态下把粗调回转尖顶头接触到端子后,粗调的声音发生 3 回时读数.3. 测定后措施测定后把粗调反转移动后, 把端子取出来拉力测定顺序1. 测定前“0”点确认①测定器的“0”点没调整重置按钮按住后针恢复测定器的标度把“0”调整到针的位置. (数字是按重置后确认“0”点)②P-P TESTER 的测定器标度(数据-文字板)里针和数字是否在“0”的位置要确认还有重置按钮是否在“ON”的位置要确认.2. 测定①端子的打端部位避开后(终端部分固定)端子固定台(HOLDER)里固定后, 把电线放在电线固定台里面把杠杆回转再把电线固定台(HOLDER)里固定.②“0”点位置确认和端子固定, 电线固定好之后, 按住开关2秒钟③电线固定台前进时测定器的标度测定比端子电线的允许固定力测定的高瞬间异常时S/W按钮按住后恢复原位置.那瞬间的最高值用测定器采取测定已完了( EX. 电线0.5sq的情况“允许固定力比8.0㎏”高的情况时“OK”)3. 测定后措施①测定的端子和把WIRE 在P-P TESTER里解除后制定的场所里废掉.②测定器的重新设置开关按住后在“0”的位置把针的位置调整.六、全自动端子机注意事项1.清除机器上之皮屑或端子屑,请用不锈钢摄子摄取,勿用空气枪清除,以免皮屑与端子屑吹入机器活动零件内造成零件磨损或机器故障〞2.端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如刀片,各部件弹簧是否弹性减弱需要更换。
高压线缆压接工艺分析

测试员将须做端子截面分析的端 子,固定在测试夹具上,确认上 下,左右居中后,安装在研磨机 的固定治具上,调整好位置后, 启动机器,进行切割。
将切割好的端子,用专用清洗液 对端子切割面进行清洗,直到可 以清楚看到端子和线材铜丝的截 面。
将清洗好的端子面,放置截面分 析的放大器下面,调整好位置和 境头的清晰度,并在电脑系统里 显示清楚,再进行数据分析,并输 出报告。
测试二、端子截面分析报告 50mm2
测试二、端子截面分析报告 95mm2
各类端子铆压尺寸参数对照表
端子规格
端子参考 华澄
线材参
供应商 线材规格 考供应
商
GTNR35-* **
高温电缆 ** 35mm2
模具宽度 压接后六边 选型(mm) 形平面尺寸
(mm)- 最小 值
12
8.5+/-0.1
截面分 析压缩 比
15
12.75+/-0.2 72+/-1 1
注意端 子型号 厚度
各类端子铆压尺寸参数对照表
端子规格
端子参考 线材规格 线材参
供应商
考供应
商
GTNR120-* **
高温电缆 ** 120mm2
GTNR150-* **
高温电缆 ** 150mm2
BC185-* **
高温电缆 ** 185mm2
模具宽度 压接后六 选型(mm) 边形尺寸
76+/-1
压接机 备注 保压时 间(秒)
1
注意端
子型号
厚度
GTNR50-* **
高温电缆 ** 50mm2
12
9.5+/-0.2 76+/-1 1
注意端
编织袋全自动切缝机工艺参数
编织袋全自动切缝机工艺参数
编织袋全自动切缝机是一种用于加工编织袋的设备,其工艺参
数包括但不限于以下几个方面:
1. 速度参数,全自动切缝机的工作速度是非常重要的参数之一。
通常以每分钟多少米(m/min)来表示。
这个参数决定了机器的生产
效率。
2. 切割参数,切割是全自动切缝机的主要功能之一,切割的精
准度和速度是工艺参数中需要考虑的重点。
切割的宽度、长度和深
度都是需要设定和控制的参数。
3. 缝合参数,另一个重要功能是缝合,包括缝合的线密度、线
的张力、缝合的宽度等参数。
这些参数直接影响到编织袋的牢固程
度和美观度。
4. 张力控制参数,编织袋的材料通常是塑料或者纤维,张力的
控制对于缝合和切割都是非常重要的。
需要设定合适的张力参数,
以确保加工过程中材料不会出现松弛或者过紧的情况。
5. 自动化控制参数,全自动切缝机通常会配备自动化控制系统,包括PLC控制系统等。
这些系统的参数设置也是工艺参数的重要组
成部分,包括各种传感器的灵敏度、响应速度等。
以上是编织袋全自动切缝机的一些工艺参数,当然不同品牌和
型号的设备可能会有所不同,具体的工艺参数需要参考设备的说明
书和技术规格表来确定。
端子截面分析仪操作规程
端子截面分析仪操作规程
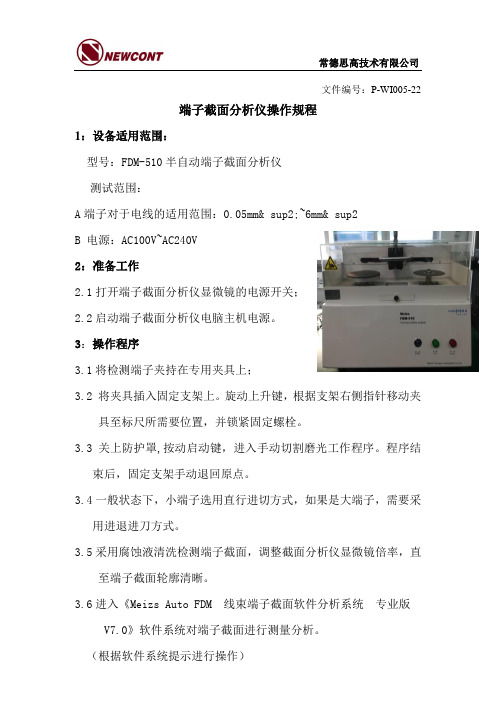
1:设备适用范围:
型号:FDM-510半自动端子截面分析仪
测试范围:
A端子对于电线的适用范围:0.05mm& sup2;~6mm& sup2
B 电源:AC100V~AC240V
2:准备工作
2.1打开端子截面分析仪显微镜的电源开关;
2.2启动端子截面分析仪电主机电源。
3.5采用腐蚀液清洗检测端子截面,调整截面分析仪显微镜倍率,直至端子截面轮廓清晰。
3.6进入《Meizs Auto FDM 线束端子截面软件分析系统 专业版 V7.0》软件系统对端子截面进行测量分析。
(根据软件系统提示进行操作)
3.7打印端子截面检测报告。
4:注意事项
4.1不要在可燃的空气中使用该仪器。
4.2避免仪器暴露在高温和直接日照的地方。
4.3不要把仪器放在有腐蚀气体的环境中。
4.4不要在倾斜的表面或者摇动的地方使用该仪器。
5:维护/保养和校准
5.1实验设备每日清洁/除尘,按日常“维护/保养记录表”落实设备的维护/保养。
拟制:陈志强审批:
2019/03/25修订
3:操作程序
3.1将检测端子夹持在专用夹具上;
3.2将夹具插入固定支架上。旋动上升键,根据支架右侧指针移动夹具至标尺所需要位置,并锁紧固定螺栓。
3.3关上防护罩,按动启动键,进入手动切割磨光工作程序。程序结束后,固定支架手动退回原点。
3.4一般状态下,小端子选用直行进切方式,如果是大端子,需要采用进退进刀方式。
好帮手裁切机机参数(2015.07.23)
10
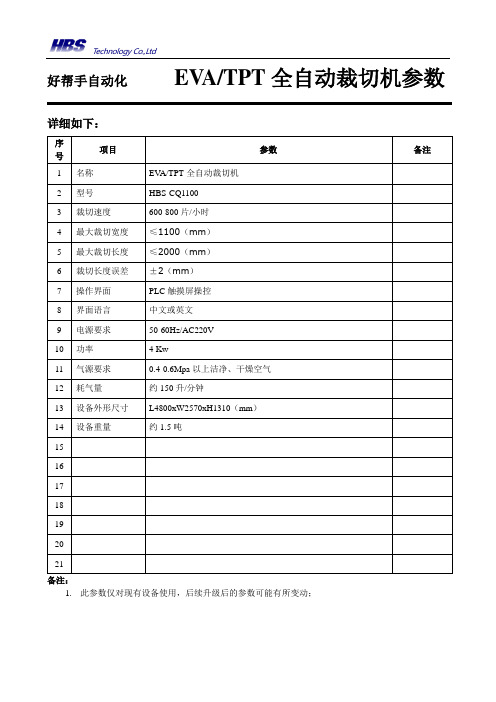
功率
4 Kw
11
气源要求
0.4-0.6Mpa以上洁净、干燥空气
12
耗气量
约150升/分钟
13
设备外形尺寸
L4800xW2570xH1310(mm)
14ቤተ መጻሕፍቲ ባይዱ
设备重量
约1.5吨
15
16
17
18
19
20
21
备注:
1.此参数仅对现有设备使用,后续升级后的参数可能有所变动;
设备优点:
1.节约人工成本,可代替3-6人手工裁切;
2.提高生产效率(11-13片/分钟);
3.裁切质量高,误差小(±2mm);
4.参数化设置裁切长度,按照设置参数自动裁切相应长度;
5.污染小,减少人工裁切时手汗、脏污接触材料;
6.消除静电,减少变形;
7.可以连续运转,不受体力限制,半年至一年可回收成本;
好帮手自动化EVA/TPT全自动裁切机参数
详细如下:
序号
项目
参数
备注
1
名称
EVA/TPT全自动裁切机
2
型号
HBS-CQ1100
3
裁切速度
600-800片/小时
4
最大裁切宽度
≤1100(mm)
5
最大裁切长度
≤2000(mm)
6
裁切长度误差
±2(mm)
7
操作界面
PLC触摸屏操控
8
界面语言
中文或英文
9
电源要求
端子研磨教程

图十二
7.2腐蚀 7.2腐蚀
7.2.1倒取适量的专用腐蚀液到烧杯里,注:腐蚀液只能用来 7.2.1倒取适量的专用腐蚀液到烧杯里,注:腐蚀液只能用来 腐蚀铜类金属且使用时一定要小心;如沾到手上或身上,请 立即用大量清水冲洗;(见图十三、十四)
成分: H2SO4, H2O, K2Cr2O7 图十三 图十四
图二十六
九、端子研磨分析图
两直线间距离
角度
Area0.6211mm^2
点到直线的距离
点到点的距离
面积差
面积
十、标准样品
NG
OK
十一、 十一、分析图片
11.1两直线间距离的量测 11.1两直线间距离的量测
选择:“层次编辑”-----“直线”---“平行线”---“层次关系属性值” 选择:“层次编辑”-----“直线”---“平行线”---“层次关系属性值”中选取 所需要属性值. 所需要属性值.(见图二十七、二十八)
图二十九
11.3按照提示下一步继续朝下做即可完成量测。 11.3按照提示下一步继续朝下做即可完成量测。图面上会显示 按照提示下一步继续朝下做即可完成量测 出实际量测距离。(见图三十) 。(见图三十 出实际量测距离。(见图三十)
图三十
11.4分析完毕,关闭电源,盖上灯盖。 11.4分析完毕,关闭电源,盖上灯盖。 分析完毕
剪切端子
图一 专用剪刀
二、端子夹紧---把切断的端子装到夹具上 端子夹紧---把切断的端子装到夹具上
2.1选取合适的夹具:6#~25#;26#~32# 2.1选取合适的夹具:6#~25#; (见图二)
图二
2.2从端子研磨台上取下所选取的夹具,拉开扳手, 2.2从端子研磨台上取下所选取的夹具,拉开扳手, 把端子夹上。 2.3端子断面的目标位置应尽量比夹具装置的端面稍 2.3端子断面的目标位置应尽量比夹具装置的端面稍 微搞出一点(0.2mm~0.3mm)。(见图三) 微搞出一点(0.2mm~0.3mm)。(见图三)
端子切面操作方法

端子切面操作方法
要执行端子切面操作,您需要以下步骤:
1. 准备工具:您需要准备一把端子切割器、线夹以及电线剥离工具。
2. 确定长度:根据需要,使用线剥离工具将电线的外皮剥掉一小段,以露出内部的金属导线。
3. 确定端子尺寸:将端子插入到线夹中,调整线夹的大小,以确保端子适配线夹的大小。
4. 夹持电线:将电线插入端子中,并用线夹夹住端子和电线,确保夹紧。
5. 完成切割:使用端子切割器,沿着端子的插入部分切割。
确保切割刀刀片与端子底部对齐,以确保切割得到平整的切面。
6. 检查结果:检查切割后的端子切面是否平整,没有毛刺或削尖。
如果有,可以使用砂纸或细修刀修整切面,以确保连接的可靠性。
7. 重复操作:根据需要,重复以上步骤,处理其他电线和端子。
请注意,在进行任何操作之前,确保断开与电源的连接,并穿戴好必要的安全装备,以避免意外发生。
同时,了解端子和线夹的使用说明,并根据需要进行适当的调整。
DISCO公司产品系列介绍
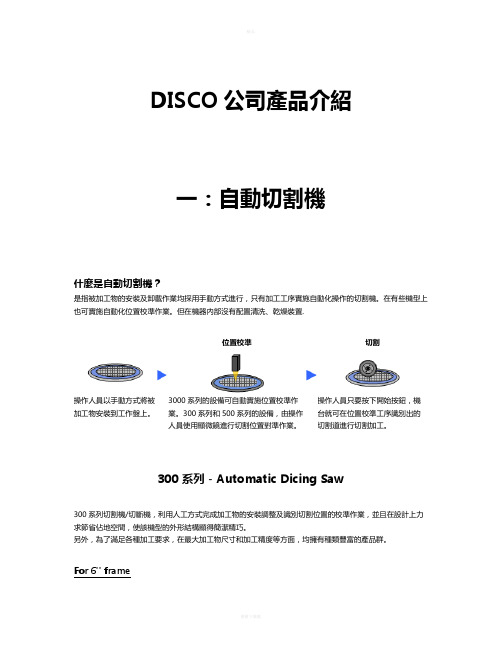
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【产品名称】全自动切割研磨一体式端子截面分析仪
【型 号】 FM-Section4
本检测系统采用原装进口技术,所有硬软件均为进口。
【简单介绍】
全自动端子截面分析仪是飞母托米仪器针对线束行业品质检验而专门研发的一款精密检测分析设备,整套线束断面分析仪系统由端子切割研磨一体设备、日本进口光学采样、腐蚀清洗、断面图像采集系统、线束端子图片测量分析等系统组成,采用切割研磨一体式设备,最新专利技术,切割与研磨一次性完成,完全保证了端子的平整度要求。
原采用的切割研磨分体机设备已更新(切割完毕后取下夹具放至研磨设备研磨并不能保证端子的平整都及无法精确确定研磨的精度)。
全套检测系统可在3分钟内完成一个端子的处理分析,极大地提高了端子断面品质检验的速度。
操作简单方便、快捷,采用日本高清的图像采集系统、精确的测量分析为您的生产保驾护航。
一、用途:
线束截面分析仪一体型端子切割和研磨台:通过专用的线束夹具将端子夹好以后,切割盘与研磨盘独立控制(采用德国双电机),X轴与Z轴传动使用目前市场最高标准日本米思米滚珠丝杆及米思米超高精度滑轨传动,X轴与Y轴控制使用日本松下伺服马达控制,充分超越了手动旋转手轮控制行程。
可以为客户准确的打磨端子的高度控制。
端子切割和研磨抛光所需要的时间为1~2分钟。
超过AWG38极细线也能鲜明地显示出。
用最新开发的断面评价专用软件,可测定 端子高度、宽度、高宽比率、端子压接面积、线束压接面积、压缩比率、毛刺高、宽,毛刺率压接翼之间距离、与底部之间距离、孔隙率等项目,现在市场最高标准、完全超越汽车、家电、铁路轨道列车、IT等行业标准。
能瞬时导出报告并自动判断所有项目是否合格。
在最大倍率下的测量精度为 1 ~ 2µm。
线束端子检测样品制作过程,仅需2分钟完成!!
二、系统特点
2.1样品制作过程采用目前行业最先进技术不用树脂镶嵌,省时。
原剖面分析样品制作需要步骤 端子取样 树脂镶嵌 树脂切割 树脂研磨 样品抛光,整个剖面分析样品制作过程需要花费数达3小时,现在采用先进技术只需2分钟就能完成。
2.2采用了端子专用夹具,适用于不同规格的端子
端子专用夹具可靠地将端子夹住。
无须担心在研磨过程中会产生端子压接部的变形。
我司标准夹具适用于AWG5~AWG38线(可根据客户需求配备1-2套不同规格夹具满足客户需求)
2.3利用专业端子切割设备,对端子精密切割可进行0.01mm上下距离调整,任意切割端子部分
采用德国超薄端子切割片对端子内部材质结构进行无损伤切断。
2.4利用日本高性能的光学分析系统和端子线束截面分析专用软件,可以方便测量端子压接高度、宽度毛刺尺寸、壁厚、铜丝数量、压缩比· 间隙比、压接面积等计算
放大倍率45倍~最大260倍。
超过AWG38极细的线也可以很清楚地表现出来。
2.5专利技术一键式导出报告
可以将测定的各种数据以及芯线的压缩率等和鲜艳的断面图形一起输送到word文档中。
并根据国际线束行业标准软件自动计算压缩比 自动判别合格.
该进口系统拥有十几项国际标准自动检测项目(包含汽车业、家电业、电子业等各项权威技术指标),可以自动检测端子各项数据是否合格,无需人工修改。
三、技术参数
1.端子截面分析:日本进口无段式变焦光学系统
2.视频总倍率:30~312X
3.电线的适用范围:0.01㎡~50㎡
4.电源:AC100V~AC240V
5.成像系统:日本工业高清视频系统 300万
6.切割片规格:Φ110X0.5mm
7.研磨砂纸:1200#
8.标准夹具:0.01—50mm2
9.全自动精密一体式自动切割研磨设备
10.控制系统:采用日本三菱PLC控制器
11.专业端子截面分析软件含加密锁及光盘
12.高精度基准尺:0.01/10mm
13.端子腐蚀:液体清洗(5S完成)
14.照明光源:全白可调LED照明装置
15.外形尺寸:W500XD350XH350
四、样品的制作、只需要以下几步(只要按下启动按钮,设备帮你完成整个切割研磨过程)
五、软件特点(专业端子图像分析软件)专利技术
最新端子截面分析软件V1.2版本主要在测量和报告上做出了很大的改进,主要有以下特点:
1.测量比以前更快捷更方便,整个测量流程分为:C/H、C/W、C/R、壁厚、毛刺宽度、毛刺高度、压缩比、间隙比、线芯和角度测量,一键式测试数据马上出来。
2.报告比以前更加专业和完整,采用与德国德尔福合作开发最新端子检测系统。
我们在软件里边植入了这套系统后,软件可以自动判定该端子压接是否合格。