平尺刻线机_课程设计说明书_终极版
圆盘刻线机机械原理课程设计说明书
河北工业大学机械原理课程设计设计说明书作者:刘昭学号:140566学院:机械工程学院班级:机电142 题目:圆盘刻线机同组人:赵洪飞指导教师:张换高2016年 6 月 25 日摘要目录目录 (1)1设计任务 (2)2国内外研究现状 (2)3执行装置方案设计 (2)3.1功能分析 (3)3.2总功能实现的原理 (3)3.3执行构件工艺动作设计分解 (4)3.4机构型综合 (5)3.5工作循环图设计 (7)3.6执行机构尺度综合 (7)4原动机选择 (8)4.1原动机类型选择 (8)4.2原动机功率和转速确定 (8)5传动系统设计 (8)5.1总传动比计算 (9)5.2传动比分配与传动装置设计(各传动传动比) (9)6总体设计方案 (10)6.1总体布局方案 (10)6.2总体设计方案 (11)7机构运动分析 (12)8结论 (13)参考文献 (14)设计感言 (14)1设计任务1.圆盘刻线机主要用来实现自动刻线,刻线要求为每隔1秒刻一条线,平尺上相邻两条刻线之间的圆弧所对应的中心角度为一度,刻线长度有18毫米、13毫米、10毫米三种类型。
第一次刻线长度为18毫米,后四次刻线长度为10毫米,第六次刻线长度为13毫米,第七至第十次刻线长度为10毫米,以后依此类推,圆盘毛坯的直径为300mm,相邻两条刻线之间圆弧所对应的中心角为一度。
2.刻线深度为0.5mm,深度要均匀,为防止刀具磨损,要求反行程要有抬刀运动。
3.为扩大刻线机的应用范围,要求线条长度可调(中,短长三种长度的比例可不变)。
4. 每秒钟刻一条线。
5:要求刻线机在工作过程中主动轴的角速度不均匀系数δ<=1/40。
刻线时的切削力F=1000N。
2国内外研究现状刻线机国内研究现状:科学技术的发展,有的刻线机上采用了激光刻线机由光刻代替机械刻划,可在工作台移动的情况下完成动态刻线,刻线精度大为提高,国内比较成熟的激光刻线机厂家例如北京博奥嘉华激光科技有限公司生产的BVD50系列激光刻线机。
简易数控刻尺机
课程设计说明书设计题目:简易数控刻尺机控制系统设计学生姓名:学号:班级:专业:指导教师:目录第1章设计任务 (2)1.1设计任务介绍及意义 (4)1.2设计任务明细 (4)1.2.1方案设计 (4)1.2.2总体设计 (4)第2章设计总体方案 (6)2.1设计的基本依据 (6)2.2总体方案的确定 (6)第3章电气原理设计 (7)3.1电气系统的基本组成 (7)3.1.1 8051单片机 (7)3.1.2 Intel6264芯片 (8)3.1.3 2764芯片 (9)3.1.4 8155 (9)3.1.5 74ls573介绍 (11)3.1.6 SMC2004A LCM (12)3.1.7 BS232光电耦合器 (13)3.1.8 步进电动机 (13)3.2电气系统的设计 (14)第4章程序设计 (16)4.1软件完成的主要内容 (16)4.2程序设计技术 (24)4.3程序设计说明 (25)参考文献 (26)第一章1.1 设计任务介绍及意义本次设计任务进行简易的数控刻线机床控制系统设计,该刻线机能够对不同的铁尺进行刻线加工1.2 设计任务明细1.2.1方案设计根据课程设计任务的要求,在搜集、归纳、分析资料的基础上,明确系统的主要功能,确定实现系统主要功能的原理方案,并对各种方案进行分析和评价,进行方案选优。
1.2.2总体设计针对具体的原理方案,通过对动力和总体参数的选择和计算,进行总体设计,最后给出系统的总电气原理图(A1一张)。
根据系统的组成可以设计系统的结构图或者进行复杂的电气系统设计,画出另外一张A1图纸。
课程设计的成果最后集中表现在课程设计说明书和所绘制的设计图纸上,每个学生应独立完成课程设计说明书一份,字数为10000字以上,设计图纸不少于两张A1。
用计算机绘图或手工绘图,打印说明书。
课程设计共4周,各阶段的任务和时间安排建议如下:(一)课程实习,搜集资料及方案设计(5天)1、课程实习实习期间,要根据毕业设计任务书的要求,搜集、阅读有关的文字资料和结构图片资料,依据设计要求进一步分析和归纳资料,为课程设计做好准备。
平尺刻线机运动设计方案.doc
平尺刻线机运动设计方案一、工作原理及工艺动作过程在很多具有定量要求的相对移动和相对转动的零件上,需要有指示相对移动或转动量的刻度线。
平尺刻线机主要用于有相对移动零件的刻线工作。
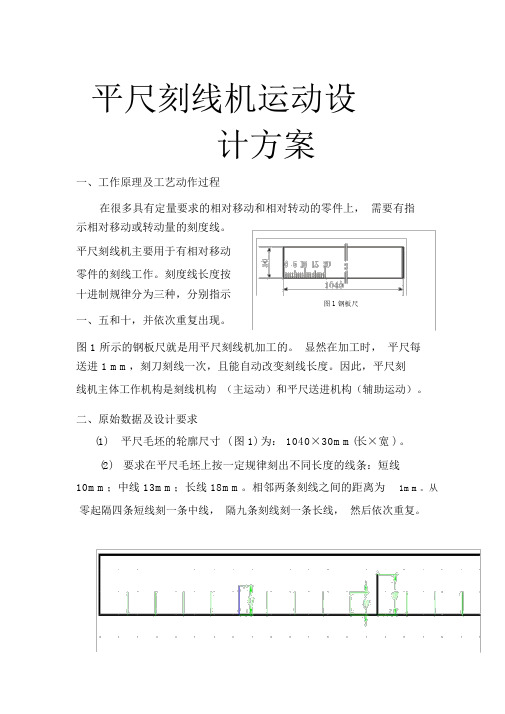
刻度线长度按十进制规律分为三种,分别指示图1 钢板尺一、五和十,并依次重复出现。
图 1 所示的钢板尺就是用平尺刻线机加工的。
显然在加工时,平尺每送进 1 mm,刻刀刻线一次,且能自动改变刻线长度。
因此,平尺刻线机主体工作机构是刻线机构(主运动)和平尺送进机构(辅助运动)。
二、原始数据及设计要求(1)平尺毛坯的轮廓尺寸 ( 图 1) 为: 1040×30mm(长×宽 ) 。
(2)要求在平尺毛坯上按一定规律刻出不同长度的线条:短线10mm;中线 13mm;长线 18mm。
相邻两条刻线之间的距离为1mm。
从零起隔四条短线刻一条中线,隔九条刻线刻一条长线,然后依次重复。
(3)刻线深度为 0.5mm,深度要均匀,为防止刀具磨损,要求反行程有抬刀运动 .(4)行程速度变化系数 K≥1.2 。
(5)刻线机构为了保证刻线质量,应尽可能使刻刀在刻线行程内匀速运动。
抬刀机构必须与刻线机构运动协调,即在刻线完成点抬刀,在刻线起始点落刀。
为保证落刀时刀尖不碰到平尺坯上,刻刀在刻入尺坯前应有一定距离的空程,在设计时主运动的行程应考虑这段距离(可取为 3~4mm)。
(6)自动改变行程长度的附加机构必须与进给运动联系起来,即每进给四次,第五次行程由短程变为中程,再进给四次短程,第五次时变为长程,完成一次循环。
显然在进给机构和行程控制机构之间,需要一个计数机构来实现循环的控制。
这一计数机构要求简单实用,灵活可靠,且必须是一种纯机械式的设计方案。
三运动分析1.运动要求:实现“抬刀—刻线-抬刀-刻线”的运动。
2.功能分析:刻线机主要由抬刀机构、刻线机构以及进给机构三部分组成。
抬刀机构用于刻线时将刀具压下;刻线机构用于刻线,刻线机构要有急回特性。
刻线机机构设计
12刻线机机构设计一、设计题目在很多机械设备和测量仪器中,在一些有定量要求的相对移动和相对转动的零件上,需要标有指示相对移动(或转动)量的刻度线,刻度线的长度和密度往往根据零件的大小和读数精确的不同而异。
多数情况下,刻度线长度按十进制规律分为三种,分别指示一、五和十,并依次重复出现。
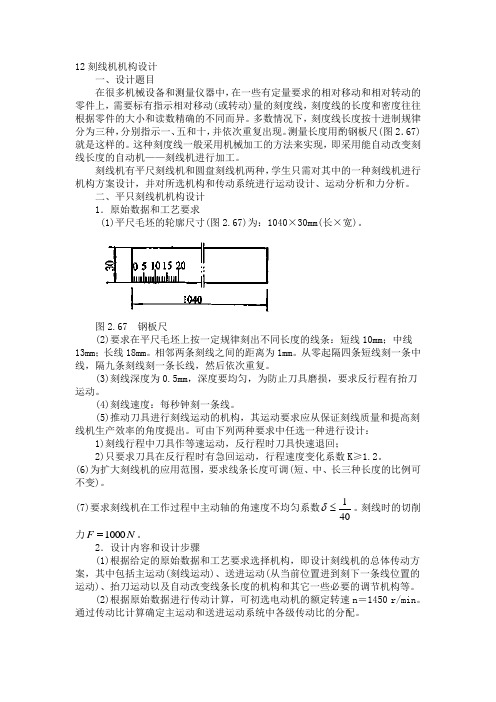
测量长度用酌钢板尺(图2.67)就是这样的。
这种刻度线一般采用机械加工的方法来实现,即采用能自动改变刻线长度的自动机——刻线机进行加工。
刻线机有平尺刻线机和圆盘刻线机两种,学生只需对其中的一种刻线机进行机构方案设计,并对所选机构和传动系统进行运动设计、运动分析和力分析。
二、平只刻线机机构设计1.原始数据和工艺要求(1)平尺毛坯的轮廓尺寸(图2.67)为:1040×30mm(长×宽)。
图2.67 钢板尺(2)要求在平尺毛坯上按一定规律刻出不同长度的线条:短线10mm ;中线13mm ;长线18mm 。
相邻两条刻线之间的距离为1mm 。
从零起隔四条短线刻一条中线,隔九条刻线刻一条长线,然后依次重复。
(3)刻线深度为0.5mm ,深度要均匀,为防止刀具磨损,要求反行程有抬刀运动。
(4)刻线速度:每秒钟刻一条线。
(5)推动刀具进行刻线运动的机构,其运动要求应从保证刻线质量和提高刻线机生产效率的角度提出。
可由下列两种要求中任选一种进行设计:1)刻线行程中刀具作等速运动,反行程时刀具快速退回;2)只要求刀具在反行程时有急回运动,行程速度变化系数K ≥1.2。
(6)为扩大刻线机的应用范围,要求线条长度可调(短、中、长三种长度的比例可不变)。
(7)要求刻线机在工作过程中主动轴的角速度不均匀系数401≤δ。
刻线时的切削力N F 1000=。
2.设计内容和设计步骤(1)根据给定的原始数据和工艺要求选择机构,即设计刻线机的总体传动方案,其中包括主运动(刻线运动)、送进运动(从当前位置进到刻下一条线位置的运动)、抬刀运动以及自动改变线条长度的机构和其它一些必要的调节机构等。
刻线机课程设计
刻线机课程设计一、课程目标知识目标:1. 学生能够理解刻线机的基本结构、工作原理及其在工程中的应用。
2. 学生能够掌握刻线机的操作步骤、使用规范及日常维护方法。
3. 学生能够了解与刻线机相关的安全技术,确保操作安全。
技能目标:1. 学生能够独立操作刻线机,完成直线、曲线等基本线条的刻画。
2. 学生能够根据实际需求调整刻线机的参数,保证刻画质量。
3. 学生能够解决刻线过程中遇到的一般性问题,具备一定的故障排除能力。
情感态度价值观目标:1. 学生培养对工程技术的兴趣和热情,树立正确的工程观念。
2. 学生在团队合作中发挥个人优势,培养沟通协调能力和团队精神。
3. 学生养成严谨、细致的工作态度,遵循工艺规范,提高自身职业素养。
课程性质:本课程为实践性较强的课程,旨在培养学生的动手操作能力和工程实践能力。
学生特点:学生处于中等职业学校或技工学校相关年级,具备一定的理论基础,对实践操作有较高的兴趣。
教学要求:教师应注重理论与实践相结合,充分调动学生的积极性,关注学生的个体差异,提高教学质量。
通过本课程的学习,使学生能够达到上述具体的学习成果,为今后的工作奠定基础。
二、教学内容1. 刻线机基础知识- 刻线机的结构组成与工作原理- 刻线机在工程中的应用领域2. 刻线机操作技能- 操作步骤与使用规范- 参数调整与刻画技巧- 故障排除与日常维护3. 刻线机安全与维护- 安全操作规程与注意事项- 常见故障分析与处理方法- 日常维护与保养措施4. 实践操作与案例分析- 实操练习:直线、曲线等基本线条刻画- 案例分析:实际工程中的应用案例解析- 综合训练:根据图纸进行整体刻画练习教学内容安排与进度:第一课时:刻线机基础知识学习第二课时:刻线机操作步骤与规范第三课时:刻线机参数调整与刻画技巧第四课时:刻线机故障排除与日常维护第五课时:实践操作与案例分析教材章节关联:本教学内容与教材第三章“刻线机的使用与维护”相关,涵盖了该章节的主要知识点,结合实践操作,使学生更好地掌握刻线机的使用和维护。
《平尺刻线机》设计说明书
机械原理课程设计说明书设计题目: 平尺刻线机学院:机械运载与工程学院专业:机械设计制造及其自动化设计者 (组长)指导老师: 2011年5月24日目录一.设计题目及功能 (2)二.设计要求 (2)三.机构运动方案拟定 (3)1.执行机构选定 (3)2.传动方案设计 (5)3.执行机构的运动尺寸设计 (7)4.绘制总的方案图和运动循环图 (8)四.总结 (8)(1)自我方案评价 (8)(2)体会与收获 (8)(3)建议 (9)五.参考资料 (9)一.设计题目及功能(1)题目:平尺刻线机(2)功能:平尺刻线机主要用来实现自动刻线,刻线要求为每隔1毫米刻一条线,刻线长度有8毫米、5毫米、3毫米三种类型。
第一次刻线长度为8毫米,后四次刻线长度为3毫米,第五次刻线长度为5毫米,第六至第九次刻线长度为3毫米,第十次刻线长度为8毫米,以后依此类推。
二.设计要求运动要求:实现“落刀—刻线-抬刀-回刀”的运动。
功能分析:刻线机主要由抬刀机构、刻线机构以及进给机构三部分组成。
抬刀机构用于刻线时将刀具压下,刻线完成之后,通过弹簧使刀具自动抬起,避免磨损;刻线机构用于控制刻线及刻线长度;进给机构用于控制刻线间隔。
且要求刀具具有急回特性。
数据要求:60线/分行程速比K=1.2 刻线功率0.15KW落、抬刀功率:0.05KW 进给攻率:0.1KW三.机构运动方案拟定1.执行机构选定(1)刻线机构:通过顶尖凸轮,根据凸轮三种不同的推程,实现刻线长短的控制,同时,将凸轮推程与回程角度的不同来满足行程速比K=1.2(2)落、抬刀机构:设计一顶尖凸轮,通过凸轮将推杆抬高与回落,实现刀具落、抬刀的动作(3)进给机构:现工作台的间歇进给,控制槽轮转速就可实现没分进给量为1mm机构选用:2.传动方案设计(1)传动方案:采用V带+齿轮传动,将电动机转速减小了需要的转速。
(2)传动总功率的计算:查阅相关资料得:凸轮效率:0.95-0.97 槽轮效率:0.95-0.97铰链效率:0.97-0.99 V带传动效率:0.94-0.969级精度齿轮效率:0.96 螺旋机构效率:0.85-0.95刻线机构:P1=0.15/ (0.95—0.97)/0.96/0.96=0.168—0.171KW抬刀机构:P2=0.05/(0.97—0.99)/(0.95—0.97)=0.052—0.054KW进给机构:P3=0.1/(0.85—0.95)/(0.95—0.97)/0.96/0.96=0.118—0.134KWP(电机)=(P1+P2+P3)/0.96/(0.94—0.96)=0.367—0.398KW (3)电动机的选择根据总功率选择电机,查表得,型号Y90S-6电动机,额定功率为0.75KW,转速为910r/分,效率为72.5%。
机械原理课程设计刻线机
机械原理课程设计刻线机一、课程目标知识目标:1. 理解并掌握刻线机的基本工作原理,包括传动系统、刻线装置的构成及其功能。
2. 学习并运用机械制图知识,准确绘制刻线机的部件图和装配图。
3. 掌握相关机械零件的设计规范和材料选择原则。
技能目标:1. 能够运用所学的机械原理知识,对刻线机进行简单的拆卸和组装。
2. 通过小组合作,设计并制作一个简化版的刻线机模型,展示其工作原理。
3. 学会使用适当的技术工具和测量工具,对刻线机模型进行调试和优化。
情感态度价值观目标:1. 培养学生对机械设计及制造的兴趣,激发其创新意识和实践探索精神。
2. 增强学生团队协作意识,提高沟通和解决问题的能力。
3. 引导学生关注机械工程在实际生产中的应用,理解技术发展对工业进步的重要性。
课程性质:本课程为实践性强的设计制作课程,结合理论知识和动手操作,旨在加深学生对机械原理的理解,并通过实际操作培养其解决实际问题的能力。
学生特点:考虑到学生处于年级中段,具备一定的机械基础知识和动手能力,但需进一步培养创新设计和团队协作的能力。
教学要求:教学过程中应注重理论与实践相结合,鼓励学生主动探索,同时提供必要的指导和支持,确保学生在完成课程目标的同时,能够达到预期学习成果。
二、教学内容1. 理论知识学习:- 机械原理基础:复习并巩固课本中关于机械传动、摩擦、力矩等基本概念。
- 刻线机原理:学习刻线机的工作原理,分析其传动系统、刻线装置等关键部分的结构与功能。
- 机械设计基础:了解机械零件设计原则,材料选择和应用。
2. 实践操作部分:- 制图实践:结合课本知识,绘制刻线机的部件图和装配图。
- 模型制作:分组进行刻线机模型的制作,包括选购材料、加工零件、组装调试等过程。
- 创新设计:鼓励学生在模型制作过程中进行创新设计,优化刻线机性能。
3. 教学进度安排:- 理论学习:占总课时1/3,重点复习机械原理及刻线机原理。
- 制图实践:占总课时1/3,指导学生完成制图作业。
平尺刻线机-课程设计说明书-终极版
课程设计(课程实习)机械设计与制造主体实践(一)院(系、部):机械工程学院姓名:周天宇同组成员:沈戊坤梁磊李东金明旭班级:机电132指导教师签名:徐林林2015年7 月10 日·北京目录1.1 机器的功能和设计要求 (3)1.2 工作原理和工艺动作 (4)1.3 拟定运动循环图 (5)1.4 执行机构选型和评定 (6)1.5 机械运动方案示意图 (10)1.6 执行机构的运动尺度设计 (11)1.7 机械传动系统设计 (24)1.8 运动仿真 (26)1.9 飞轮设计 (27)2.0 设计结果得分析 (29)2.1 参考文献 (29)2.2 设计体会 (29)1.1 机器的功能和设计要求在很多具有定量要求的相对移动和相对转动的零件上,于是需要有指示相对移动或转动量的刻度线。
平尺刻线机主要用于有相对移动零件的刻线工作。
本课题设计通过机械化刻线,可以达到准确度高、精确度高。
减少了劳动力,提高了生产效率,降低成本,并且在研究时遇到的一些技术问题,通过认真分析以解决,在今后的设计类的工作中也有一定的经验可循。
1. 机器的功能:平尺刻线机刻出的刻度线长度按十进制规律分为三种,分别指示一、五和十,并依次重复出现(如图1.1所示)。
显然在加工时,平尺每送进1 mm ,刻刀刻线一次,且能自动改变刻线长度。
为了实现以上功能,平尺刻线机整体工作应分为三种:(1) 刀具刻线工作(主工作)(2) 刀架升降工作(辅助工作)(3) 平尺送进工作(辅助工作)2. 原始数据及设计要求:(1) 平尺毛坯的轮廓尺寸为:1040×30mm (长×宽)。
(2) 要求在平尺毛坯上按一定规律刻出不同长度的线条:短线10mm ;中线13mm ;长线18mm 。
相邻两条刻线之间的距离为1mm 。
从零起隔四条短线刻一条中线,隔九条刻线刻一条长线,然后依次重复。
(3) 刻线深度为0.5mm ,深度要均匀,为防止刀具磨损,要求反行程有抬刀运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计(课程实习)机械设计与制造主体实践(一)院(系、部):机械工程学院姓名:周天宇同组成员:戊坤梁磊东金明旭班级:机电132指导教师签名:徐林林2015年 7 月 10 日·北京目录1.1 机器的功能和设计要求 (3)1.2 工作原理和工艺动作 (4)1.3 拟定运动循环图 (5)1.4 执行机构选型和评定 (6)1.5 机械运动方案示意图 (10)1.6 执行机构的运动尺度设计 (11)1.7 机械传动系统设计 (24)1.8 运动仿真 (26)1.9 飞轮设计 (27)2.0 设计结果得分析 (29)2.1 参考文献 (29)2.2 设计体会 (29)1.1 机器的功能和设计要求在很多具有定量要求的相对移动和相对转动的零件上,于是需要有指示相对移动或转动量的刻度线。
平尺刻线机主要用于有相对移动零件的刻线工作。
本课题设计通过机械化刻线,可以达到准确度高、精确度高。
减少了劳动力,提高了生产效率,降低成本,并且在研究时遇到的一些技术问题,通过认真分析以解决,在今后的设计类的工作中也有一定的经验可循。
1. 机器的功能:平尺刻线机刻出的刻度线长度按十进制规律分为三种,分别指示一、五和十,并依次重复出现(如图1.1所示)。
显然在加工时,平尺每送进 1 mm ,刻刀刻线一次,且能自动改变刻线长度。
为了实现以上功能,平尺刻线机整体工作应分为三种: (1) 刀具刻线工作(主工作) (2) 刀架升降工作(辅助工作)(3) 平尺送进工作(辅助工作)2. 原始数据及设计要求:(1) 平尺毛坯的轮廓尺寸为:1040×30mm (长×宽)。
(2) 要求在平尺毛坯上按一定规律刻出不同长度的线条:短线10mm ;中线13mm ;长线18mm 。
相邻两条刻线之间的距离为1mm 。
从零起隔四条短线刻一条中线,隔九条刻线刻一条长线,然后依次重复。
(3) 刻线深度为0.5mm ,深度要均匀,为防止刀具磨损,要求反行程有抬刀运动。
(4) 刻线速度:每秒钟刻一条线。
(5) 行程速度变化系数K≥1.2。
(6) 为扩大刻线机的应用围,要求线条长度可调(短、中、长三种长度的比例可不变)。
(7) 刻线机在工作过程中主动轴的角速度不均匀系数401≤δ。
刻线时的切削力为N F 1000=1.2 工作原理和工艺动作1.工作原理:平尺刻线机主要用于有相对移动零件的刻线工作。
刻度线长度按十进制规律分为三种,分别指示一、五和十,并依次重复出现。
图1所示的钢板尺就是用平尺刻线机加工的。
显然在加工时,平尺每送进1 mm,刻刀刻线一次,且能自动改变刻线长度。
因此,平尺刻线机主体工作机构是刻线机构(主运动)和平尺送进机构(辅助运动)。
2.工艺动作:为了完成在上述三种整体工作,平尺刻线机应该完成以下五个工艺动作:(1) 落刀(准备进入工作水平面)(2) 进刀(第一次刻线)(3) 抬刀(退回准备水平面)(4) 退刀(第二次刻线保证刻线均匀,并回到第二步开始位置)(5) 进刻度尺上述五个动作中:进刀、退刀为刀具刻线工作;落刀、抬刀为刀架升降工作;进刻度尺为平尺送进工作。
因此,平尺刻线机重点考虑三个机构的设计:刀具刻线机构,刀架升降机构和刻度尺进给的间歇运动机构。
平尺刻线机的运动传递路线(如图1.2所示):1.3 拟定运动循环图运动循环图主要是确定刀具、刀架、刻度尺三个执行构件的运动的先后顺序、相位,以便进行设计、装配和调试。
将刀具、刻度尺、刀架三个执行构件按照空间运动可分为X、Y、Z三个方向(如图1.3所示):刀架升降运动在Z轴方向(正向抬刀,负向落刀);刀具刻线运动在X轴方向(正向进刀,负向退刀);平尺送进运动在Y轴方向(正向送进)。
分析五个工艺动作,刀具刻线(往复)运动是最主要的运动。
因此,平尺刻线机的刀具刻线机构为主机构,并设定刀具在最高位置时为运动的起点位置,也是一个运动循环的终点位置。
此时刻度尺、刀架的位移为零,并以此作为运动循环图横坐标的起点,循环周期为360°。
(如图1.4所示)1.4 执行机构选型和评定1.整体选型形态学矩阵根据刀具、刀架、刻度尺这三个执行构件的动作要求和结构特点可以选择(如表 1.1所示)的常用机构,构成机构选型的形态学矩阵。
可以求出平尺刻线机的机械运动方案数目为:⨯N⨯=4=4161刀具刻线机构曲柄滑块机构凸轮推杆机构不完全齿轮和齿条机构组合机构刀架升降机构平底凸轮机构刻度尺进给的间歇运动机构槽轮机构不完全齿轮机构棘轮机构组合机构表1.1 构成机构选型的形态学矩阵2.刀具刻线机构评定I方案说明:通过三种形状、大小不同的凸轮来控制刀具的左右移动,再通过一个凸轮来控制刀具的抬刀,下刀运动,推过控制凸轮的推程与回程,来控制刀具的急回速比K≥1.2。
(图1.5)方案评价:通过三个凸轮来控制刀具左右移动,难以控制它们之间的转速比,容易发生碰撞的现象,而且容易发生失真的现象,所以我们不采用这套方案。
II方案说明:这套方案是通过一套组合机构实现刻刀的进刀、退刀动作,同时通过凸轮槽的形状实现滑块的匀速运动,进而实现刀具的匀速运动。
同时也可以满足急回速比K≥1.2。
(图1.6)方案评价:该方案主要通过一个凸轮来控制进刀运动,此凸轮的形状会过于复杂,所以我们不采用这套方案。
III方案说明:这种方案通过一个凸轮来控制刀具的进刀、退刀运动,另一个凸轮来控制刀具的抬刀、下刀运动,并通过凸轮的推程与回程来控制刀具的急回速比K≥1.2。
(图1.7)方案评价:该方案可满足全部刻线的功能要求,同时可以使进刀动作平稳,采用两个凸轮控制进刀、退刀,凸轮的设计也不会过于复杂。
所以我们决定采用这套方案。
3.刻度尺进给的间歇运动机构评定槽轮机构外形尺寸小,机械效率高,能平稳地间歇地进行转位,但是相对于不完全齿来说实现进给时结构稍显复杂;而且制造及装配的精度要求高,其传动时尚存在柔性冲击,只能用于速度不太高的场合,且转角大小不能调节。
不完全齿轮机构可设计的参数较多,易满足不同停歇要求。
但是,不完全齿轮机构和普通齿轮机构的区别,不仅在从齿轮的分布上,而且在啮合传动中,当首齿进入啮合及末齿退出过程中,齿轮并非在实际啮合线上啮合,因此在此过程中不能确传动比传动。
由于从动轮每次转动开始和终止时,角速度有突变,故存在刚性冲击。
若将不完全齿轮直接和调节进给的下层工作台相连,则会造成较大的进给误差。
棘轮机构结构简单、制造方便和运动可靠,并且棘轮转角可以根据需要进行调节等优点。
但其缺点是传动动力小、工作时有冲击和噪声。
不仅如此,传动力不足则会对工作台的进给产生影响,从而影响整个工序。
(图1.8)基于以上机构的优缺点,故考虑组合机构——槽轮与螺旋机构。
此机构简单、进给精度高传动力较大,易于制造加工。
(如图1.9所示)这套方案采用槽轮机构实现工作台的间歇进给,当拨盘做连续回转时,槽轮做间歇式转动,槽轮机构可以带动螺旋丝杠间歇转动,来实现工作台的间歇进给,控制拨盘的转速与螺旋丝杠的导程可实现每秒进给量为1mm。
方案评价:槽轮机构尺寸小,外形简单,机械效率高,传动较为平稳。
至于其缺点通过螺旋机构配合改善,得到的组合机构更加稳定,所以我们决定采用这套方案。
1.5 机械运动方案示意图按已选定的三个执行机构和机械传动系统,画出平尺刻线机的机械运动方案示意图(如图2.0所示)。
1.6 执行机构的运动尺度设计在凸轮的设计中,欲满足行程速度变化系数K≥1.2,即一个运动周期工作时转过的角度大于等于非工作时的1.2倍,以下的凸轮设计采取K=1.5满足设计要求。
1.刀具刻线机构的尺寸综合及运动分析I刻短线凸轮:采用直动平底从动件盘形凸轮(平底),因为转速较低于是采用余弦运动规律参数大小分析:运动规律分析:形状尺寸分析:II刻中、长线凸轮:采用直动从动件盘形凸轮(尖端),压力角小于40°,因为转速较低于是采用余弦运动规律参数大小分析:运动规律分析:形状尺寸分析:通过满足压力角α≤40°,确定 []22e 0min -tg N -e s d d r s +⎪⎪⎪⎪⎪⎭⎫ ⎝⎛=αϕ此处凸轮基圆半径取50mm2.刀架升降机构的尺寸综合及运动分析刀架凸轮:采用直动平底从动件盘形凸轮(平底),因为转速较低于是采用余弦运动规律参数大小分析:运动规律分析:形状尺寸分析:3. 刻度尺进给的间歇运动机构的尺寸综合及运动分析I 刻度尺进给的间歇运动机构采用单圆销槽轮机构实现周期性间歇转动,如图3.1所示。
已知主动拨盘的转速为60r/min ,中心距a=144mm ,按工位要求槽数z=6。
槽轮机构的几何尺寸计算: (1) 槽间角2Φ2,οοο60636036022===zϕ。
(2) 槽轮运动角2Φ1,οοοο120601802180221=-=Φ-=ϕ。
(3) 圆销回转半径R1,。
(4) 槽轮半径R2,。
(5) 锁止弧角γ,οοοο24012036023601=-=-=ϕγ。
(6) 圆销半径r,取mm R r 12611==。
(7) 槽轮齿顶厚e,取e=5mm。
(8) 锁止弧半径Rs,mm e r R R s 55512721=--=--=。
(9) 槽轮槽深h,mm r R a R h 265)(1=---≥=。
取h=70mm 。
(10)运动系数k,31121=-=z k 。
(11) R1与a的比值λ,5.0144721===a R λ。
(12)槽轮机构的运动分析 槽轮角位移:112cos 1sin arctanϕλϕλϕ-=槽轮角速度:121122cos 21)(cos ωλϕλλϕλϕω+--==dt d 槽轮角加速度:22221212221(1)sin (12cos )d dt ϕλλϕεωλϕλ-==-+ 其中,s rad n /2832.66060260211=⨯⨯==ππω。
计算结果列于表3.1。
0 0 6.283185307 010 9.706481 5.7432617 -36.554420 17.87799 4.451505829 -52.584630 23.79398 2.994736451 -50.20640 27.51574 1.72702484 -40.630150 29.44146 0.738753874 -30.758460 30 4.65049E-16 -22.7929槽轮的角速度ω2,角加速度ε2随主动件转角Φ1的变化曲线,如图3.2所示。
II 刻度尺进给的间歇运动机构采用螺旋机构实现转动转化平动 螺旋机构mm63122=⨯==ππϕπl s 螺杆与螺母采取钢对钢梯形螺纹,摩擦系数f 值为0.11~0.17,牙型角︒=30α。
取丝杠直径d=16mm ,长度L=1200mm-----------------------验算是否自锁:2cosarctan''arctanαρρπλfdS=≥= ︒≈⨯==8.6166arctan arctanππλd S ︒≈==5.62cos11.0arctan 2cos arctan 'ααρf'ρλ>,不发生自锁1.7 机械传动系统设计1. 电动机的选择确定原动机的功率n Pηwn P P =其中,w P 为工作机要求的功率;η为由电动机到工作机执行机构的总效率。