生产计划和控制过程流程图
生产流程图及控制计划

SUPPLIER APPROVALQuality Manufacturing EngineeringControl Plan RevisionNOTE: Process Capability and Gage R&R information is required for all characteristics listed as "SC" or "CC" on the Exemplis drawing.Oper #工序Operation Description 工序描述Machines/Tools/Fixtures Used 使用的机器/工具/治具Product 产品Process 控制活动Specification and Tolerance 管控规格/公差Cpk / Cp / Z anddate performed Cpk / Cp / Z 及执行日期Checking Method 检查方法Gage R&R % and date of study 计量R&R%及研究日期Sample Size andFrequency样品量及频率Control Method控制方法1In-coming Inspection (Rawmaterial)进料检查Appearance/certificate外观/证书Alum. Alloy 铝合金ADC12Appearance / Certified atincoming 核对证书1st/shift,every shipment 每批次reference cert to spec.核对成份表Alum. Alloy 铝合金ADC12Per process setting 650`670degree C 按照系统设置650-670度C 4 HoursComputer/operatorverify操作员监控系统参数Re-melt of Alum. Alloy 回收料ADC12Per process setting 650`670degree C 按照系统设置650-670度C 4 HoursComputer/operatorverify操作员监控系统参数Electric furnace 电炉Allied Molten Metal铝液ADC12Per process setting 650`670degree C 按照系统设置650-670度C4 HoursComputer/operatorverify操作员监控系统参数Die casting machine压铸机casting part 压铸零件Set up parameters 调整设备参数per die cast production parameter sheet按照压铸工艺卡Monitoring system监控系统Continuous 100%Operator workinstructions 按照压铸工艺卡2 PCSQA After Maintenance /Each Setup QA每次維修或上模100%+ 4H/2pcs check Operator 100%+PQC4H/2pcs Check 操作工全检查+PQC 4小时/2PCS4Gating saw 锯料饼MFG 生产部Appearance 外观No breakout or Gate residuals (Appearance inspection instruction)无断裂或水口残余或多切(参照外观检查指引),Visual 目视Operator Continuous 100%+QA 1st piececheck+PQC 2pcs/check/4H 操作工全检+QA 首两件检查+PQC4小时/2PCS检查Appearance inspectioninstruction外观检查指引进行目视检查Visual 目视No defect such as cracks, cold lap,deformation, non fills,voids etc.(Appearance inspection instruction ) 没有缺陷,如开裂,冷格变形,缺料及砂孔等(参照外观检查指引)Appearance 外观furnace 熔炉Characteristic 特征23Material Melting熔料Die casting 压铸Supplier Report Number#REF!#REF!Part Name #REF!CONTROL PLANPart #Prava 左扶手/Prava 右扶手Approved by Date 2015-5-22Drawing RevisionNOTE: Process Capability and Gage R&R information is required for all characteristics listed as "SC" or "CC" on the Exemplis drawing.NOTE: Process Capability and Gage R&R information is required for all characteristics listed as "SC" or "CC" on the Exemplis drawing.N。
生产过程质量控制系统图
实验室
配置齐全、满足测量规格要求
过程负责人
知识与培训
要 求
IPQC
办公软件
熟练使用
沟通能力
娴 熟
测量工具使用
熟练使用
液晶仪表工艺流程
精 通
产品质量标准及产品特性
精 通
过程特性
精 通
体系知识
熟悉掌握
审核能力
精通
QC七工具和统计工具
熟练使用
《培训记录表》 《老化记录表》 《检测工装点检记录表》 《过程检验记录表》 《过程不良记录表》 《不合格品记录表》
末检
末检执行情况
根据过程检查表过程监查; 检查问题点纳入生产绩效考核
《首/中/末检记录》
指标类型
计算公式
目 标
备 注
过程指标
作业指导书落实率
未按标准执行个数/总检查个数
范围: 适用于工厂各工序生产准备至末检整个过程。
输入
输出
生产准备
调试
首检检验
批量生产中过程控制
末件检验
IPQC确认
1、物料计划是 否满足要求; 2、设备点检是 否执行/有效; 3、工序点检是 否执行/有效; 4、4M变更是否 识别,管理是否 到位; 5、治检具点检 是否执行/有效。
IPQC确认
1、首检是否标识/ 记录; 2、首检是否控制; 3、与过往数据对 比是否存在差异; 4、与生产留样对 比是否存在差异; 5、与标准样品比 对是否存在差异;
工序内自检
生产计划
资源
过程负责人
风险与控制
过程/结果指标
首检数据库
资 源
谁 提 供
要 求
作业员
人事部
生产计划流程图

生产计划流程图生产计划流程图是指用图形化的方式展示生产计划的流程和各个环节之间的关系。
它可以匡助企业清晰地了解生产计划的执行过程,优化生产流程,提高生产效率和产品质量。
下面是一个标准格式的生产计划流程图的详细描述。
生产计划流程图的主要内容包括:计划制定、需求分析、资源调配、生产执行和反馈控制。
1. 计划制定:在这个阶段,生产计划的制定者根据市场需求、销售预测和企业资源情况等信息,制定出合理的生产计划。
该阶段的主要任务包括:- 采集市场需求和销售预测数据;- 分析企业资源情况,包括人力资源、原材料、设备等;- 制定生产计划目标和时间表;- 确定生产计划的优先级和紧急程度。
2. 需求分析:在这个阶段,生产计划制定者需要对市场需求和销售预测进行详细的分析,以确定生产计划的具体需求。
该阶段的主要任务包括:- 分析市场需求和销售预测数据,包括产品种类、数量、交付时间等;- 与销售部门和客户进行沟通,了解他们的需求和要求;- 确定生产计划的具体需求和要求。
3. 资源调配:在这个阶段,生产计划制定者需要根据生产计划的需求,合理地调配企业的资源,确保生产计划的顺利执行。
该阶段的主要任务包括:- 分析企业资源情况,包括人力资源、原材料、设备等;- 根据生产计划的需求,合理地分配和调配资源;- 确保资源的充足性和合理利用。
4. 生产执行:在这个阶段,生产计划的执行者根据生产计划的要求,进行具体的生产操作。
该阶段的主要任务包括:- 根据生产计划的要求,安排生产任务和工序;- 分配人力资源,安排生产人员的工作;- 管理原材料和设备的使用,确保生产的顺利进行;- 监控生产过程,及时发现和解决问题。
5. 反馈控制:在这个阶段,生产计划的执行者需要及时地对生产过程进行监控和控制,以确保生产计划的顺利实施。
该阶段的主要任务包括:- 采集生产过程中的数据和信息,包括生产进度、质量指标等;- 分析生产数据和信息,及时发现和解决问题;- 调整生产计划,以适应实际情况的变化;- 提供反馈和报告,向相关部门和人员汇报生产情况。
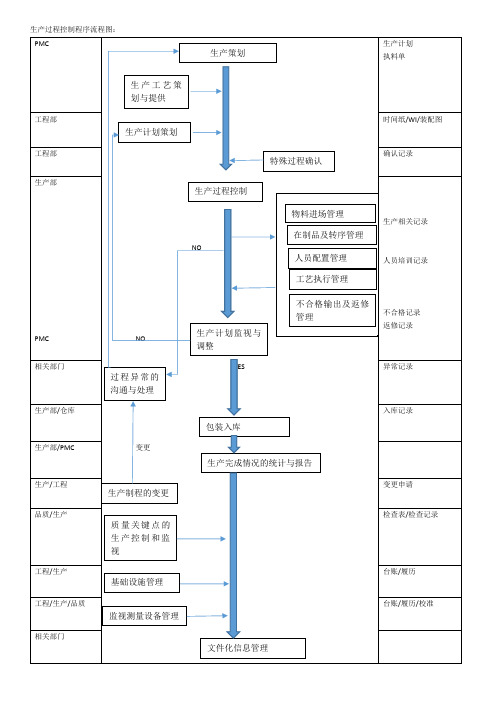
生产过程控制程序流程图
文件化信息管理
生产计划监视与 调整
YES
异常记录
过程异常的 ቤተ መጻሕፍቲ ባይዱ通与处理
生产部/仓库 入库记录
包装入库
生产部/PMC 变更
生产完成情况的统计与报告
生产/工程 变更申请
生产制程的变更
品质/生产 检查表/检查记录
质量关键点的 生产控制和监 视
工程/生产 台账/履历
基础设施管理
工程/生产/品质 台账/履历/校准
监视测量设备管理
pmc生产计划执料单工程部时间纸wi装配图工程部确认记录生产部pmcnono生产相关记录人员培训记录不合格记录返修记录相关部门yes异常记录生产部仓库入库记录生产部pmc变更生产工程变更申请品质生产检查表检查记录工程生产台账履历工程生产品质台账履历校准相关部门生产策划生产计划策划特殊过程确认生产过程控制在制品及转序管理物料进场管理人员配置管理工艺执行管理生产工艺策划与提供不合格输出及返修管理生产计划监视与调整过程异常的沟通与处理包装入库生产完成情况的统计与报告生产制程的变更质量关键点的生产控制和监视基础设施管理监视测量设备管理文件化信息管理
生产过程控制程序流程图: PMC 生产计划
生产策划
执料单
生产工艺策 划与提供
工程部 时间纸/WI/装配图
生产计划策划
工程部 生产部
特殊过程确认 生产过程控制 物料进场管理 在制品及转序管理
NO
确认记录
生产相关记录
人员配置管理 工艺执行管理 不合格输出及返修 管理
PMC 相关部门 NO
人员培训记录
不合格记录 返修记录
ISO9001生产过程控制程序(含流程图)

生产过程控制程序(ISO9001-2015)1.0目的对直接影响产品质量的生产、安装和服务的过程进行有效识别及控制,确保这些过程在受控状态下进行,并对其进行持续不断地改进。
2.0范围本程序适用于公司内所有用于产品生产的过程。
3.0定义与术语特殊过程:a.产品质量不能通过后续的测量和监控加以验证的工序;b.产品质量需进行破坏性试验或采用昂贵的方法才能测量或只能进行间接监控的工序;c.该工序产品仅在产品使用或服务交付后不合格的质量特性才能暴露出来。
4.0职责a.研发部:负责产品工艺流程、工艺标准的制订与确认;b.生管课:负责生产计划采购计划的编制,以及生产进度及交货期的协调与控制工作;c.品管课:负责生产过程的巡回检查以及进行有关指标的检验,反馈,正确做出结论;d.采购课:负责生产原、辅材料的采购;e.生产各课:负责按生产计划要求进行准备、按工艺要求、设备操作规范要求安排生产;负责生产工具的设备的请购、维护及生产现场环境的维护;f.总务部:负责人员的招聘与培训。
5.0作业流程5.1生产计划生产单位及相关单接到生管的《生产排程》及每周《生产计划表》进行生产前的准备工作。
5.2生产前准备a.相关部门接到《生产排程表》及每周《生产计划表》后,依计划表时程,进行人员、生产设备、工装夹具、检测设备及所有有关此产品的工艺技术、检验文件的准备。
b.生产车间组长根据《生产排程表》及每周《生产计划表》安排员工到仓库领料。
c.在做生产准备同时,生产组长须事先对生产操作员工解说相关产品特性及质量要求水准,以利过程质量的控制。
5.3首件生产a.新、旧产品首件加工完毕后由生产组长填写《首件确认表》进行送检工作按《例行检验及成品确认检验控制程序》执行。
b.如新产品首检不合格,生产车间须通知相关研发技术人员、品管人员解决异常原因后,须重新生产首件交品管及研发部门确认。
c.如首检不合格,因异常原因影响生产计划时,生产车间须通知生管课,由生管课作出生产调整。
生产计划管理程序(含流程图)

文件制修订记录
依据生产计划,对生产过程中影响产品质量的各个因素进行控制,保证生产作
业按规定的方法和程序在受控状态下进行,以满足客户和法规的要求。
2.0适用范围
本程序适用于产品的生产计划与过程控制。
3.0定义:
新产品:公司第一次生产的产品,以及因工艺变更、材料变更后的产品都属于新产品。
4.0职责
4.1生产部:负责生产现场使用文件和作业活动的正确性控制、材料控制、产品标识、工序检验、生产设备的日常维护。
4.2工程部:负责生产工艺文件与参数标准的制定与完善。
4.3 品质部:负责生产过程的首检、巡检、半/成品检验及异常报告与跟进处理。
4.4 生管:负责订单生产排程给生产部作成《生产命令单》对照生产作业。
4.5 采购:负责依据生产计划与排程提前采购备料入库及异常品质的及时处理。
5.0作业流程及内容
见附件。
6.0 注意事项:流程里所有不合格及异常产品按《不合格品管理控制程序》要求作业与处理。
7.0相关文件:
《文件管理控制程序》《记录管理控制程序》
《不合格品管理控制程序》《设备管理控制程序》
生产计划管理作业流程:。
生产计划控制流程图
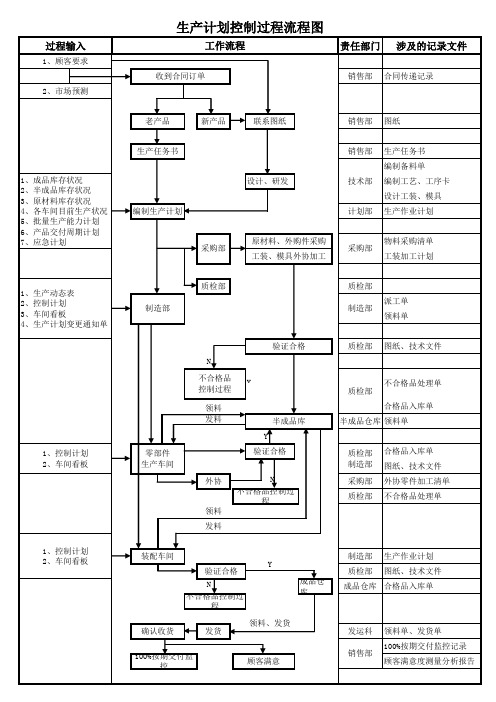
设计、研发
销售部 技术部 计划部
生产任务书 编制备料单 编制工艺、工序卡 设计工装、模具 生产作业计划
采购部
原材料、外购件采购 工装、模具外协加工
物料采购清单 采购部
工装加工计划
1、生产动态表 2、控制计划 3、车间看板 4、生产计划变更通知单
1、控制计划 2、车间看板
1、控制计划 2、车间看板
制造部
过程输入
1、顾客要求
2、市场预测
生产计划控制过程流程图
工作流程
责任部门 涉及的记录文件
收到合同订单
销售部 合同传递记录
老产品
新产品
联系图纸
销售部 图纸
1、成品库存状况 2、半成品库存状况 3、原材料库存状况 4、各车间目前生产状况 5、批量生产能力计划 6、产品交付周期计划 7、应急计划
生产任务书 编制生产计划
装配车间 Y
验证合格
N 不合格品控制过
程
成品仓 库
确认收货
发货
领料、发货
100%按期交付监 控
顾客满意
制造部 生产作业计划 质检部 图纸、技术文件 成品仓库 合格品入库单
发运科 销售部
领料单、发货单 100%按期交付监控记录 顾客满意度测量分析报告
质检部
质检部 制造部
派工单 领料单
零部件 生产车间
N
不合格品 控制过程
领料Байду номын сангаас发料
验证合格
Y
半成品库 Y 验证合格
外协
领料 发料
N
不合格品控制过 程
质检部 图纸、技术文件
不合格品处理单 质检部
合格品入库单 半成品仓库 领料单
ISO9001生产计划控制程序(含流程图)
生产计划控制程序(ISO9001-2015)1.0目的确保顺利达成客户订单的品质及交期。
2.0范围适用于接到客户订单至完成生产入库出货为止。
3.0定义与术语无4.0职责a.生管课:1.根据评审过的《生产制造单》通过ERP系统生成《生产排程表》、,需调整计划或插单时发出《内部联络单》或邮件形式通知相关单位进行调整。
2.根据物料需求和库存状况在ERP系统中编制《采购申请单》。
b.采购课:根据ERP系统中的《采购申请单》进行采购作业。
c.物料课:及时准确提供物料资讯,满足生产需要。
d.生产部:根据《生产排程表》准备及实施生产满足生产计划要求。
5.0作业流程5.1制订生产排程和采购计划a.生管与内销业务根据集团总部业务传来的客户订单后进行评审物料状况、库存状况、采购状况、和产能负荷等状况后,录入ERP订单管理系统中生成《生产排程表》和《采购申请单》。
b. 由生管物控员在ERP系统中进行生产计划维护后生产计划系统生产批次需求,生成《生产制造单》及《采购申请单》。
c.《生产排程表》、《生产制造单》经单位主管签名确认后,分发至相关单位。
另外,制三课、制五课成品的生产组装,由生管根据客人交期制订每周《生产计划表》、《出货表》执行生产。
同时仓库按生管提供的工单号码进行备料,并将欠料表及时提供给生管以便生管追踪。
d.采购员依据ERP系统中的《采购申请单》转化为《采购单》并按采购作业程序要求进行作业。
e .相关表单分发明细:1.《生产排程表》:制一课、制二课、制三课、制五课、品管课、物料课、采购课各一份。
2.《生产计划表》:制一课、制二课、制三课、制五课各一份。
3.《出货表》:制三课、制五课、物料课、业务文员各一份。
5.2进度跟催a.原材料进货交期依据《采购单》上的要求由采购员进行跟供应商交货。
物料采购回厂,由仓库收货员在ERP系统中打印《验收单》经品管验收OK后,由收货员在ERP系统中录入进货单(当天进货要求在20:00前完成单据录入)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R: 责任人: 对举措负责的部门 A: 决策者: 审批部门 (如决策者与责任人不一致) RA: 责任人和决策者: 责任和审批部门 S: 支持方: 提供支持的部门 I: 需被告知方:需要将举措通知到的部门 C: 需被咨询方:需要向此部门咨询建议
风险评估表
高
R1
R
影响
中 R3
低
低
中
高
问题发生频率
风险1: 措施1 风险2: 措施2
6) 生产能力试算表
6)
部材纳期表
7) 投入及流动日程
工程进度表
7)
每日生产投入计划发行
NO
R2
5-2) 确认产能
R1 确认材料
调整生产计划
2) 出货纳期管理表 3) 部材纳期表 4) 生产计划表 5) 工程能力表 6) 工程能力表 7) 工程进度表
8) 出荷欠数表 9) 出荷欠数表
8)
制造发行领料单领取材料
风险3: 措施3:
如果没有按计划要求确保材料,客户交期会延迟 部材先行订购,材料前倒跟踪 工程能力不足时,会影响客户交期 制造事先检讨工程能力,及时采取有效对策, 不影响客户交期的前提下,调整计划。 步留低下, 设备异常 根据技术部门事前预防措施(步留改善计划,跟踪每日工程品质进展 和设备故障)
输入 1)
订单输入
工艺流程图
输出
2) 出货要求 (出货计划)
2)
通过生产管理系统获取客户出荷要求
出荷流程程序書
3) 出货要求
3)
生产能力试算表
部材纳期表
根据出货要求,确认 产能,确认材料,库存
4) 生产计划 生产計画程序书
4)
YES
逆向作成满足客户出货需求的生产计划
5-1) 工程能力
5)
5-1)
5-2) 发注处理
9)
R3
产品生产8) 部材依赖表 9来自 产品在库管理表流程步骤
流程步骤-RASIC流程图
PAGE 2/5
生产管理课 制造课 品质保证部 生产技术课 制造技术课 商品开发课
(1) R (2) RA R (3) R R S (4) R R S (5) R R S (6) R R S (7) S R S (8) S R S (9) RA R S S S S