橡胶的硫化与成型技术1王作龄
橡胶的硫化与成型技术(十一)

户进 行 详 细商 量 , 以避免 模具 完 成 后双 方 产生
不 必 要 的麻 烦 。
模具设 计 的程序 如下 :
①在 完成上 述工 作 的基 础上 与模具 定购 单 位 就 有 关 模 具 的规 格 参 数 等 细 节 问题 进 行 商
洽;
该 方 法是在 模具 闭合 的状 态下将 胶料从 注
来采 用 自动流水 线进 行硫 化成 型 的方 法正越 来 越 普遍 。
⑥以图纸 或 数 据 为依 据 , 用 户 的意 见 与 将 要求 加 以汇 总并 征得用 户确认 ; ⑦绘 出模 具 制作详 图并进 行模 具制造 。 但是 , 在模具 制造 过程 中反 复 进 行 检 验 是
6 4 1 选 定硫 化成 型方法 ..
①模 压硫 化成 型
该方 法也 叫 作平 板 硫 化 成 型 , 是单 纯 地 将
胶 料 和预 成 型坯 料 装 人模 具 , 上 下压 缩 硫 化 经 成型 的方法 。
虽 然模 具简 单 , 脱模 费时且 硫化 周期 长 。 但
此外 , 料 易发 生偏差 , 易产生 气泡 和接头 融 装 容
④模具 制造 预算 。
必须将 上述 工作 内容作 为设计 准备条 件加
以收集 。此外 , 该 阶段 还 要 和使 用模 具 的用 在
合不 良现象 。但 是 由于模具 价格便 宜且 硫化 成 型简 单 , 以该 法 对 试 制模 具或 订货 量小 的批 所
量生 产模具 适用 。 ②移植 硫化 成 型
王作 龄 编译
摘 要 : 该 书 系编 译 自 由 日本 橡 胶 协 会 模 具 分 会 编 写 、 日本 工 业 调 查 会 于 20 年 1 04 1月 出 版 的
橡胶的硫化与成型技术22王作龄
第35卷第3期2008年3月世界橡胶工业W orld Rubber I ndustry Vo.l 35No .3:45~49M ar .2008新书连载橡胶的硫化与成型技术(二十二)王作龄编译摘要: 该书系编译自由日本橡胶协会模具分会编写、日本工业调查会于2004年11月出版的 !∀ 用金型技术 一书。
全书共分10章:模具工业动向、橡胶与弹性体、橡胶与弹性体的硫化方法及其进步、模具内胶料流动和硫化行为与模具设计的关系、配炼与配方设计、模具设计、橡胶制品模具、模具制作、脱模与防止污染、硫化事故与对策。
关键词: 橡胶;硫化;成型;模具设计;模具制作中图分类号:TQ 330.4,TQ 330.6,TQ 330,TQ 334文献标识码:E 文章编号:1671-8232(2008)03-0045-05编译者简介:王作龄(1938-),男,山东青岛人,高级工程师,长期从事橡胶科技情报研究,日文科技文献翻译及审定工作。
10.3.5 硫化(1)模具结构 关于硫化模具的结构需要考虑的问题如下:硫化制品脱模时,模具与制品之间呈似真空的结构,往往会造成脱模困难,且制品易带外伤;模腔终点由于没有排气道,胶料流动的端头容易产生气泡、缺损、疵点或橡胶变质等质量缺陷;调节混炼胶流动的模具的表面状态的维持,例如,对于模具表面呈切削痕样的线状表面,在与线状成直角方向上出现胶料流动困难的现象;包括胶边的周围在内,应能保持均匀的压力;导柱、脱模销应能与衬套之间精确地配合一致;应能保持与热板接触的模具外表面的平滑性;应为容易清洗和修补的模具结构或装配式结构。
(2)硫化机的能力 指对于加压方向投影面积可得到所需的硫化压力。
该压力由模具受压面积与所用硫化机柱塞面积之比确定。
(3)温度调节装置 必须正确地测量、调节模具的温度,感温元件往往因老化而变得不敏感。
要预先检查调温装置与模腔表面温度的一致性。
此外,必须注意加热器的断线问题。
(4)硫化温度与时间 对设定的硫化温度和硫化时间须予以确认。
橡胶的硫化与成型技术_八_
第5章 配炼与配方设计
5. 1 前言
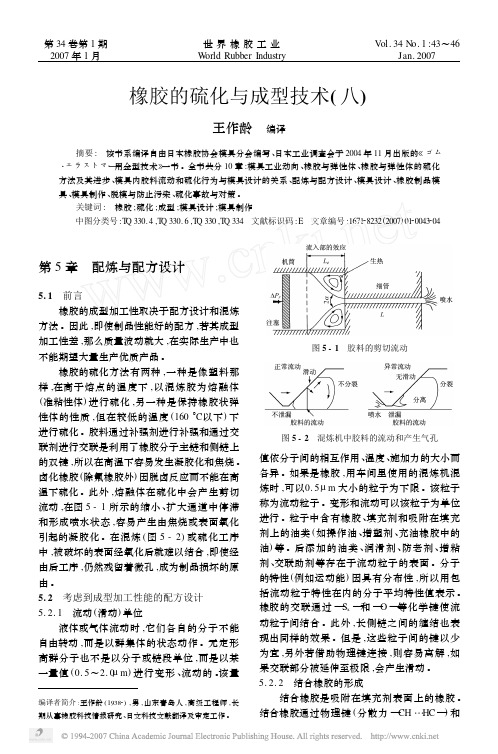
橡胶的成型加工性取决于配方设计和混炼 方法 。因此 ,即使制品性能好的配方 ,若其成型 加工性差 ,那么质量波动就大 ,在实际生产中也 不能期望大量生产优质产品 。 橡胶的硫化方法有两种 , 一种是像塑料那 样 ,在高于熔点的温度下 , 以混炼胶为熔融体 (准粘性体) 进行硫化 , 另一种是保持橡胶状弹 性体的性质 , 但在较低的温度 ( 160 ° C以下 ) 下 进行硫化 。胶料通过补强剂进行补强和通过交 联剂进行交联是利用了橡胶分子主链和侧链上 的双键 ,所以在高温下容易发生凝胶化和焦烧 。 卤化橡胶 ( 除氟橡胶外) 因脱卤反应而不能在高 温下硫化 。此外 , 熔融体在硫化中会产生剪切 流动 ,在图 5 - 1 所示的缩小 、 扩大通道中停滞 和形成喷水状态 , 容易产生由焦烧或表面氧化 引起的凝胶化 。在混炼 ( 图 5 - 2 ) 或硫化工序 中 ,被破坏的表面经氧化后就难以结合 ,即使经 由后工序 ,仍然残留着微孔 ,成为制品损坏的原 由。 5. 2 考虑到成型加工性能的配方设计 5. 2. 1 流动 ( 滑动) 单位 液体或气体流动时 , 它们各自的分子不能 自由转动 , 而是以群集体的状态动作 。无定形 高群分子也不是以分子或链段单位 , 而是以某 μ 一量值 ( 0. 5 ~2. 0 m) 进行变形 、 流动的 。 该量
> Cl 。乙烯含量多的 S2SBR ( 溶液聚合丁苯橡 胶) 作为轮胎生产的橡胶原料已经实用化 。
R - Sn - Cl + ( CB ) C - H →( CB ) C - Sn - R + HCl
② NR 末端的化学改性 R - O - P - OH + ( CB) C - H →( CB) C - P R + H2 O ③ 乳聚丁苯橡胶 ( E2SBR) 聚合中用烷基硫 醇作为分子量调节剂 R - SH + ( CB) C - H →( CB) C - R + H2 S 此时 ,为了使 H2 S 稳定 ,不饱和脂肪酸锌盐 是必要的 。上述例子中只有 ②、 ③ 的化学改性 已经实用化 。 ( 4) 结合橡胶生成过程中混炼和环境条件 的控制 。 ① 混炼的临界温度 : 顺丁橡胶为 160 ° C、 丁 腈橡胶为 160 ° C、 丁苯橡胶为 150 ° C、 天然橡胶 为140 ° C 。若混炼温度过高 , 则橡胶2橡胶间也 会生成化学键而产生凝胶化现象 。 ② 需要一定量的水分 , 过多过少都不好 。 填充剂保管不当 , 和表面多孔的片状胶料水冷 时干燥不充分等均是混入水分多的原因 。特别 是用双凸棱切线式转子密炼机混炼的胶料和天 然橡胶的塑炼胶需要注意 。最好在恒温恒湿 ( 20 ° C , 55 %) 的条件下保管原材料和进行混 炼。 ③ 混炼胶中含有酸性化合物 ( 含路易斯酸) 和存在过多水分时 , 则会生成 H 。在造粒工 序中 , 炭黑和水混合并用空气干燥时容易发生 氧化 ,pH 值趋向酸性 。即使同一生产厂家的同 一品牌炭黑若生产车间不同 , 凝胶化起始时间 的差异也很大 。此外 , 混炼中操作油的吸收速 度也会因炭黑被氧化而减慢 。干法造粒的炭黑 不存在这样的问题 。 白炭黑和陶土因其表面带有硅醇基2 ( Si2 OH) 而属于酸性物质 , 当有水存在时便容易产 + 生 H 。特别是沉淀法白炭黑或水洗陶土需要 注意 。因此 ,最好是添加碱性物质和使用碱性 填充性 ( 例如未氧化的炭黑 、 碳酸钙 、 经硬脂酸 处理的胶体碳酸钙等) 。 由酸凝固的乳液聚合橡胶 ( 如丁苯橡胶 、 丁 ) 腈橡胶 和天然橡胶 ,残留有金属催化剂的乳液 聚合和溶液聚合橡胶等也要注意 pH 值 。但 是 ,用作乳化剂的脂肪酸和松香酸与氧化锌 ( 十 水分) 一起可发挥有效作用 。
橡胶百科_一_
第35卷第4期2008年4月世界橡胶工业W orld Rubber I ndustryVo.l35No.4:50~53Apr.2008编者按:5橡胶的硫化与成型技术6一书己连载完毕。
这一举措在读者中博得了好评。
为了进一步向广大读者朋友们推荐国外出版的橡胶技术新书。
兹从本期起再连续刊登由日本朝启书店出版的5 ÀN事典6一书。
全书共分六章:橡胶科学和技术发展史;橡胶科学;橡胶材料;橡胶配方与加工;橡胶制品;橡胶与地理环境。
希望继续得到广大读者的欢迎与青睐。
该书仍由我国橡胶界资深翻译家王作龄先生编译。
新书连载橡胶百科(一)王作龄编译摘要:简要叙述了橡胶科学的发展史。
介绍了从野生橡胶演变到人工栽培橡胶树的全过程。
文中还回顾了硫化技术的发现与发展。
关键词:野生三叶橡胶树;栽培;硫化中图分类号:TQ332;TQ333文献标识码:E文章编号:1671-8232(2008)04-0050-041橡胶科学与技术发展史人类发现具有高弹性和奇特力学性质的天然橡胶,迄今已有几百年的历史了。
在以交联为主的橡胶加工技术发展过程中,人们开发了许多种合成橡胶,并有效地利用其各自的特征,确立了橡胶在材料科学中的地位,迎来了橡胶科学技术的成熟期。
以橡胶为主要原料制造的轮胎,作为飞机和汽车必不可少的部件,已成为近代社会不可缺少的组成部分。
此外,约在40年前问世的热塑性弹性体,是一类与硫化橡胶加工方法不同的材料,已在橡胶领域异军突起。
下文将探讨橡胶的变迁,展望橡胶弹性体的明天。
1.1野生橡胶时代被称为天然橡胶(NR)的物质,正如由其学名)巴西三叶橡胶树(H evea brasiliensis)所想象的那样,它是从生长在亚马逊河流域的野生的树木上采集的胶乳,经酸凝固后再经洗涤得到的固态物。
NR是一种由植物产生的数量不多的烃,是由异戊二烯单元的立体结构约100%顺式-1,4结构组成的高度立构规整性聚合物。
由于这种橡胶结构的缘故,至今它只能用于制造那些不能用合成橡胶制造的制品,NR 的消耗量现在仍然保持在占生胶总消耗量的30%~40%的水平上。
橡胶的硫化与成型技术1王作龄
表 1- 3 模具表面处理方法
模具用金属材料的表面处理 硬质铬镀层处理 研磨、抛光加工 喷砂处理 氮化处理 氟树脂涂层 各种镀层处理( 电解镀层、非电解镀层)
采用企业, % 34 18 15 8 7 6
陶瓷 涂层 ( SiC、SiN 、TiN、TiC、CrN 、DLC、
氧化铝等)
4
复合镀层处理
3
氧化铝膜处理( 铝合金)
第 33 卷第 6 期
王作龄. 橡胶的硫化与成型技术( 一)
59
新书连载
橡胶的硫化与成型技术( 一)
王作龄 编译
摘要: 该书系 编译自由日本橡胶协 会模具研究分会编 写、日本工 业调查会于 2004 年 11 月出 版的 ! ∀一用 金型技术 一书。全书 共分 10 章: 模 具工业 动向、橡胶与 弹性体、橡胶 与弹性 体
S45~ 55C、PSL
三元乙丙橡胶 ( EPDM )
S45C、S55C、NAK、SS41、SKD11、 SCM 钢
氯丁橡胶( CR)
S45~ 55C、SS41
硅橡胶( Q)
铝合金、S55C
氟橡胶( FKM )
S45~ 50C、不锈钢
丙烯酸酯橡胶( ACM)
SUS420
橡胶模具(一)
・
6 2・
世
界
橡
胶
工
业
.ll’',l-’ , 、
2 书连载 : 新
- t‘ 。 I t ‘ 。 ‘‘ ,
橡胶模 具 ( ) 一
王 作 龄 编译
摘 要 : 着 重介 绍 了橡 胶 模 压 制 品 用 硫 化 模 具 的 种 类 、 本 结 构 、 部 分 名 称 及 其 作 用 等 。 基 各
的模具 的基 本形 式 。
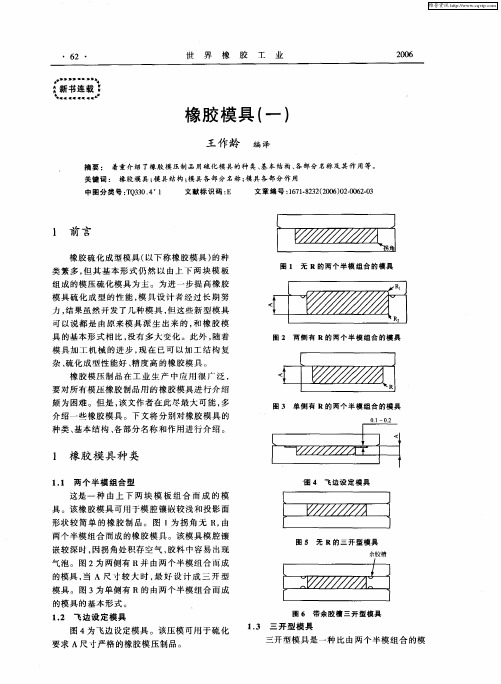
12 飞 边设 定模具 . 图 4为 飞边设 定模具 。该压 模可 用 于硫 化 要 求 A尺 寸严 格 的橡胶模 压 制 品。
图 6 带余 胶 槽 三 开 型 模 具
1 3 三 开型模 具 .
三开型模 具 是一 种 比 由两个 半模 组合 的模
维普资讯
图 8 两 侧 有 R 的 三 开 型模 具
锥度
图 1 半 不 溢 式 模 具 1 图 9 带 锥 度 不 溢 式 模 具
余胶槽
飞边
图 1 模 芯 模 具 2
围 l 带 余 胶 槽 不 溢 式 压 模 O
芯
具更 容易 加工 的模 具 。用该 模具 硫化 的橡 胶制
品需要 修边 。这 种 模 具 在 对 开 模 中设 置 有 中 模 , 以 可用 于硫 化 咬边 大 的橡 胶 制 品 。 图 5 所 为三开 型模具 的基 本 形 式 ( 中 的 中模称 为框 其
关 键 词 : 橡 胶模 具 ; 具 结 构 ; 具 各 部 分 名 称 ; 具 各 部 分 作 用 模 模 模 中图 分 类 号 :Q 3 . 1 T 304 文 献 标 识 码 : E 文章 编 号 :6 1 22 20 )206 -3 17- 3 (060 ・0 2 8 0
橡胶的硫化与成型技术(二十一)

充分进 行水 洗 。 被 粘材 料 的表 面 处 理 方 法 主 要 是 氧 化 处 理, 就是 橡 胶 在硫 化 中与 粘合 剂之 间通 过 化学
反 应 将 生 成 主 价 键 样 的 极 性 基 均 匀 地 建 立 在 表
1 . .4 模 具 污 染 02 1
表面 的污染 , 且 会对 硫 化制 品 表 面状 态 产生 而
不 良影 响 。
关 于模具 污 染 的原 因前 面 已经 叙 述 过 , 希 望在配 方设计 和模 具设 计时进 行研究 。在 此讨 论 生产 工艺 流程 中模 具 污染增 大 的问题 。 根 据对模 具 污染原 因进行 的深 入研究 大致
:新书连载 :
l l l l t l l l
,
橡 胶 的硫化 与成 型 技 术 ( 十 一 ) 二
王作 龄 编译
摘 要 : 该 书 系编 译 自 由 日本 橡 胶 协 会 模 具 分 会 编 写 、日本 工 业 调 查 会 于 2 0 0 4年 l 1月 出 版 的
《 厶 ・ 工 灭 I 一 用金 型技 术 》 书 。 全 书共 分 1 - 7 一 0章 : 具 工 业 动 向 、 胶 与 弹 性 体 、 胶 与 弹 性 体 模 橡 橡 的 硫 化 方 法及 其进 步 、 具 内胶 料 流 动 和硫 化行 为 与模 具 设 计 的 关 系 、 炼 与 配 方设 计 、 具 设 计 、 胶 模 配 模 橡 制 品 模 具 、 具 制 作 、 模 与 防 止 污 染 、 化 事故 与对 策 。 模 脱 硫
的性状 变化而 在所涂 布 的部分 可观察 到 出现混
浊 不清 等变化 。此外 , 当喷涂 的空气 压力 降低 ,
橡胶试验方法_二十九_摘自日本_试验法_王作龄
新书连载·橡胶试验方法(二十九)——摘自日本《ゴム試驗法》王作龄,张卓娅 编译4.6 动态试验 4.6.1 动态性能试验[1~9]动态性能试验是用于研究硫化橡胶动态粘弹性能的试验,原理上是给予振动的刺激,读取弹性应答和粘性应答。
振动波形虽然也有短形波和三角波等,但一般使用正弦波。
粘弹性体有限性区和非线性区,而本章以线性粘弹性论为基础进行处理。
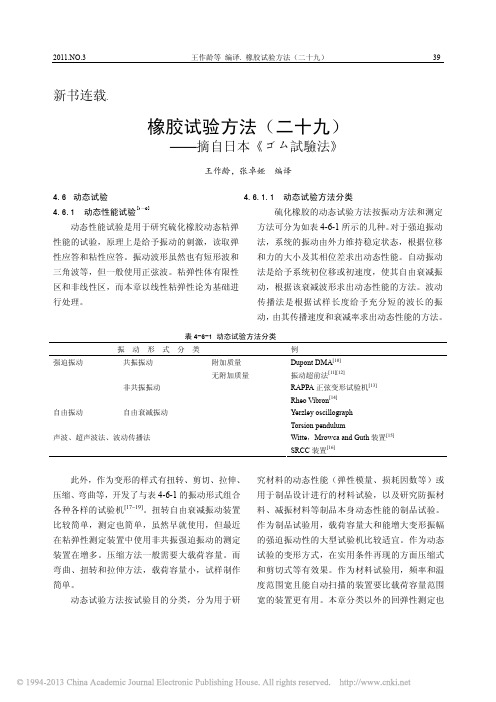
4.6.1.1 动态试验方法分类硫化橡胶的动态试验方法按振动方法和测定方法可分为如表4-6-1所示的几种。
对于强迫振动法,系统的振动由外力维持稳定状态,根据位移和力的大小及其相位差求出动态性能。
自动振动法是给予系统初位移或初速度,使其自由衰减振动,根据该衰减波形求出动态性能的方法。
波动传播法是根据试样长度给予充分短的波长的振动,由其传播速度和衰减率求出动态性能的方法。
表4-6-1 动态试验方法分类振 动 形 式 分 类例附加质量 Dupont DMA [10] 共振振动无附加质量振动超前法[11][12]RAPPA 正弦变形试验机[13] 强迫振动 非共振振动Rheo Vibron [14] Yerzley oscillograph 自由振动 自由衰减振动Torsion pendulumWitte ,Mrowca and Guth 装置[15] 声波、超声波法、波动传播法SRCC 装置[16]此外,作为变形的样式有扭转、剪切、拉伸、压缩、弯曲等,开发了与表4-6-1的振动形式组合各种各样的试验机[17~19]。
扭转自由衰减振动装置比较简单,测定也简单,虽然早就使用,但最近在粘弹性测定装置中使用非共振强迫振动的测定装置在增多。
压缩方法一般需要大载荷容量。
而弯曲、扭转和拉伸方法,载荷容量小,试样制作简单。
动态试验方法按试验目的分类,分为用于研究材料的动态性能(弹性模量、损耗因数等)或用于制品设计进行的材料试验,以及研究防振材料、减振材料等制品本身动态性能的制品试验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
62
世界橡胶工业
2006
表 1-4 胶种与模具用金属材料及表面处理
金属材料 表面处理
普通结构 用轧制钢
硬质铬 镀层
NR、NBR 、 CR、EPDM、 Q、ACM 、NRBR
氟树脂 涂层
NR、CR
机械结构 用碳素钢
合金工 具钢
NR、SBR、 NBR、CR、 IIR、Q 、FKM、 N BR、Q ACM、 CSM、
第 1 章 模具工业动向
1. 1 前言 大部分橡胶都通过模具加工成型为各类制
品和零部件, 如果没有模具就不能制造橡胶制 品和部件, 模具是橡胶制品加工业不可缺少的 工具。橡胶硫化成型就是将混炼胶通过成型加 工机械, 用模具硫化成型为制品的工序, 可分为 平板模压硫化成型、注射成型、挤出成型、浇注 成型等各种成型方法。橡胶一般是在成型的同 时进行硫化( 交联) 的, 但也有在另外工序里进 行硫化的情况。近年来, 在用注射成型等工艺 的高温短时间硫化工序中, 模具也成为重要的 环节。
S45~ 55C、PSL
三元乙丙橡胶 ( EPDM )
S45C、S55C、NAK、SS41、SKD11、 SCM 钢
氯丁橡胶( CR)
S45~ 55C、SS41
硅橡胶( Q)
铝合金、S55C
氟橡胶( FKM )
S45~ 50C、不锈钢
丙烯酸酯橡胶( ACM)
SUS420
氯醚橡胶( ECO)
S45~ 50C、不锈钢
从模具的主要研究课题看, 在制造和改进 方面需要重视和有待解决的问题如下:
第 33 卷第 6 期
王作龄. 橡胶的硫化与成型技术( 一)
61
表 1- 2 与不同橡胶相对应的模具用金属材质
胶种
制造模具用金属材质
天然橡胶( NR)
S45~ 55C
顺丁橡胶( BR)
S45C、SUS303、DDV
丁腈橡胶( NBR )
橡胶制品多半是在比玻璃化温度高的温度 条件下使用的, 硫化成型工序以橡胶的固体状 态于 150~ 210 下进行, 所以理论计算少, 实 际上多数是根据以往的经验和直觉 进行设计 的。因此, 对于橡胶模具和塑料模具来说, 由于
所用材料的特性不同, 所以模具的设计和结构 也不同。
橡胶需要硫化, 胶料在模具中其粘度会 产生微妙的变化;
在成型硫化工序中, 橡胶的粘性、流动性、 硫化特性等橡胶的基本物理性能对橡胶制品特 性均有影响。因此, 需要弄清楚对材料特性的 管理、设备的研究、成型硫化加工技术、模具等 诸问题。将胶料成型硫化为具有一定形状的金 属模具, 它在成型硫化过程中的问题包括模具 的强度、刚性、导热系数、热膨胀系数、结构( 排 气孔、合模面) 、电镀、边缘部的 R 等, 而这些问 题与成型硫化尺寸、耐久性、硫化时间、开模缩 裂、脱模性、模具污染等加工性能休戚相关。
2
氟树脂( 埋入式) 处理
1
其它处理方法( 淬火、氧化膜原 样) 保持 1
金属氧化膜
硬质铬镀层的耐久性、改善模具耐污染 和脱模性及清洗保管方法;
耐久性好的非电解镀层; 镀层处理后各部件间的配合性; 用氟树脂涂层的模具寿命短暂及其清 洗保管方法。 关于模具的表面处理问题, 不进行表面处 理便直接使用的企业占 10% , 只进行硬质铬镀 层处理便使用的企业占 34% , 其余的企业是先 进行如表 1- 3 所示的表面处 理, 而后再进行硫 化成型。在目前使用的模具中, 胶种与模具用 金属材料和 表面处 理的组 合情 况如表 1- 4 所 示。 就表面处理而言, 硬质铬镀层处理可应用 于所有胶种的硫化模具, 其次氟树脂涂层可有 效地用于 7 种橡胶的硫化模具, 其它的非电解 镍镀层处理、氮化处理、陶瓷涂层、氮化铬处理、 含有聚四氟乙烯的复合型镀层处理、氧化铝膜 处理等可用于 少量胶种的硫化模具的表面处 理。 就模具而言, 可直接使用金属模具或者经 表面处理后再使用, 该文作者对模具行业提出 了以下研究课题, 即: 模具技术整体系统化; 无胶边模具和高精度模具的设计; 模具表面处理技术的进步; 针对硫化事故采取相应措施的模具设
60
世界橡胶工业
2006
用金属模具制造。 至于模具有平板硫化机用模压模具、注射
成型用模具、挤出成型用模具; 96% 的橡胶企业 使用平板硫化机用模压模具, 其次是注射成型 用模具( 67% ) 及挤出成型用模 具( 42% ) , 除此 之外有 12% 的企业使用磁力加压模具、RIM 反 应注射成型用模具、卷蒸成型模具、浇注模具和 吹塑成型模具。
的硫化方法及其进步、模具内橡胶流动和硫化行 为与模具设计的关系、配炼与配方设 计、模具 设计、橡胶 制品模具、模具制作、脱模与防止污染、硫化事故与对策。
关键词: 橡胶( 弹性体) ; 硫化与成型; 模具设计与制作; 问题与对策 中图分类号:TQ 330. 4,TQ 330.6,TQ 332,TQ 333,TQ 334 文献标识码: E 文章编号:1671- 8232(2006) 06-0059- 05
ECO BR 、 EPDM、
T PE
铬钼钢 ( 镍钼钢)
不锈钢
铝合金
EPDM ( Q )
NBR 、 CR、 Q
FKM 、CSM
BR
NR、NR- SBR
非电解 镍镀层
EPDM、IIR
碳素工具钢 EPDM
氮化处理
CR
EPDM、CR
陶瓷涂层
NR
复合镀层
IIR
氮化铬处理
IIR 、FKM
计; 快速硫化模具; 自动化、省力化硫化模具。
第 33 卷第 6 期
王作龄. 橡胶的硫化与成型技术( 一)
59
新书连载
橡胶的硫化与成型技术( 一)
王作龄 编译
摘要: 该书系 编译自由日本橡胶协 会模具研究分会编 写、日本工 业调查会于 2004 年 11 月出 版的 ! ∀一用 金型技术 一书。全书 共分 10 章: 模 具工业 动向、橡胶与 弹性体、橡胶 与弹性 体
在模具的设计和制造方面, 橡胶企业外加 工模具的情况分为以下三种:
全部模具设计由橡胶厂自己完成, 只要 求模具制造厂作金加工。
橡胶厂提供试制中试模的收 缩率等条 件, 要求模具制造企业进行设计和制造。
将橡胶制品的设计图纸和所 要求的内 容附在设计说明书上, 按图定制。
72% 的企业自行设计模具, 关于模具制造, 完全依靠模具制造企业加工的占 65% , 公司自 行制造的占 3% , 由模具制造企业和橡胶企业 协作制造的占 20% , 属于上述第一种情况的企 业居多数, 即由具有专业技术的企业制造模具 这是目前的现状。
无胶边压模的设计和耐久性; 降低成本, 缩短交货期; 根据收缩率、填充率、制品形 状不同考 虑橡胶收缩问题; 多模腔化与快速更换的平衡; 考虑排气设计; 大型制品的开模缩裂问题; 各种橡胶金属复合制品的金 属附件与 模具收缩之间的关系( 尺寸和伤痕) ; 溢流部的挡块和流胶槽的设定; 模腔数量的设定; 胶料在模腔内的流动特性; 橡胶模具的部件减量; 通过计算设计注胶口和流胶道的方法; 流痕部位容易产生撕裂的问题; 缩短注射成型的注胶时间。 1. 3 模具表面处理 为使硫化胶从模具中顺利脱模和防止模具 污染可用多种方法对模具表面进行处理, 一般 多采用硬质铬镀层处理方法, 其次还有如表 1- 3 所示的研磨、抛光、喷砂处理、氮化处理、氟树脂 涂层、各种镀层处理( 电解镀层、非电解镀层) 等 方法。陶瓷涂层处理方法应用较少, 这是因为 存在着成本和耐久性方面的问题。 从模具的基本研究课题看, 在表面处理和 有待改善方面存在的问题如下: 能改善耐久性、模具耐污染性及脱模性 的表面处理方法; 由强碱、喷砂等清洗方法引起的镀层剥 离和镀层的耐久性;
表 1- 3 模具表面处理方法
模具用金属材料的表面处理 硬质铬镀层处理 研磨、抛光加工 喷砂处理 氮化处理 氟树脂涂层 各种镀层处理( 电解镀层、非电解镀层)
采用企业, % 34 18 15 8 7 6
陶瓷 涂层 ( SiC、SiN 、TiN、TiC、CrN 、DLC、
氧化铝等)
4
复合镀层处理
3
氧化铝膜处理( 铝合金)
切削、硬度低、热膨胀系数大等特征, 因而在近 几年得到大量应用。另外, 导热系数是钢材 2 ~ 3 倍、切削性 和拉深加工性都很优异的铜合 金( 如 HIT 75 等) 也已开始被采用。
实际上, 制造橡胶模具采用的金属材料与 表 1-1 所示 的塑料 模具所 采用的 金属 材料一 样, 正如所预料的那样, 系使用一般结构用轧制 钢、机械结构用碳钢、碳素工具钢、合金工具钢、 不锈钢、铝合金等。但是, 关于铜合金等新的金 属材料的规格尚不明确。轮胎等模具的金属材 料可采用铝合金, 由于量轻和切削加工性好, 今 后有望获得较大的发展。在表面处理方面, 光 有氧化铝膜处理技术还不够, 氮化铬等处理方 法也受到了业内人士的关注。
从模具制造的基本状况看, 在金属原材料 和需要改进的方面还存在以下问题:
模具污染; 腐蚀、生锈、发霉; 磨耗及磨耗引起的废胶边产生; 耐久性; 切削等加工性能; 模具廉价; 由压力和温度引起的变形较小的材质。 关于制造模具的金属原材料, 不论采用哪 一种一般都不公开, 据说是普通软钢( 一般结构 用轧制钢 SS41~ SS50) 、半硬钢( 机械结构用碳 钢 S45C) 、铸钢、特种铝合金、不锈钢等。制造 模具 用 的 金 属 原 材 料 虽 然 主 要 使 用 S50C、 NAK55、HPM、不锈钢等, 但就试制而言, 因加工 速度的原因, 采用铝合金为金属原材料的企业 也很多。一般 性模具, 多采 用 NAK 和 HPM 的 预硬化钢制造。制造模具的金属材料很多, 可 从软钢到特 种钢 材中 选择, 但 橡 胶模 具使 用 S50C 和 NAK 最多。 由于铝合金具有导热性高、机械加工时易
不锈钢
SUS420、STAVAX 、PSL、Z50、SU S304、 H PM- 38、SUS303