色差仪知识培训课程
色差检验培训
.
6
型标准光源箱操作规程
• 4、D65光源(平均太阳光,色温度6500度K), 一般作为标准光源用作配色检验比色;A(色温 度2854度K,近日出或日落时之日光)、F光源用 作评价颜色的异谱同色程度;UV光源(紫外光) 用作补充D65光源的紫外成份及检验荧光物。四 种光源可单独使用,D65光源和UV光源也可组合 使用。
• 1、将光源箱安置好后,插上电源,参照控制面板, 按电源开关,再按D65按钮开关,此时D65标准 关及F按钮开关为互 锁开关,UV按钮开关为带锁开关,可以单独操作, 以与其他各类光源相配合。
• 3、灯管使用时间为2000小时,参阅时间显示器, 更换灯管后一定要按“清零”键和所更换的灯管 对应键,对累计时间清零,保证灯管使用时间从 零开始累计。
重庆****汽车配件有限公司
色差检验培训
.
1
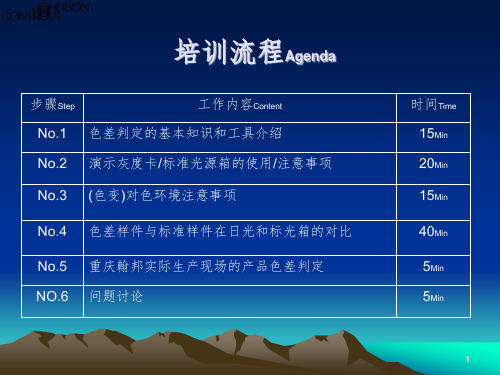
培训流程Agenda
步骤Step
工作内容Content
No.1 色差判定的基本知识和工具介绍
No.2 演示灰度卡/标准光源箱的使用/注意事项
No.3 (色变)对色环境注意事项
No.4 色差样件与标准样件在日光和标光箱的对比
No.5 重庆翰邦实际生产现场的产品色差判定 NO.6 问题讨论
• 5、使用光源箱对比颜色时,应尽量避免外界光线 照射到被测物品上,灯箱内不放置其它杂物。
.
7
对色环境注意事项:
• 1、光源亮度必须足够。 (光源不足时会影响对色效果,尤其是深暗色。)
• 2、材质纹路必须是同一方向。 (对色时材质方向不同时,色浓度及色光可能会 误判。)
• 3、背景色必须一致。 • 4、比较样与样品的温度要保持一致。
(色样出缸需冷却后对色。) • 5、连续对色时必须注意残像有影响。
色容差培训资料
仪器检测法
优点是精度高、准确性好;缺点是成本高、操作复杂。
目视检测法
优点是操作简单、成本低;缺点是主观性强、精度低。
自动检测法
优点是高效、准确、自动化程度高;缺点是成本较高、技术难度较大。
03
CHAPTER
色容差控制技术与应用领域
通过建立统一的色彩空间和标准,确保不同设备、材料和观察条件下的色彩一致性。
操作原理
目视检测法适用于颜色差异较大的情况,但对于微小色差或特定颜色的检测可能存在困难。
适用范围
仪器检测法是一种利用专业色差检测仪器对产品表面颜色进行测量的方法。
定义
通过测量产品表面的反射光谱或透射光谱,得到颜色差异的数据。
操作原理
仪器检测法适用于微小色差或特定颜色的检测,具有较高的精度和准确性。
产品质量影响
消费者体验影响
市场竞争力影响
色容差可能导致消费者对产品颜色的期望与实际不符,影响消费者的购买决策和体验。
在竞争激烈的市场中,产品颜色准确与否可能影响产品的市场竞争力。
03
02
01
02
CHAPTER
色容差检测方法与设备
目视检测法是一种通过人眼直接观察产品表面颜色差异的方法。
定义
操作人员通过对比产品不同区域的颜色,判断是否存在色差。
加强品牌宣传和推广,提高品牌知名度和美誉度,以增强市场竞争力。
加强品牌建设
THANKS
感谢您的观看。
01
色彩平衡调整
通过调整图像的RGB通道的强度,以实现色彩的平衡和校正。
02
色彩饱和度调整
通过调整图像的饱和度参数,以增强或减弱图像的色彩强度。
1
2
3
色差检验培训课堂PPT
5
型标准光源箱操作规程
• 4、D65光源(平均太阳光,色温度6500度K), 一般作为标准光源用作配色检验比色;A(色温 度2854度K,近日出或日落时之日光)、F光源用 作评价颜色的异谱同色程度;UV光源(紫外光) 用作补充D65光源的紫外成份及检验荧光物。四 种光源可单独使用,D65光源和UV光源也可组合 使用。
培训流程Agenda
步骤Step
工作内容Content
No.1 色差判定的基本知识和工具介绍
No.2 演示灰度卡/标准光源箱的使用/注意事项
No.3 (色变)对色环境注意事项No.4ຫໍສະໝຸດ 色差样件与标准样件在日光和标光箱的对比
No.5 重庆翰邦实际生产现场的产品色差判定 NO.6 问题讨论
时间Time 15Min 20Min 15Min 40Min 5Min 5Min
• 5、使用光源箱对比颜色时,应尽量避免外界光线 照射到被测物品上,灯箱内不放置其它杂物。
6
对色环境注意事项:
• 1、光源亮度必须足够。 (光源不足时会影响对色效果,尤其是深暗色。)
• 2、材质纹路必须是同一方向。 (对色时材质方向不同时,色浓度及色光可能会 误判。)
• 3、背景色必须一致。 • 4、比较样与样品的温度要保持一致。
2
基本知识和判定工具
➢ 判定工具 灰度卡:
灰色样卡是由五对或九对无光的灰色卡片组成的、用于分辨判定纺织品色差级别的标准样卡.在一 定的外界条件,如光源、光入射方向、试样方向等在规定条件下,检验人员通过肉眼比较实物颜色变化 和灰色样卡色差的一致性,对检测样品给出相应的判定。
色差仪操作指导书

色差仪操作指导书操作指导书章节一、引言1.1 简介这份操作指导书介绍了如何正确操作色差仪。
通过本指导书的学习和实践,您将能够准确测量和分析颜色差异。
1.2 背景色差仪是一种用于测量物体的颜色差异的仪器。
它可广泛应用于多个行业,如印刷、油漆、纺织等领域。
1.3 目的本操作指导书的目的是为了帮助用户正确操作色差仪,以确保得到准确且可靠的测量结果。
章节二、术语和定义2.1 色差色差是指两种颜色之间的差异。
色差可以通过计算颜色参数之间的差异来表示,例如LAB色彩空间中的Delta-E值。
2.2 色彩空间色彩空间是用来描述和表示颜色的数学模型。
常见的色彩空间有RGB、CMYK和LAB等。
2.3 标准样品标准样品是确保测量的准确性和一致性的基准物体。
它具有已知的颜色数值,可用于校准色差仪。
章节三、准备工作3.1 检查设备在操作色差仪之前,确保仪器完好无损并且正常运行。
检查仪器的电源、显示屏、控制按钮等。
3.2 校准色差仪在开始实际测量之前,需要对色差仪进行校准。
校准过程可根据仪器的使用说明进行。
章节四、测量步骤4.1 设置测量条件根据实际需求,设置测量条件,如光源类型、观察角度、测量模式等。
4.2 放置样品将待测样品放置在色差仪的测量台上,并确保样品与仪器之间没有光线的干扰。
4.3 开始测量按下测量按钮,色差仪将会进行测量。
等待测量结果稳定后,记录下颜色参数值。
4.4 分析结果根据测量结果进行颜色差异的分析。
比较不同样品之间的差异,并进行必要的调整和改进。
章节五、常见问题和解决方法5.1 无法启动色差仪若色差仪无法启动,请检查电源线是否插好,电源是否正常,以及机器是否处于故障状态。
5.2 测量结果不准确若测量结果与实际颜色不符,请检查是否进行了正确的校准,以及是否设置了适当的测量条件。
5.3 其他问题如遇到其他操作问题,请查阅色差仪的使用手册,或者联系供应商进行咨询和技术支持。
本文档涉及附件:附件1:色差仪使用手册附件2:校准步骤示意图本文所涉及的法律名词及注释:1:标准样品:在法律规定中,标准样品是指经过认证的具有已知颜色数值的样品,用于校准和验证色差仪的准确性。
色差培训资料(一)2024
色差培训资料(一)
引言概述:
本文是关于色差培训资料的第一部分,旨在介绍色差问题的基本概念和原因,并提供解决色差问题的方法和技巧。
通过本文的学习,读者将能够更好地了解色差问题,并掌握调整色差的技术。
正文内容:
一、色差问题的概念
1. 色差的定义及其在视觉感知中的作用
2. 色差的分类:明度差、色度差和色彩饱和度差
3. 色差问题的常见来源
二、色差问题的原因
1. 光源的选择对色差的影响
2. 材料的特性导致的色差问题
3. 生产工艺对色差的影响
4. 视觉差异对色差的影响
5. 环境因素对色差的影响
三、解决色差问题的方法和技巧
1. 选择适当的光源进行色差的调整
2. 使用合适的色差修正工具和技术
3. 优化材料的颜色选择和配比
4. 控制生产工艺中的色差
5. 校准和调整视觉差异对色差的影响
四、常用的色差调整工具和设备
1. 色差测量仪器和仪表的选择和使用
2. 色差计算软件的应用
3. 色差测试样品的制备和使用技巧
五、色差培训的实践案例分享
1. 通过实例介绍不同行业中的色差问题和解决方案
2. 分析案例中的常见错误和改进措施
3. 提供实际应用中的实用技巧和建议
总结:
通过本文的学习,我们可以了解色差问题的概念和原因,并学习到解决色差问题的方法和技巧。
合理选择光源、优化材料和控制生产工艺等方法可以帮助我们减少色差问题的发生,并提高产品的质量。
通过实践案例的分享,我们能够更加深入地理解色差问题,并掌握实际应用中的技巧和经验。
期望读者在色差培训中能够充分掌握相关的知识和技能,提升色差调整的能力。
色差检验培训
色差检验培训标题:色差检验培训一、引言色差检验是工业生产中非常重要的环节,尤其在印刷、纺织、涂料、塑料等行业中,产品的颜色质量直接关系到产品的品质和市场竞争力。
为了提高员工的色差检验技能,确保产品质量,提高企业竞争力,本次培训将针对色差检验的基本原理、仪器操作、检验方法和技巧进行详细讲解和实操演练。
二、色差检验的基本原理色差是指两种颜色之间的差异,它是由于颜色的三个基本属性——色相、明度和饱和度的不同而产生的。
色差检验就是通过比较标准颜色和被测颜色之间的差异,来确定被测颜色是否符合要求的过程。
色差的大小通常用色差公式来计算,常用的色差公式有CIE76、CIE94、CIEDE2000等。
三、色差检验仪器操作色差检验仪是进行色差检验的主要工具,常用的色差检验仪器有分光光度计、色差计等。
分光光度计是一种高精度的色差检验仪器,它可以测量颜色的三个基本属性,并通过计算得到色差值。
色差计是一种便携式的色差检验仪器,它可以快速测量颜色的差异,并直接显示色差值。
1. 根据被测产品的颜色特性和要求,选择合适的色差检验仪器;2. 按照仪器的操作说明书进行正确操作,确保测量结果的准确性;3. 定期进行仪器的校准和保养,保证仪器的性能稳定。
四、色差检验方法和技巧1. 选择合适的测量条件,如光源、观察角度等,以减少环境因素对测量结果的影响;2. 根据被测产品的特性和要求,选择合适的色差公式和色差标准;3. 采用标准色板或标准样本来进行比对,以减少主观因素对测量结果的影响;4. 进行多次测量,并取平均值,以提高测量结果的准确性;5. 在进行色差评价时,要考虑到产品的实际应用场景和用户的需求。
五、实操演练1. 准备好色差检验仪器和标准色板;2. 选择合适的测量条件和色差公式;3. 对标准色板和被测产品进行测量,并记录色差值;4. 对测量结果进行分析和评价,判断被测产品是否符合要求;5. 根据评价结果,进行相应的调整和改进。
六、总结色差检验是工业生产中非常重要的环节,通过本次培训,员工将掌握色差检验的基本原理、仪器操作、检验方法和技巧,提高色差检验的准确性和效率,从而提高产品的质量和企业竞争力。
色差培训课件
引言概述:色差是指物体表面在不同光源下呈现出的颜色差异。
在许多行业中,色差的控制对于产品的质量和一致性至关重要。
因此,进行色差培训课程非常必要。
本文旨在提供一份详细的色差培训课件,通过引言概述、正文内容、总结等章节,全面介绍色差的概念、分类、测量方法以及控制手段。
正文内容:1.色差的概念与重要性1.1色差的定义与解释1.2色差对产品质量的影响1.3色差的应用领域与需求2.色差的分类与测量方法2.1主观与客观色差评价方法2.2色差的三要素:色度、亮度和透明度2.3色差的国际标准与国内标准2.4常用的色差测量仪器与原理3.色差的产生原因与调控手段3.1原材料的色差引起的问题3.2制造过程中的色差因素3.3调控原材料与工艺过程的方法3.4设备校准与色差控制技术4.色差培训中的案例分析4.1电子产品领域中的色差问题与解决方案4.2纺织行业中的色差调控案例4.3建筑材料领域中的色差管理实践4.4食品加工业中的色彩一致性控制策略4.5医疗器械行业中的色差标准与要求5.色差培训的注意事项与进一步发展方向5.1色差培训的设计与实施5.2培训时的教学方法与工具5.3色差领域的最新研究与发展趋势5.4提高色差控制的创新技术与策略5.5色差培训的评估与反馈机制总结:色差培训课件通过引言概述、正文内容、总结等章节,全面介绍了色差的概念与重要性、分类与测量方法、产生原因与调控手段、案例分析以及培训中的注意事项与进一步发展方向。
色差控制是各个行业中保证产品质量和一致性的关键环节,通过对色差的深入了解和培训,企业和从业人员能够更好地应对色差问题,提高产品质量和市场竞争力。
随着科技的不断发展,色差控制也会面临新的挑战和机遇,需要不断学习和探索新的技术和方法。
色差-剥离测试培训
中山有信
—— 10mm 600mm/min 第一,电镀完成后放置 72h 第二,放置后进行冷热循 环 (-30±2℃/1.5h~ 20±5℃/0.5h~ 80±2℃/1.5h~ 20±5℃/0.5h)*3 第三、冷热循环后放置3 小时 最大剥离力≥14.7N
测试前处 70±3℃烘烤1h, 理 冷却后放置1h后 测试;或者电镀 完成后0.5-1h内 进行测试。
影响因素(试验操作)
因素 前处理 影响 切割前划制测试条宽度不准确,影响测试结果; 切割完的样品边缘不平整,影响拉力值; 切割样品宽度不均匀,影响测试结果。 镀层拉起角度不垂直,测试结果偏大; 测试前未卸去加载力,导致测试结果偏大。 仪器长时间未校准,导致力值测试误差,影响最终测 试结果。 测试位移区间选择不同,测试结果不同。
应用
色差的评定在工业和商业中十分重 要,主要用于生产中的配色和产品颜色 的控制,应用领域有纺织品、印刷品、 涂料、塑料、油墨等。 我公司主要用以进行喷涂或电镀产 品的颜色质量控制。
CIE 1976 L*a*b*均匀颜色空间
CIE 1976 L*a*b*均匀颜色空间是将 XYZ直角坐标空间转换为柱面极坐标,将 三刺激值XYZ转换成与眼睛视觉相一致的 明度L*和色度a*、b* ,其中a*、b*与色 调、饱和度的感觉相一致。
测试过程 仪器 报告
注意事项及维护
使用于测试平板。 仪器定期校准。 制样时保证宽度标准。 使用夹具将拉起的镀层夹稳,以防测试中途断裂或脱落 测试时务必保证镀层被垂直拉起,不可有歪斜。 测试前应先卸去加载力,清零后方可测试。 久不使用时,应定期插电开动。长时间不用,再使用时应 重新校验。 传感器为重要部件,切忌不可碰撞或上、下夹具相撞,以 免损坏。
色差培训课件
《色差培训课件》xx年xx月xx日•色差基础知识•色差在各个行业的应用•色差解决方案•色差校准方法目•色差校准工具介绍及使用•实操练习录01色差基础知识色差是不同颜色之间的差异,通常指在给定条件下两种或多种颜色在视觉上的差异。
色差定义颜色差异色差受到光线、观察角度、颜色本身属性等多种因素影响。
影响因素在工业、商业、艺术等领域中,色差对于产品品质、品牌形象和用户体验等方面具有重要意义。
重要性环境因素光照条件、观察角度、观察者视觉系统等环境因素会影响人们对颜色的感知,从而产生色差。
物质基础不同物质本身对光的吸收、反射和折射等特性存在差异,因此呈现不同的颜色。
制造成因在生产制造过程中,材料、工艺、设备等因素也可能导致产品颜色与预期存在差异。
色差产生的原因色差的分类在一定范围内,人们可以接受的色差,通常用于对颜色要求不高的场合。
可接受色差不可接受色差仪器测量色差感知色差超出一定范围的色差,人们难以接受或影响产品品质和品牌形象,常见于高端品牌和精密制造领域。
使用色差计等仪器测量不同颜色之间的差异,以便进行定量分析和评估。
由人们感知系统感知的颜色差异,受到个体差异和心理因素的影响。
02色差在各个行业的应用纺织行业中的色差问题常常涉及到颜色匹配的问题,比如不同批次布料之间的色差、不同原材料之间的色差等。
通过色差测试和评估,可以更好地控制产品质量和生产过程中的颜色一致性。
颜色匹配色差问题不仅影响产品质量,还会影响到企业的生产效率和成本。
采用科学的颜色管理体系,可以更好地管理和控制颜色,减少色差问题的发生,提高生产效率和产品质量。
颜色管理纺织行业颜色匹配印刷行业中的色差问题也十分普遍,尤其是对于一些对颜色要求较高的产品,如画册、杂志等。
通过采用先进的色彩管理系统和色差测试设备,可以更好地控制颜色和提高印刷质量。
印刷品质量评估色差是印刷品质量评估的重要指标之一,通过对印刷品的色差进行测试和评估,可以更好地判断印刷品的质量和稳定性,从而更好地满足客户需求。
色差培训资料
色差培训资料导语:在当今的社会中,颜色对于我们的日常生活和工作至关重要。
特别是在很多行业中,正确处理色差问题是保证产品质量的重要因素。
因此,进行色差培训对于提高色彩感知能力和促进正确颜色处理的能力至关重要。
本文将为您带来一份全面的色差培训资料,帮助您了解色差的原因、检测方法以及解决方案,以提高您在色彩管理方面的能力。
第一部分:色差的原因1.1 色彩空间色彩空间是衡量和描述颜色的一种方式。
了解不同色彩空间和其对应的设备和工作流程能够帮助我们更好地理解色差的形成原因。
常见的色彩空间有RGB、CMYK和Lab。
1.2 光源光源的不同对颜色的感知有着重要影响。
了解光源的特性可以帮助我们理解为什么在不同光源下物体的颜色会有所差异,并选取适合的光源进行色彩管理。
1.3 材料和工艺不同的材料和工艺也会对色彩产生影响。
选择合适的材料和工艺,以及正确的色彩管理方法是避免色差的关键。
第二部分:色差的检测方法2.1 色差计色差计是广泛应用于各个行业的一种工具,用于测量和比较物体之间的色差。
通过色差计,我们可以很方便地获得颜色的数值化描述,并比对不同样本之间的差异,从而判断是否存在色差。
2.2 视觉比较人眼是最敏感的色彩探测器之一。
因此,在某些情况下,我们可以借助视觉比较来判断是否存在色差。
但由于人眼的主观性和易受外界环境影响,视觉比较的可靠性存在一定限制。
2.3 仪器检测除了色差计外,还有一些专业的仪器可以用于色差的检测,如光谱仪、显微镜等。
这些仪器能够提供更详细的色彩信息和更准确的色差分析。
第三部分:解决色差的方案3.1 色彩管理系统色彩管理系统能够帮助我们在整个工作流程中实现准确的色彩控制。
通过建立标准化的色彩流程和使用合适的设备和软件,我们能够更好地控制色差,提高产品质量。
3.2 调整材料和工艺当发现存在大量色差时,我们可以考虑调整材料和工艺。
例如,选用质量更稳定的材料、调整染色工艺等,以减小色差的产生。
3.3 色彩匹配在某些情况下,我们需要对不同材料或设备之间的色差进行匹配。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
. 鏡面反射與慢反射
可用開關調換兩种量測方式(常用SCI ):
SCI ( Specular component included ): 可接受慢反射與鏡面
反射兩种光. SCE( Specular component excluded): 不接受鏡面反射光.
13
SILITEK ORPORATION
測色鍵, 自動連續地測量3次或8次 , 輸出的結果為平圴值.
DELETE OUTLIER: 將其調到“ON”, 則自動刪除兩個異常值
再進行計算, 以求得更高的精確度.(只在多次量測條件下有效)
19
SILITEK ORPORATION
LITE ON
G R O U P
AUTO SELECT: 將其調到“ON”, 則自動選擇最接近樣本顏色 的
G R O U P
E光源: 是一种理想的等能量白光光源. 它的光譜能量分佈是 一條平行於橫軸線的水平直線, 在可見光波長範圍內 波長具有相同的輻射功率, 采用E光源有利於分析問
題和色度學中的計算, E光源在實際中是不存在的.
.三基色原理(R, G, B)
自然界中的大多數彩色, 都可以用三基色按一定比例混合得到; 反之, 自然界中的彩色都可以分解為三基色. 三基色必須是相互獨立的彩色, 即其中任一种基色都不能由其 它兩種基色混合產生. 三基色之間的漫合比例, 決定了混合色的色調和飽和度. 混合色的亮度等於三基色亮度的和.
4. 刪除所有目標值…………………………………………………25
六.量測
1.SCI & SCE……………………………………………………….26 2.選擇目標值……………………………………………………….26 3.量測………………………………………………………………..27
3
SILITEK ORPORATION
LITE ON
G R O U P
. 數字輸入法取得目標值(BY SETTING) 數字輸入法只能在L*,a*, b*,XYZ和Hunter
. 白基校正
將白色校正蓋上的箭頭標示對準測色孔上邊的黑色標記,再往右 旋轉, 裝好后, 按下背后的測色鍵, 儀器自動得到三組測量值.
注意! 每次關掉電源再開時,都必須經過白基校正再進行量測.
14
SILITEK ORPORATION
LITE ON
G R O U P
四. 菜單設定
色差儀的功能可用下面五個菜單進行設定:
光偏紅色.
B光源: 相當於中午直射太陽光的光源, 在襱驗室中可用特制 的濾色鏡由A光源獲得.
C光源: 相當於陰天的自然散射光的光源, 偏藍色.
D光源: 相當於白天直射陽光與散射光混合后的光源, 又稱 D65光源, 它是近代彩色電視機的標準光源.
9
SILITEK ORPORATION
LITE ON
.<<MENU>> 1/5( Data 顯示功能): Display type(顯示方
式 ); color modes(顏色參數類形) Display type: DIFF & ABS: 顯示材料本身的顏色DATA, 並顯示與標準色的差
值.
PASS/FAIL: 當公差值被設定( 請看公差設定)時, 顯示量測值的 同時, 屏幕上同時顯示PASS或FAIL字樣.
YI ASTM D1925
B ISO 2470
. <<MENU>>2/5: Observer/Illuminant(視角/光源)
Observer(視角): 2º : CIE 2º 標準觀測者功能. 10º : CIE 10º標準觀測者功能.( 常選擇這個視角進行量測) Illuminant(光源): Illuminant 1:可選擇D65,D50,C,A,F2,F6,F7,F8,F11,orF12進行 量測(常選擇D65光源)
若設定兩种標準光源(參見2/5MENU), 則可顯示條件等色指數MI.
15
SILITEK ORPORATION
LITE ON
G R O U P
COLOR GRAPH(顏色圖表): 可顯示顏色十字座標圖形及L, a, b, E值. SPECTRAL GRAPH(光譜圖): 顯示在不同波長時的反射率及光譜圖 形顯示. DENSITY(A): 顯示ISO狀態A反射密度 DENSITY(T): 顯示ISO狀態T反射密度. 注意! DENSITY(A) 和DENSITY(T)只用在CM-503c, CM-508c 或CM-A76機型.
LITE ON
G R O U P
目
錄
頁數
內容 第一章:顏色基本知識
1.顏色三要素………………………………………………….5
2.光與顏色 ………………………………………………….7 3.標準光源 ……………………………………………………9 4.三基色原理………………………………………………….10
第二章: 色差儀工作原理
標準色作為參考色.
BUZZER : ON or OFF
.<<MENU>>4/5(DATA傳輸功能):
REMOTE:
NO : 直接在本機上操作並輸出量測結果.
OFF: 通過RS-232C接口連接電腦控制. DATA DUMP: 置“NO”為正常存儲;“YES”為轉儲在列印機.
20
SILITEK ORPORATION
LITE ON
G R O U P
AUTO PRINT BAID RATE
CONNECTED TO
.<<MENU>>5/5 日歷/ 時間設定
略
附: 設定程序:
按“MENU”鍵進入設定界面, 用“ DISPLAY”鍵進行翻頁, 用 “CURSOR”鍵移動光標到所需設定的欄, 用或進行選擇所
LITE ON
G R O U P
. 工作原理:
利用脈衝氙弧燈照明, 光在集成球里充分擴散,甚至超過樣本表面 的照明區域, 光譜傳感器被分成兩部分供雙電波回饋系統使用, 一 部分接收樣本表面光反射, 另一部分监控集成球里面的光, 通过 这两部分光譜傳感器,可消除光譜特性或照明強度上輕微變差的影 響.
Y x y, E* MUNSELL: 顯示HVC color notation.
XYZ, E*: 顯示XYZ三色值.
WI ASTM E313: 顯示目前白基片的白度並顯示與 ASTM E313標準的差值.
17
SILITEK ORPORATION
LITE ON
G R O U P
WI CIE YI ASTM E313
16
SILITEK ORPORATION
LITE ON
G R O U P
MODE: L* a * b *,E*( 最長用的一种顏色系統)
L* C * h *,E*
L* C * h *,CMC HUNTER Lab: 與L* a * b *,E*顯示值相同, 只是多了
個自動捕捉異常值, 用黑色光標圈住.
Y b YR
b
aR
-b
RB
-b
B
E L2 a 2 b 2
6
SILITEK ORPORATION
LITE ON
G R O U P
. 光與顏色
可見光(祥見下面圖): 光是以電磁波形式存在的一種物質,人眼 可以看見 的光叫可見光.它是波長為380nm-780nm之間的電 磁波. (CM-508d&503i手提式色差儀的可見光為400nm700nm的電磁波) 顏色有兩种不同的發源體 發光體所呈現的顏色 不發光體透過光源照射所呈現的顏色, 不發光體所呈現的顏 色與照射它的光源有關.
LITE ON
G R O U P
目
內容Βιβλιοθήκη 錄頁數4.結果顯示類形 ……………………………………………………28 5.結果顯示例子…………………………………………………….29 6. 刪除量測數據…………………………………………………….32
七. 注意事項及保養……………………………………34
4
SILITEK ORPORATION
需
的設定, 設定完畢后, 按“BREAK”回到量測界面.
21
SILITEK ORPORATION
LITE ON
G R O U P
五.目標值設定與應用
在量測色差時, 必須給定一個目標顏色, 這個目標
值可通過量測標準色得到, 亦可通過數字輸入得到. . 通過量測標準色取得目標值(BY MEASURING)
五.目標值設定與應用
1. BY MEASURING ……………………………………………….22
2
SILITEK ORPORATION
LITE ON
G R O U P
目
內容
錄
頁數
2. BY SETTING……………………………………………………23 3. 目標值的臨時刪除………………………………………………24
LITE ON
G R O U P
目
內容
第四章:菜單設定
錄
頁數
1.DATA顯示功能的設定<<MENU>>1/5…………………………..15 2.視角與光源的設定<<MENU>>2/5…….. ………………………..18
3.數據處理功能<<MENU>>3/5 ……..…………………………….19
4.數據傳輸功能<<MENU>>4/5 ……………………………………20 5.日歷與時間設定<<MENU>>5/5 …………………………………21
LITE ON