毕业论文(超高速切削技术及其应用)
毕业论文磨削加工及无心磨床的应用
毕业论文磨削加工及无心磨床的应用引言机械制造工业为国民经济建设提供机械装备。
机械装备中绝大部分零件在生产过程中都需要切削加工,如通过车、铣、刨、钻、磨等方面,最后使零件获得合格的形状、尺寸和精度。
而磨削加工是用来提高零件精度的重要工艺方法之一。
随着工业技术的发展,对产品质量的要求越来越高,磨削工艺在机械加工中起着极为重要的作用。
从某种意义上讲,一个国家的磨削工艺水平标志着这个国家机械加工的水平。
随着机械产品质量的不短提高,磨削工艺也将不短发展和完整。
1 磨削技术发展概述我国对高速磨削及磨具的研究已有多年的历史,如湖南大学在70年代末期便进行了80m/s,1 20 m/s的磨削工艺实验;前几年,某大学也计划开展250 m/s的磨削研究(但至今尚未见到这方面的报道),所以说有些高速磨削技术还只是实验而已,尚未走出实验室,技术还远没有成熟,特别是超高速磨削的研究还开展得很少.在实际应用中,砂轮线速度Vs 一般还是45~60 m/s.一般来讲,按砂轮线速度Vs的高低将磨削分为普通磨削(Vs<45 m/s),高速磨削(45≤Vs<150 m/s),超高速磨削(Vs≥150 m/s).按磨削精度将磨削分为普通磨削,精密磨削(加工精度1 μm~0.1 μm,表面粗糙度Ra0.2 μm~0.1 μm),超精密磨削(加工精帡<0.1 μm , 表面粗糙度Ra≤0.025 μm).按磨削效率将磨削分为普通磨削,高效磨削.高效磨削包括高速磨削,超高速磨削,缓进给磨削,高效深切磨削(HEDG ,砂带磨削,快速短行程磨削,高速重负荷磨削.高速高效磨削,超高速磨削在欧洲,美国和日本等一些工业发达国家发展很快,如德国的Aa chen大学,Bremm大学,美国的Connecticut大学等,有的在实验室完成了Vs为250 m/ s,350 m/s,400 m/s的实验.据报道,德国Aachen大学正在进行目标为500 m/s的磨削实验研究.在实用磨削方面,日本已有Vs=200 m/s的磨床在工业中应用.国内外都采用超精密磨削,精密修整,微细磨料磨具进行亚微米级以下切深磨削的研究,以获得亚微米级的尺寸精度.微细磨料磨削,用于超精密镜面磨削的树脂结合剂砂轮的金刚石磨粒平均直径可小至4 μm.日本用激光在研磨过的人造单晶金刚石上切出大量等高性一致的微小切刃,对硬脆材料进行精密磨削加工,效果很好.超硬材料微粉砂轮超精密磨削主要用于磨削难加工材料,精度可达0.025 μm.日本开发了电解在线修整(ELID)超精密镜面磨削技术,使得用超细微(或超微粉)超硬磨料制造砂轮成为可能,可实现硬脆材料的高精度, 高效率的超精密磨削.作平面研磨运动的双端面精密磨削技术,其加工精度,切除率都比研磨高得多,且可获得很高的平面度.电泳磨削技术也是一种新的超精密及纳米磨削技术.随着磨削技术的发展,磨床在加工机床中也占有相当大的比例.据1997年欧洲机床展览会(E MO)的调查数据表明,25%的企业认为磨削是他们应用的最主要的加工技术,车削只占23%, 钻削占22%,其它占8%;而磨床在企业中占机床的比例高达42%,车床占23%,铣床占22%,钻床占14%.我国从1949~1998年,开发生产的通用磨床有1800多种,专用磨床有几百种,磨床的拥有量占金属切削机床总拥有量的13%左右.可见,磨削技术及磨床在机械制造业中占有极其重要的位置.为什么磨削技术会不断地发展主要原因如下:(1)加工精度高由于磨削具有其它加工方法无法比拟的特点,如砂轮上参与切削的磨粒多,切削刃多且几何形状不同;仅在较小的局部产生加工应力;磨具对断续切削,工件硬度的变化不很敏感;砂轮可实现在线修锐等,因而可使加工件获得很高的加工精度.(2)加工效率高如缓进给深磨,一次磨削深度可达到0~25 mm,如将砂轮修整成所需形状,一次便可磨出所需的工件形状.而当Vs进一步提高后,其加工效率则更高.(3)工程材料不断发展许多材料(如陶瓷材料,玻璃材料等)在工业中的应用不断扩大,有些材料只能采用磨削加工,需要有新的磨削技术及磨削工艺与之相适应.(4)新的磨料磨具如人造金刚石砂轮,CBN砂轮的出现,扩大了磨削加工的应用范围.(5)相关技术的发展如砂轮制造技术,控制技术,运动部件的驱动技术, 支撑技术等,促进了磨削技术及磨削装备的发展.总之,磨削技术发展很快,在机械加工中起着非常重要的作用.目前,磨削技术的发展趋势是,发展超硬磨料磨具,研究精密及超精密磨削,高速高效磨削机理并开发其新的磨削工艺技术,研制高精度,高刚性的自动化磨床.就磨削而言,特别就高速高效磨削,精密及超精密磨削而言,其涉及的内容广泛,不仅包括磨削本身的技术,也集中了其它相关的技术.关键技术介绍如下:1.1磨削的工艺特点及应用研究磨削加工是零件精加工的主要方法。
毕业设计(论文)-基于刀具寿命的高速切削参数优化研究[管理资料]
![毕业设计(论文)-基于刀具寿命的高速切削参数优化研究[管理资料]](https://img.taocdn.com/s3/m/55dbc2375fbfc77da369b120.png)
摘要高速切削加工是近几十年来迅速发展起来的先进制造技术,以高切削速度、高进给速度和高加工精度为主要特征,具有综合效益好、对市场响应速度快的能力。
而切削参数的优化选择是高速加工工艺研究中的重要内容,对高速加工技术的发展和应用有着重要的意义。
切削参数的选择直接影响到产品的质量、生产率、加工成本等。
实际加工中影响切削参数的因素较多并且相互制约,因而确定最佳的加工参数较为困难。
本文将灰色关联分析和模糊控制运用于加工参数优化选择,进而得到最优的加工参数组合。
针对不同的加工参数组合,实施了高速切削实验,获得了刀具磨损的数据。
通过对实验数据进行灰色关联分析和模糊控制分析,明确了切削速度、进给量、轴向切削深度和径向切削深度等切削参数对刀具寿命和材料去除率的影响规律。
最后通过试验验证,使用本论文提出的方法得到的切削参数的优化组合,高速侧铣加工的性能特性刀具寿命和金属材料的去除率同时得到了改善。
经优化的切削参数与最初的切削参数相比,刀具寿命和材料去除率分别提高了。
关键词:高速加工,切削参数,材料去除率,刀具寿命,灰色关联,模糊控制目录第一章绪论 5 高速切削技术的简介 5高速切削的特点5高速加工的关键技术 6高速切削技术的研究概况 6国外高速切削技术研究概况 6国内高速切削技术的研究状况 7课题的研究内容及其研究现状 8课题的研究意义9课题的研究现状9课题的研究内容 9论文架构9第二章高速加工试验设计10刀具磨损理论基础 10刀具磨损的概念与磨损的形式10刀具磨损的形成机理 10影响刀具磨损的因素 11刀具的磨损过程 12刀具磨损量的测量 13材料的去除率 13试验设计基础 13高速加工试验设计 14试验设计思路 14试验设备及材料 14试验设计 15第三章灰色系统和模糊控制理论 17灰色系统理论简介 17灰色系统的基本概念 17灰色系统的基本原理 18灰色系统理论与传统数理统计相比的优点 19模糊控制理论 20模糊现象及模糊概念 20模糊控制的特点 21几种不确定性方法的比较 21灰色关联分析的操作 22数据的归一化 22灰色关联系数的计算 23模糊逻辑 23模糊集合的定义 23 .确定隶属函数的方法 23常见隶属函数的图形 24模糊逻辑推理 24解模糊判决25第四章切削参数优化26灰色关联分析 26模糊控制 27切削参数的优化组合 29试验验证29第五章结论与未来展望30结论 30未来展望 30谢辞参考文献第一章绪论机械制造业是科学技术物化的基础,是高新技术产业化的载体,是国防建设的基础工业,也是为提高人民生活质量提供消费类机电产品的行业,是一个国家和地区工业化水平的标志,在国民经济发展中有着非常重要的地位。
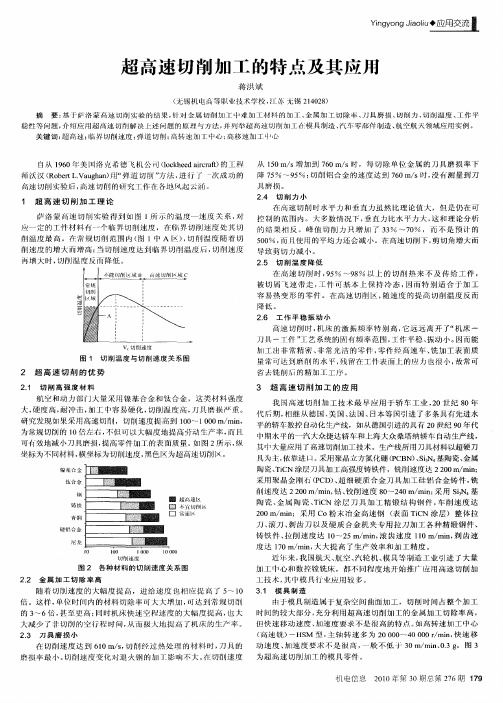
超高速切削加工的特点及其应用
达 7 %。快速 移动 速度 、 0 加速 度要 求 很高 , 而切 削加 工 的速度 相对
要 求 不是 很高 。一 般采 用 高移速 加 工 中心 一H vM 型 , 主轴 转 速 多
为 8 0 l 0 / i ,快 速移 动速 度 约 6 m n以上 ,甚 至达 0 5 0 m n 0 0 r 0 m/ i
8 ~ 10m/ n 加 速度 要求 高 ,.~ 1 , 0 2 mi, 06 . g 甚至 1 。 0 . 5g
33 . 航 空 航 天 领 域
航 空航 天 领 域 有许 多 薄壁 、 细肋 结 构 , 性 差 的零部 件 , 工 刚 加
这 种零 件可 利 用超 高速 切削 加 工时 的小横 向力 的特 点 。主轴 转速 4 0 / n以上 ,快速 移动 速度 约 4 mi 0 0 mi 0 r 0m/ n左右 ,加 速 度要 求
由于汽 车 零 部件 制 造 辅助 时 间 占整 个 加 工 时 间的 大 部分 , 高 专业负责人, 讲师 , 主要从事机 电类专业课程的教学及研究工作。
( 第 18页) 上接 7
31 污 水 处 理 自 动 化 控 制 系 统 的 设 计 ’ .
道 路利 用 率在 明显提 高 的基 础上 也会 相应 减 少对 车辆 运行 安
自控 系统 采用 工业 界 目前 流行 的控 制模 式 , 即开放 的计 算机 全 距 离的 要求 , 仿真 结 果表 明 , 队形 式 的 自动 驾驶 汽 车能 够大 幅 编 网络 系统 加上 流行 通用 的 组态 软件 以及 可 靠 P C模 块 。 统 配置 度 提 高公 路的 占用 率 ; L 系 自动 驾驶 货车 中使 用 的“ 电子拖杆 ” 术 , 技 不 和功 能设 计 按照 各 工 艺处 理 阶 段 的“ 少人 值 守 ” 的原 则进 行 , 并遵 仅 减 少 了驾 驶 员的数 量 , 而且 降低 了货车 的制 造成 本和燃 油消耗 , 循如 下要 求 : 1 高 可 靠性 : 用 既 稳 定 又可 靠 的 工业 系 统控 制 产 经 济效 益十 分 明显 。 () 选
数控机床毕业论文1
(四)数控机床的主要技术指标
1.主要规格尺寸 主要尺寸有床身与刀架最大回转直径、最大车削长度、最大 车削直径等;数控铣床主要有工作台、工作台 T 型槽、工作台行 程等规格尺寸。 2.主轴系统 数控机床主轴采用直流或交流电动机驱动,具有较宽的调速 范围和较高的 回转精度,主轴本身的刚度与抗震性比较好。现在 数控机床主轴普遍达到 5000~10000r/min 甚至更高的转速,并且 可以通过操作面板上的倍率开关直接改变转速,每挡间隔 5%,其 调节范围为 50%~120%。 3.进给系统 该系统有进给速度范围、快进速度范围、运动分辨率(最小移 动增量)、定位精度和螺距范围等主要技术参数。 4.定位精度和重复定位精度 定位精度是指数控机床工作台或其他运动部件的实际运动位
5.改善劳动条件:控机床加工前经调整好后,输入程序并启 动,机床就能自动连续的进行加工,直至加工结束。操作者主要 是程序的输入、编辑、装卸零件、刀具准备、加工状态的观测, 零件的检验等工作,劳动强度极大降低,机床操作者的劳动趋于 智力型工作。另外,机床一般是封闭式加工,即清洁,又安全。
6.利于生产管理现代化:控机床的加工,可预先精确估计加 工时间,所使用的刀具、夹具可进行规范化、现代化管理。数控 机床使用数字信号与标准代码为控制信息,易于实现加工信息的 标准化,目前已与计算机辅助设计与制造(CAD/CAM)有机地结合 起来,是现代集成制造技术的基础。
二、数控机床概述
(一)数控机的简介
-4-
毕业论文
辽宁建筑职业学院机械工程系
数控机床是一种技术含量很高的机、电、仪一体化的高效的 自动化机床,综合了计算机技术、自动化技术、伺服驱动、精密 测量和精密机械等各个领域的新的技术成果,是一门新兴的工业 控制技术。
数控技术毕业论文范文3篇
数控技术毕业论⽂范⽂3篇计算机毕业论⽂-数控技术和装备发展趋势及对策计算机毕业论⽂摘要:简要介绍了当今世界数控技术及装备发展的趋势及我国数控装备技术发展和产业化的现状,在此基础上讨论了在我国加⼊WTO和对外开放进⼀步深化的新环境下,发展我国数控技术及装备、提⾼我国制造业信息化⽔平和国际竞争能⼒的重要性,并从战略和策略两个层⾯提出了发展我国数控技术及装备的⼏点看法。
装备⼯业的技术⽔平和现代化程度决定着整个国民经济的⽔平和现代化程度,数控技术及装备是发展新兴⾼新技术产业和尖端⼯业(如信息技术及其产业、⽣物技术及其产业、航空、航天等⼯业产业)的使能技术和最基本的装备。
马克思曾经说过“各种经济时代的区别,不在于⽣产什么,⽽在于怎样⽣产,⽤什么劳动资料⽣产”。
制造技术和装备就是⼈类⽣产活动的最基本的⽣产资料,⽽数控技术⼜是当今先进制造技术和装备最核⼼的技术。
当今世界各国制造业⼴泛采⽤数控技术,以提⾼制造能⼒和⽔平,提⾼对动态多变市场的适应能⼒和竞争能⼒。
此外世界上各⼯业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采取重⼤措施来发展⾃⼰的数控技术及其产业,⽽且在“⾼精尖”数控关键技术和装备⽅⾯对我国实⾏封锁和限制政策。
总之,⼤⼒发展以数控技术为核⼼的先进制造技术已成为世界各发达国家加速经济发展、提⾼综合和国家地位的重要途径数控技术是⽤数字信息对机械运动和⼯作过程进⾏控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电⼀体化产品,即所谓的数字化装备,其技术范围覆盖很多领域:(1)机械制造技术;(2)信息处理、加⼯、传输技术;(3)⾃动控制技术;(4)伺服驱动技术;(5)传感器技术;(6)软件技术等。
1数控技术的发展趋势数控技术的应⽤不但给传统制造业带来了⾰命性的变化,使制造业成为⼯业化的象征,⽽且随着数控技术的不断发展和应⽤领域的扩⼤,他对国计民⽣的⼀些重要⾏业(IT、汽车、轻⼯、医疗等)的发展起着越来越重要的作⽤,因为这些⾏业所需装备的数字化已是现展的⼤趋势。
车床毕业论文

摘要随着工业技术的不断发展,车床作为一种重要的金属切削机床,在机械制造行业中扮演着至关重要的角色。
本文旨在探讨车床的工作原理、结构特点、应用领域以及发展趋势,通过对车床的深入研究,为我国机械制造业的发展提供理论支持和实践指导。
关键词:车床;工作原理;结构特点;应用领域;发展趋势第一章引言1.1 研究背景随着我国经济的快速发展,机械制造业在国民经济中的地位日益重要。
车床作为一种常见的金属切削机床,其性能和精度直接影响着产品的质量和生产效率。
因此,对车床的研究具有重要的理论意义和实际应用价值。
1.2 研究目的本文通过对车床的工作原理、结构特点、应用领域以及发展趋势的研究,旨在提高我国车床制造技术水平,为机械制造业的发展提供有力支持。
第二章车床的工作原理2.1 车床的切削过程车床的切削过程主要包括切削、进给、切削力、切削温度和切削液等方面。
本文将对这些方面进行详细阐述。
2.2 车床的传动系统车床的传动系统主要由主轴、进给箱、变速箱、齿轮箱等组成。
本文将对这些部件的工作原理和作用进行介绍。
第三章车床的结构特点3.1 车床的总体结构车床的总体结构包括床身、主轴箱、进给箱、溜板箱、刀架、尾座等部分。
本文将对这些部分的功能和特点进行详细分析。
3.2 车床的控制系统车床的控制系统主要包括电气控制系统、液压控制系统和气动控制系统等。
本文将对这些控制系统的组成和作用进行介绍。
第四章车床的应用领域4.1 车床在机械制造中的应用车床在机械制造中具有广泛的应用,如汽车、航空、船舶、军工等行业。
本文将对车床在这些行业中的应用进行探讨。
4.2 车床在其他领域的应用除了在机械制造中的应用,车床还在航空航天、医疗器械、精密仪器等领域有着重要的应用。
本文将对这些领域的应用进行介绍。
第五章车床的发展趋势5.1 车床技术的发展方向随着科技的不断进步,车床技术也在不断发展。
本文将对车床技术的发展方向进行展望。
5.2 车床的智能化、自动化发展趋势智能化、自动化是车床发展的必然趋势。
数控专业毕业论文范文
第一章绪论1.1 数控机床概述数控技术,简称数控(Numerical Control—NC),是利用数字化信息对机械运动及加工过程进行控制的一种方法。
由于现代数控都采用了计算机进行控制,因此,也可以称为计算机数控(Computerized Numerical Control—CNC)。
为了对机械运动及加工过程进行数字化信息控制,必须具备相应的硬件和软件。
用来实现数字化信息控制的硬件和软件的整体成为数控系统(Numerical Control System),数控系统的核心是数控装置(Numerical Controller)。
采用数控技术进行控制的机床,称为数控机床(NC 机床)。
它是一种综合应用了计算机技术、自动控制技术、精密测量技术和机床设计等先进技术的典型机电一体化产品,是现代制造技术的基础。
控制机床也是数控技术应用最早、最广泛的领域,因此,数控机床的水平代表了当前数控技术的性能、水平和发展方向。
数控机床种类繁多,有钻铣镗床类、车削类、磨削类、电加工类、锻压类、激光加工类和其他特殊用途的专用数控机床等等,凡是采用了数控技术进行控制的机床统称为NC 机床。
带有自动换刀装置ATC(Automatic Tool Changer—ATC)的数控机床(带有回转刀架的数控车床除外)称为加工中心(Machine Center—MC)。
它通过刀具的自动交换,工件可以一次装、夹完成多工序的加工,实现了工序集中和工艺的复合,从而缩短了辅助加工时间,提高了机床的效率;减少了工件安装、定位次数,提高了加工精度。
加工中心是目前数控机床中产量最大、应用最广的数控机床。
在加工中心的基础上,通过增加多工作台(托盘)自动交换装置(Auto Pallet Changer—APC)以及其他相关装置,组成的加工单元称为柔性加工单元(Flexible Manufacturing Cell—FMC)。
FMC 不仅是现了工序的集中和工艺的复合,而且通过工作台(托盘)的自动交换和较完善的自动监测、监控功能,可以进行一定时间的无人化加工,从而进一步提高了设备的加工效率。
超高速摄影技术原理及其应用研究

超高速摄影技术原理及其应用研究在摄影领域,超高速摄影技术是一种非常重要的工具,它能够捕捉到瞬间的细微变化,并提供给我们一种全新的视角来观察事物。
本文将介绍超高速摄影技术的原理和其在各个领域的应用研究。
一、超高速摄影技术的原理超高速摄影技术是通过使用高速摄像机来捕捉高速运动的过程。
它的原理主要涉及到两个方面:高速摄像机的高帧率和快门速度的控制。
高速摄像机的高帧率是指摄像机每秒钟能够拍摄的图像数量。
常见的高速摄像机帧率可达到几千帧至数十万帧,远超普通相机的帧率。
高帧率使得摄像机能够在极短的时间内捕捉到多个连续的图像,从而还原出高速运动的过程。
快门速度的控制是指摄像机的曝光时间。
由于高速运动的过程非常短暂,如果曝光时间过长,图像会因为运动模糊而失真。
因此,在超高速摄影中,需要将快门速度控制在几毫秒乃至几微秒的范围内,以确保图像的清晰度和准确性。
二、超高速摄影技术的应用研究1. 科学研究领域超高速摄影技术在科学研究领域有着广泛的应用。
例如,在物理学研究中,可以利用超高速摄影技术观察高速碰撞、爆炸和物体形变等现象,帮助科学家深入了解物质的性质和反应机制。
在生物学研究中,超高速摄影技术可以用于观察细胞分裂、昆虫飞行和动物行为等,帮助研究者揭示自然界中一些细微而瞬间的动态过程。
2. 工程领域超高速摄影技术在工程领域的应用也非常广泛。
例如,在航天航空领域,超高速摄影技术可以用于研究飞行器起飞、着陆和空气动力学等问题,为改进飞行器设计提供参考。
在汽车工程领域,超高速摄影技术可以用于研究汽车碰撞、气囊展开和轮胎滑动等,为汽车安全性能的提升做出贡献。
3. 艺术创作领域除了科学和工程领域,超高速摄影技术还在艺术创作领域有着独特的应用。
通过超高速摄影技术,摄影师可以捕捉到人类眼睛难以察觉的瞬间美景,创作出令人惊叹的艺术作品。
例如,超高速摄影可以捕捉到水珠飞溅的瞬间、花瓣飘落的瞬间以及碎裂玻璃的瞬间等,呈现给观众一种静止时间的错觉,让人们对事物的运动和变化有了新的认识。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
v .. . ..超高速切削加工技术及其应用的研究目录0.前言 (10)1.超高速切削概念、内容及特点 (11)1.1 超高速切削概念 (11)1.2 超高速切削的研究内容 (11)1.3 超高速切削特点 (12)2. 超高速切削的技术体系 (13)3.超高速切削的技术关键及目前解决方案 (13)3.1超高速切削的技术关键 (13)3.2超高速切削关键技术解决方案 (15)(1)超高速切削机床 (15)(2)超高速切削刀具 (17)(3)CAD/CAM (17)(4)超高速切削的数控编程 (17)4.超高速切削加工技术的应用 (17)4.1超高速切削在航空航天工业中的应用 (17)4.2 超高速切削在纤维增强塑料中的应用 (18)4.3超高速切削在模具制造业中的应用 (18)4.4 超高速切削在汽车制造业中的应用 (18)5. 超高速切削加工技术的发展前景与展望 (18)6. 答谢辞 (20)7. 参考文献 (20)超高速切削加工技术及其应用摘要:高速切削加工技术是一种用比常规切削高得多的切削速度进行切削加工的高效新技术,高速切削加工可用于加工有色金属、铸铁、钢、纤维强化复合材料等,还可以用于切削加工各种难加工材料.现在,高速切削技术已渐趋成熟,并开始在制造领域中大显身手。
高速机床的单元技术和整机水平正在逐步提高。
技术基础雄厚的机床厂推出了多种高速、高精度的机床产品,并且在航空航天制造、汽车工业和模具制造、轻工产品制造等重要工业领域创造了惊人的效益。
高速切削技术和高速加工机床越来越多地受到工业部门的青睐。
关键词:超高速切削切削刀具切削机床Ultra—high speed cutting technology and its applicationAbstract: The high speed slices to pare processing technology is a kind of use to compare the normal regulations to slice to pare high have to have another of slice and pare the speed carry on slice to pare to process of efficiently and lately technique, the high speed slice to pare to process and can used for processing the color metals, iron casting, the steel, fiber enhance compound material etc., can also used for slice to pare to process various difficult process the material. now, the high speed slice to pare the technique already gradually mature, and start in make realm show the artistic skill greatly.Unit technique and the whole machine levels of the high-speed tool machine are raising gradually.The strong tool machine factory of the technique foundation released the tool machine product of various high speed, high accuracy, and in the aviation aerospace manufacturing, the automobile industry and the molding tool manufacturings, the light work product made the important industry realm of etc. to create the astonishing performance.The high speed slices to pare the technique and high speeds to process the favor that the tool machine is subjected to the industry section more and more.Key words: Ultra high speed cutting Cutting tool Machine tools0.前言超高速切削(High Speed Cutting)以下简称HSC技术是国际上70~80年代以来迅速发展起来的一项先进的机械加工技术,它是在机床结构材料、刀具材料、机床设计制造技术、计算机控制技术、测量测试技术等飞速发展的基础上,由机械加工自身的发展规律和需要产生和发展的。
由于HSC的特殊规律,它具有切削速度高、进给速度大,加工效率高、加工成本低、加工精度高等一系列优点,是一项极有前途的新技术。
近十年来,由于计算机控制技术、CAD/CAM、FMS、CLMS技术在机械加工中大量应用,生产加工中的辅助时间得以大量节约,在总加工时间中所占的比例愈来愈小,而切削加工时间所占的比重相应地增大,因此要进一步提高加工效益,势必要把降低切削加工时间,亦即提高切削速度列入议程。
这样,随着工业技术的发展,发展和应用超高速切削技术显得十分重要,与此相对应,对超高速机床的需求量也逐年提高。
据估计,超高速机床的世界市场需求量每年为七亿美元,且每年按数亿美元的速度增长。
在我国,目前航空工业急需配置超高速铣床(整体壁板铣床)。
此外,根据调查,目前我国模具制造行业(火花集团)迫切需要超高速机床,由于尚无这方面的技术和装备,每年约有数亿美元的模具制造业务不能承接。
其它行业的潜在需求量也相当之大。
正因为如此,德国法兰克福Bettle研究所1988年在关于机床工业发展前景的研究报告中指出,超高速切削加工隐藏着巨大的发展潜力,机床工业界要使自己在尖端加工技术方面所花的投资转化为竞争力,就应在实际中加倍重视超高速加工。
目前国际上对HSC技术的研究正方兴未艾,有关HSC 机理的研究也在不断进行,HSC机床也不断推出,并在实际运用中产生了巨大的经济效益。
1.超高速切削概念、内容及特点1.1 超高速切削概念超高速加工技术是指采用超硬材料的刃具,通过极大地提高切削速度和进给速度来提高材料切除率、加工精度和加工质量的现代加工技术。
超高速加工是实现高效率制造的核心技术,工序的集约化和设备的通用化使之具有很高的生产效率。
可以说,超高速加工是一种不增加设备数量而大幅度提高加工效率所必不可少的技术。
超高速加工的切削速度范围因不同的工件材料、不同的切削方式而异。
目前,一般认为,超高速加工各种材料的切削速度范围为:铝合金已超过1600m/min,铸铁为1500m/min,超耐热镍合金达300m/min,钛合金达150~1000m/min,纤维增强塑料为2OO0~9000m/min。
各种切削工艺的切速范围为:车削700~7000m/min,铣削300~6000m/min,钻削200~1100m/min,磨削250m/s以上等等。
1.2超高速切削的研究内容(1)超高速切削机理研究。
对超高速切削加工过程、各种切削现象、各种被加工材料的超高速切削性能以及超高速切削的工艺参数优化等进行系统研究。
(2)超高速主轴单元制造技术研究。
主轴材料、结构、轴承的研究与开发;主轴系统动态特性及热态性研究;柔性主轴及其轴承的弹性支承技术研究;主轴系统的润滑与冷却技术研究;主轴的多目标优化设计技术、虚拟设计技术研究;主轴换刀技术研究。
(3)超高速进给单元制造技术研究。
高速位置芯片环的研制;精密交流伺服系统及电机的研究;系统惯量与伺服电机参数匹配关系的研究;机械传动链静、动刚度研究;加减速控制技术研究;精密滚珠丝杠副及大导程丝杠副的研制等。
(4)超高速加工用刀具磨具及材料研究。
研究开发各种超高速加工(包括难加工材料)用刀具磨具材料及制备技术。
(5)高速CNC控制系统:超高速加工要求CNC控制系统具有快速数据处理能力和高功能化特性,以保证加工复杂曲面轮廓时,具有良好的加工性能。
还要具有高速插补及超前处理能力,防止刀具轨迹偏移和突发事故。
(6)超高速加工在线检测与控制技术研究。
对超高速加工机床主轴单元、进给单元系统和机床支承及辅助单元系统等功能部位和驱动控制系统的监控技术,对超高速加工用刀具磨具的磨损和破损、磨具的修整等状态以及超高速加工过程中工件加工糖度、加工表面质量等在线监控技术进行研究。
1.3 超高速切削特点高速切削速度较之常规切削速度几乎高出一个数量级,其切削机理异于常规切削。
由于切削机理的改变,使得高速切削技术具有如下特点:(1)切削力小由于切削速度高,切屑流出速度加快,切屑流出阻力减少,切削变形减小,从而使切削力比常规切削降低30%以上,尤其是主轴轴承、刀具、工件受到的径向切削力大幅度减少,特别适合于加工薄壁类刚性差的工件,如飞机上的机翼壁板等。
(2)工件热变形小在高速切削时,90%以上的切削热来不及传给工件就被高速流出的切屑带走,工件积累热量少,工件温升不会超过3℃,基本保持冷态,不会由于温升导致热变形,特别适合于/Jam细长易热变的工件。
(3)材料切除率高随切削速度的提高,进给速度也相应提高5~10倍,单位时间内的材料切除率可达常规切削的3~6倍,适用于材料切除率要求大的场合,在航空航天、汽车和模具制造等领域,高速切削技术已成为加工整体构件最理想的制造技术。
在2001年德国汉诺威举办的欧洲机床展览会(EMO)上展出的荷兰Unisign公司制造的Unipro-5型五轴立式加工中心(X行程1000 mm、Y行程800mm),电主轴功率100kW,最高转速25,000r/min,最大扭矩90N·m,其铣削铝合金的材料切除率已达8,000~10,000cm /min。
(4)工艺系统振动小,可实现高精度、低粗糙度加工在高速切削时,机床的激振频率很高,远远超出了“机床一刀具一工件”工艺系统的固有频率范围(50~300Hz),使得加工过程平稳,振动小,可实现高精度、低粗糙度加工。
高速切~U/;tl工获得的表面质量常可达磨削水平,因此常可省去铣削后的精加工工序。
例如,瑞士DIXI机械公司生产的DHP50高精度卧式加工中心,工作台500×500mm,双托盘,行程为700×700×700mm,主轴转速为12,000r/min,功率为25kw,刀库容量65把,换刀时间4s(T-T),6s(C-C),定位精度4gm,重复定位精度2Bm(按ISO230—2g准),测量分辨率0.5btm。