全抛釉工艺参数
全抛釉和微晶石生产工艺及产品特点

谢谢大家
光亮度: 光亮度:
目前市场上抛光砖的光泽度高达90度以上, 目前市场上抛光砖的光泽度高达90度以上,全抛釉要得 90度以上 到市场认可以及体现产品花色的层次机理, 到市场认可以及体现产品花色的层次机理,光泽度也必 须达到90度以上。 90度以上 须达到90度以上。 抛光砖直角平面反射对眼部形成视觉疲劳,即光污染, 抛光砖直角平面反射对眼部形成视觉疲劳,即光污染, 全抛釉釉面有一定的厚度, 全抛釉釉面有一定的厚度,主要是釉面漫反射加上多角 度不规则折射,使得产品光感柔和、色系鲜明,并且通 度不规则折射,使得产品光感柔和、色系鲜明, 透感饱满厚重。 透感饱满厚重。
复合板微晶石与通体微晶石有 哪些优势? 哪些优势?
色差小 平面度偏差更小 价格也具有比较优势
复合板微晶石(微晶玻璃陶瓷复合板) 复合板微晶石(微晶玻璃陶瓷复合板)的结构 本产品系微晶玻璃面层( 4mm厚 本产品系微晶玻璃面层(3~4mm厚)与陶瓷 玻化 砖底坯经高温复合烧成的产物。 砖底坯经高温复合烧成的产物。 市场上通常将此产品惯称为复合板微晶石。 市场上通常将此产品惯称为复合板微晶石。
陶瓷砖底坯实际上就是常规玻化砖的一种, 陶瓷砖底坯实际上就是常规玻化砖的一种,如果 不复合微晶玻璃面层而直接进行抛光, 不复合微晶玻璃面层而直接进行抛光,就可作为 抛光玻化砖产品销售。 抛光玻化砖产品销售。 面层微晶玻璃的成分,在品种上用量大(~90%) (~90 面层微晶玻璃的成分,在品种上用量大(~90%) 的各个成分与普通窗玻璃或瓶罐玻璃一样, 的各个成分与普通窗玻璃或瓶罐玻璃一样,而用 来改性的几个小含量成分(合计~10%) %)品种也 来改性的几个小含量成分(合计~10%)品种也 都普遍用于医用玻璃、光学玻璃、 都普遍用于医用玻璃、光学玻璃、电气电子玻璃 领域中。 领域中。
全抛釉工艺参数
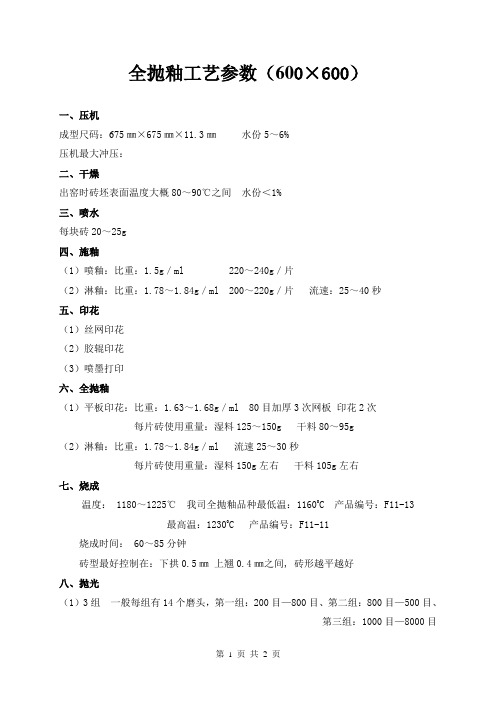
全抛釉工艺参数(600×600)
一、压机
成型尺码:675㎜×675㎜×11.3㎜水份5~6%
压机最大冲压:
二、干燥
出窑时砖坯表面温度大概80~90℃之间水份<1%
三、喷水
每块砖20~25g
四、施釉
(1)喷釉:比重:1.5g/ml 220~240g/片
(2)淋釉:比重:1.78~1.84g/ml 200~220g/片流速:25~40秒
五、印花
(1)丝网印花
(2)胶辊印花
(3)喷墨打印
六、全抛釉
(1)平板印花:比重:1.63~1.68g/ml 80目加厚3次网板印花2次
每片砖使用重量:湿料125~150g 干料80~95g
(2)淋釉:比重:1.78~1.84g/ml 流速25~30秒
每片砖使用重量:湿料150g左右干料105g左右
七、烧成
温度: 1180~1225℃我司全抛釉品种最低温:11600C 产品编号:F11-13 最高温:12300C 产品编号:F11-11
烧成时间: 60~85分钟
砖型最好控制在:下拱0.5㎜上翘0.4㎜之间, 砖形越平越好
八、抛光
(1)3组一般每组有14个磨头,第一组:200目—800目、第二组:800目—500目、
第三组:1000目—8000目
(2)4组一般每组有10个磨头,第一组:200目—500目、第二组:600目—1000目、第三组:800目—1500目、第四组:1000—8000目 ,压力大概1-2kg 九、打蜡
A蜡:增光B蜡:防污
十、附表
1、工艺流程图:
2、坯体大致配方。
全抛釉瓷砖的生产工艺

全抛釉瓷砖的生产工艺
全抛釉瓷砖是将釉料均匀地涂覆在整个瓷砖表面,然后在高温下进行烧制而成的。
其生产工艺主要包括以下几个步骤:
1.瓷砖基材制备:选用高质量的瓷土、石英、长石等原料,按一
定比例混合,然后经过成型、干燥等工序制成瓷砖基材。
2.底釉施工:将一种白色或浅色釉料均匀地涂覆在瓷砖表面,形
成一层底釉。
底釉的作用是增加瓷砖表面的光泽度,提高釉层与基材之间的附着力。
3.装饰釉施工:将颜色、花纹等装饰釉料均匀地涂覆在底釉上,
形成瓷砖的装饰层。
装饰釉的颜色、花纹可以根据需求来选择和设计。
4.烧制:将经过装饰釉施工的瓷砖放入窑炉中进行高温烧制,通
常烧制温度在1180-1250℃之间。
烧制过程中,瓷砖表面的釉料会融化、流淌,形成均匀的玻璃状釉层,与瓷砖基材紧密结合。
5.后处理:烧制完成后,瓷砖需要经过冷却、检验、分类、包装
等后处理工序。
其中检验是非常重要的一步,要检查瓷砖的表面光泽度、颜色、花纹、尺寸等是否符合要求。
以上是全抛釉瓷砖的生产工艺,这种工艺能够生产出表面光滑、光泽度高、色彩丰富的瓷砖,具有良好的防污、耐磨、易清洁等特点。
全抛釉的生产工艺及性能研究

梁 铎 .罗宏
(1.佛 山 市 远 泰 陶 瓷 化 工 有 限 公 司 ,佛 山 528000; 2.广 东 东 鹏 陶瓷 股 份 有 限公 司 .佛 山 528000)
摘 要 :全 抛 釉 砖 作 为 一 种 新 型 环 保 节 能 的 节 能釉 面砖 ,在 与 喷 墨技 术 完 美 配 合 的 基 础 上 ,迅 速 成 为 近 几 年 市 场 上 热销 的 瓷 砖 产 品 。但 由 于 其 自身 的 技 术 瓶 颈 ,许 多 弊 端 在 瓷 砖 的售 后 终 端 不 断 呈 现 。 本 文 在 归 纳 全 抛 釉 生 产 技 术 工 艺 的基 础 上 ,探 讨 了全 抛 釉 耐磨 度 、性 能 调 试 、陶 瓷 喷 墨发 色 等 方 面 的 技 术 问 题 ,为 全 抛 釉 的 品质 提 升 ,提 供 相 关 的技 术 理 论 参 考 。 关 键 词 :全 抛 釉 ;耐 磨 性 能 ;防 污 ;喷 墨发 色 ;技术 改进
于全 抛 釉 表层 釉 面耐 磨 度 不 够 、硬 度 不 足等 缺 陷 ,成 为
全 抛 釉 是 一 种 可 以在 釉 面 上 进 行 软 抛 光 的 一 种 透 明
了全抛釉 致命 的弱 点 。本 文从 一般 全抛釉 的 生产工 艺人 釉 ,也 是 近 几 年 伴 随 喷 墨 技 术 的发 展 ,迅 速 成 长 和 发 展 起
喷墨机的 良好印花效果 ,需要 控制坯体 温度在 40 c【=以下 。 在 此基础上 ,本文列 出了生产中一般淋釉 的工艺参 数 (见
表 1 全 抛 釉 料 常 用 原 料 的化 学 组 成
单 位 :wt%
表 4),以供大家参考 。同时 ,在施釉 的整个过程 中注意釉面
教你辨别什么才是最好的全抛釉图文版资料

教你辨别什么才是最好的全抛釉?第一、我得告诉你什么是全抛釉?全抛釉又名“釉中彩”,又称釉下彩工艺。
釉下彩顾名思义就是在釉层下面印花,即直接在坯体上印花,然后在其上面施釉或透明融块,拥有“递进色彩、玲珑质感”的特色。
然后对釉面进行抛光。
光泽度达到90度以上,表面平整、耐磨、防滑。
全抛砖集中了仿古砖、抛光砖和石材的所有优点。
既有仿古砖的丰富色彩,又有抛光砖的光亮,更有石材的天然纹理,“真石”感受,“超石”享受。
二、全抛砖和抛光砖有什么区别?全抛砖具有和抛光砖一样的瓷质坯体,吸水率在0.5%以下;同时表面都经过抛光,光亮持久如新。
但全抛砖有以下优点:1、抛光砖是对砖坯进行抛光,而全抛砖是在抛光砖的工艺基础上,在表面增加一层抛光釉,是对表面的釉面进行抛光,再辅以新中源首创的“超洁亮技术”(该技术目前仿古砖品牌只有新中源拥有),亮度更高,防污性更好。
2、抛光砖的仿石纹理多以普通渗花或者随机布料产生的纹理,仿石效果较好;而全抛砖是采用全真扫描,滚筒胶印形成的纹理,具有与天然名贵石材一致的纹理和质感。
3、表面亮度和平整度不同,全抛釉表面似玻璃釉面,亮度比抛光砖更高,但抛光砖表面看似更平整,全抛有一定波纹;表面纹理的不同,全抛釉纹理主要是石材纹理,印花细腻而丰富,表面相当于玻璃;抛光砖纹理主要是石材颗粒晶体,立体感较强,特别是颗粒晶莹剔透的效果,说白了,就是全抛釉铺贴的效果要比抛光砖更奢华大气一些;4、砖的横切面不同,抛光砖表层有一层3~6㎜的微粉层,全抛釉只有一层不到0.5㎜的釉面;全抛釉是结合了仿古砖和抛光砖的优点于一身,釉面如抛光砖般光滑亮洁,同时其釉面花色如仿古砖般图案丰富,色彩厚重或绚丽。
三、全抛砖和石材有什么区别?全抛砖拥有和天然石材一样的纹理,但全抛砖较之石材有以下优点:1、无辐射,又不会对地球环境造成破坏,符合当今低碳生活潮流,既环保又节能;2、无色差,大面积铺贴浑然天成,整体效果好于石材;3、抗折强度以及表面硬度比石材更好,使用寿命更长,易护理,不易变色、起皮、断层、开裂。
全抛釉的生产工艺及性能研究

远泰陶瓷化工有限公司研发的全抛釉釉层SEM
晶体也是常见的晶体之一,硬度在4~5级之间
度上可以提高釉面的硬度和抗热震性能。
有文献研究表明[1],引入煅烧α-氧化铝可以在一定程度上提升釉面的硬度。
实践表明,选用
α-氧化铝,添加量在0%~15%的范围内
影响全抛釉透明度的同时,可以提高釉面耐磨性能
入过多的煅烧α-氧化铝,会使全抛釉的高温黏度增大釉层透明度降低,严重影响喷墨色彩的呈现。
全抛釉的膨胀系数及砖型的控制
通常在生产过程中,全抛釉料的热膨胀系数较面釉为了保持瓷砖(600mm×1200mm、800mm×800。
全抛釉产品知识2015.7

新中源建材湖北销售中心运营部
专业赢得尊重 服务创造价值
坚定 务实 拼搏 高效
目录
一
产品释义及编号
二
生产工艺流程
三
产品卖点及铺贴
专业赢得尊重 服务创造价值
坚定 务实 拼搏 高效
一、全抛釉基础知识
1、全抛釉定义
2、全抛釉分类
是一种可以在釉面进行抛光工序的一 种特殊配方釉,它是施于仿古砖的最后一 道釉料,一般为透明面釉或透明凸状花釉 ,施于釉面砖集抛光砖与仿古砖优点于一 体的,釉面如抛光砖般光滑亮洁,同时其 釉面花色如仿古砖般图案丰富,色彩厚重 或绚丽。其釉料特点是透明不遮盖底下的 面釉和各道花釉,抛釉时只抛掉透明釉的 薄薄一层,而透明凸状花釉作全釉是杰出 之作,其凸釉通过印花于砖面成间断的凸 粒状釉,烧成再抛釉,效果更是别具一格
铺贴、施工、保养要点
2、施工步骤
① 地面处理: 基面存有泥土、灰渣、油污、杂物等应清除干净,有松散、凹洼的地方应做加
强处理,有养护剂、脱模剂、较光滑的混泥土面需打磨拉毛后施工; ② 混浆:
将325号水泥和沙以1:3的比例混合成素沙浆;
专业赢得尊重 服务创造价值
坚定 务实 拼搏 高效
铺贴、施工、保养要点
②体感将强现,代种喷类墨丰数富码,打环印保技无术辐与射釉中彩技术完美融合。 ④ ③相比经国过内高同温规长格时:间致煅密烧度,使高无、晶易釉洁色环晶保体、自通然透爆自破然。 ⑤ ④针对具其备他优品质牌玻的化同石类的产卓品越:性强能调和全微抛晶釉玻优璃势的及玉配质套特资性源。
⑤ 具有大理石的自然视觉效果,将大理石原始的自然特
成型车间
抛光车间
分级车间
专业赢得尊重 服务创造价值
全抛釉瓷砖的生产工艺

全抛釉瓷砖的生产工艺
全抛釉瓷砖是一种采用全抛釉工艺生产的瓷砖产品,其生产工艺大致分为以下几个步骤:
1. 原料准备:根据产品需求,选择适当的瓷砂、高岭土、长石等原材料,并按照一定的比例进行搅拌混合。
2. 瓷砖成型:将混合好的原料通过压制机或注塑机进行成型。
一般采用大型压机将混合好的原料压制成固定尺寸的坯体。
也可以采用注塑机进行成型,将原料注入模具中并加压成形。
3. 瓷砖干燥:将成型的瓷砖坯体放置在通风良好的场所,使其逐渐干燥。
这个过程中,要控制好干燥的速度和时间,以免出现开裂等问题。
4. 胚体修整:对干燥好的瓷砖坯体进行修整。
这个步骤主要是利用机械设备对瓷砖的四周进行修整,使其形状更加规整。
5. 上釉:在瓷砖坯体表面上涂上一层釉料。
全抛釉瓷砖需要涂抹两层釉料,一层是基础釉,用于填充瓷砖表面的细微凹凸;另一层是浮釉,用于增加瓷砖表面的光泽和颜色。
6. 釉料烧成:将上釉的瓷砖坯体放入窑炉中进行高温烧制。
这个过程中,瓷砖
坯体中的矿石物质和釉料会发生化学反应,形成玻化层和釉面。
烧制温度通常在1000C以上,具体温度和时间根据瓷砖的要求进行调控。
7. 切割和打磨:将烧制好的瓷砖坯体进行切割,根据产品规格和尺寸进行个性化定制。
切割后还需要进行打磨,以使瓷砖表面更加光滑。
8. 包装和质检:对成品瓷砖进行外包装,以防止瓷砖在运输过程中受损。
同时还需进行严格的质量检查,确保产品符合标准要求。
以上就是全抛釉瓷砖的生产工艺的主要步骤,不同的生产厂家可能会有略微不同的工序和技术,但整体的生产流程大致相似。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全抛釉工艺参数(600×600)
一、压机
成型尺码:675㎜×675㎜×11.3㎜水份5~6%
压机最大冲压:
二、干燥
出窑时砖坯表面温度大概80~90℃之间水份<1%
三、喷水
每块砖20~25g
四、施釉
(1)喷釉:比重:1.5g/ml 220~240g/片
(2)淋釉:比重:1.78~1.84g/ml 200~220g/片流速:25~40秒
五、印花
(1)丝网印花
(2)胶辊印花
(3)喷墨打印
六、全抛釉
(1)平板印花:比重:1.63~1.68g/ml 80目加厚3次网板印花2次
每片砖使用重量:湿料125~150g 干料80~95g
(2)淋釉:比重:1.78~1.84g/ml 流速25~30秒
每片砖使用重量:湿料150g左右干料105g左右
七、烧成
温度: 1180~1225℃我司全抛釉品种最低温:11600C 产品编号:F11-13 最高温:12300C 产品编号:F11-11
烧成时间: 60~85分钟
砖型最好控制在:下拱0.5㎜上翘0.4㎜之间, 砖形越平越好
八、抛光
(1)3组一般每组有14个磨头,第一组:200目—800目、第二组:800目—500目、
第三组:1000目—8000目
(2)4组一般每组有10个磨头,第一组:200目—500目、第二组:600目—1000目、第三组:800目—1500目、第四组:1000—8000目 ,压力大概1-2kg 九、打蜡
A蜡:增光B蜡:防污
十、附表
1、工艺流程图:
2、坯体大致配方。