焊接螺母对应开孔尺寸
焊接螺母jis b 1196.doc
JIS B 1196焊接螺母1. 范围此日本工业标准规定了通用钢制焊接螺母,以下称为“螺母”。
这些螺母在使用时用凸焊或点焊。
备注:在此标准中,单位和括号{ }中的数值都是以国际单位制为基础的。
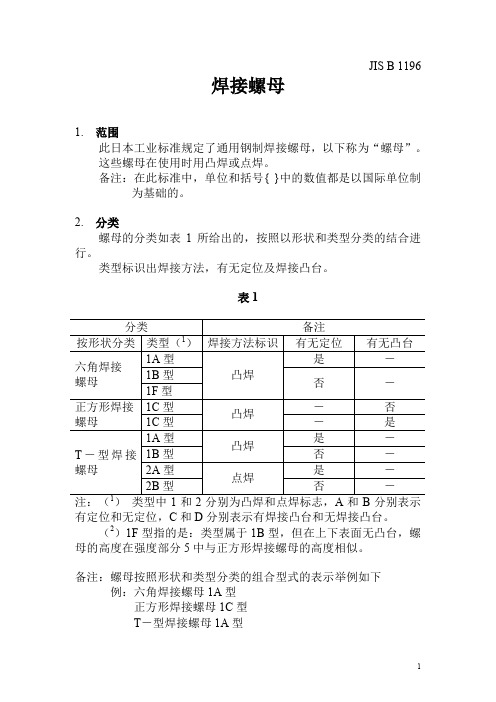
2. 分类螺母的分类如表1所给出的,按照以形状和类型分类的结合进行。
类型标识出焊接方法,有无定位及焊接凸台。
表1有定位和无定位,C和D分别表示有焊接凸台和无焊接凸台。
(2)1F型指的是:类型属于1B型,但在上下表面无凸台,螺母的高度在强度部分5中与正方形焊接螺母的高度相似。
备注:螺母按照形状和类型分类的组合型式的表示举例如下例:六角焊接螺母1A型正方形焊接螺母1C型T-型焊接螺母1A型3. 机械性能螺母的机械性能应为如表2给出的。
但该表不适用于要求防腐的螺母,在300℃或以上耐热及在-50℃以下耐寒的螺母。
表2注:()螺母在受拉力或压力(当这些力在与螺母配合的芯轴的螺纹部分引起了许用应力时)作用下,不应由于螺纹的损坏或螺母裂纹而破坏,且螺母在所受载荷撤去以后可用手从芯轴上取下。
(4)1N/mm2=1Mpa(5)无论是布氏硬度还是洛氏硬度,其中有一个满足,就认为硬度是满足的。
备注:此表是以JIS B 1052为基础的。
参考表备注:此表是以JIS B 1052为基础的。
4. 形状与尺寸螺母的形状与尺寸应如表3所给出的。
表35. 螺纹螺母的螺纹和螺距应分别如表4-1和4-2所给定的。
电镀螺纹也应保持在许可的规定等级公差范围内。
表4-26. 外观螺母的外观应为:表面光滑且无对工作有害的裂纹、划痕和生锈等缺陷。
除非另有规定,否则对许可的表面不连续点的要求最好遵循附在JIS B 0101上的说明。
7. 材料螺母的材料应为碳钢,含碳量为0.2%或小于0.2%,这样产品才会满足表2中所给出的扭矩的撕裂强度。
8. 表面处理通常,螺母是不进行表面处理的,如果表面处理,诸如电镀,是特别需要的,则应被具体规定。
9. 检验螺母的检验应如下。
六角法兰面焊接螺母标准
六角法兰面焊接螺母标准六角法兰面焊接螺母是一种常见的连接元件,广泛应用于机械设备、建筑结构和其他领域。
它具有安装简便、连接牢固的特点,因此在工程中得到了广泛的应用。
为了确保六角法兰面焊接螺母的质量和可靠性,制定了一系列的标准,本文将对六角法兰面焊接螺母的标准进行详细介绍。
首先,六角法兰面焊接螺母的标准主要包括外观质量、尺寸偏差、材料要求、力学性能等方面。
在外观质量方面,六角法兰面焊接螺母的表面不得有裂纹、气孔、夹渣等缺陷,螺纹部分应平整、清晰。
在尺寸偏差方面,六角法兰面焊接螺母的尺寸应符合国家标准,螺纹的牙型和螺距也应符合相关标准。
此外,六角法兰面焊接螺母的材料要求和力学性能也是制定标准时需要考虑的重要因素。
其次,六角法兰面焊接螺母的标准制定不仅是为了保证产品质量,也是为了确保其在使用过程中的安全性和可靠性。
因此,在制定标准时,需要考虑到各种使用环境下的实际情况,包括温度、湿度、压力、振动等因素。
只有充分考虑到这些因素,才能制定出合理、科学的标准,保证六角法兰面焊接螺母在各种复杂条件下都能正常工作。
此外,六角法兰面焊接螺母的标准还需要考虑到其与其他零部件的配合情况。
在实际使用中,六角法兰面焊接螺母往往需要与螺栓、螺柱等其他零部件配合使用,因此在制定标准时,需要考虑到与这些零部件的配合要求,确保其在组装和使用过程中能够正常配合,发挥预期的作用。
总之,六角法兰面焊接螺母的标准制定是一个复杂而严谨的过程,需要考虑到各种因素的综合影响。
只有制定了科学合理的标准,才能保证六角法兰面焊接螺母在各种使用条件下都能够发挥应有的作用,确保工程设备和建筑结构的安全可靠运行。
在实际生产和使用中,我们应严格按照相关标准要求进行生产、检验和使用,确保六角法兰面焊接螺母的质量和可靠性。
同时,也要不断完善和更新标准,以适应不断发展变化的市场需求和技术要求,推动行业的健康发展和进步。
通过对六角法兰面焊接螺母标准的了解和遵守,我们可以更好地应用这一连接元件,确保工程设备和建筑结构的安全可靠运行,为各行各业的发展提供坚实的保障。
凸焊工艺规范
凸焊工艺规范1 范围本规范规定了公司常用标准件凸焊工艺技术要求。
本规范适用于公司规划和设计部门对凸焊工艺的审查。
2 规范性引用文件无3术语3.1 凸焊凸焊是在焊接件的接合面上预先加工出一个或多个凸点,使其与另一焊接件表面相接触,加压并通电加热,凸点压溃后,使这些接触点形成焊点的电阻焊方法1)。
凸焊的位置精度取决于定位销与被焊接对象之间的配合精度,奇瑞公司的凸焊理论定位偏差最大为:(螺母)0.2mm(螺栓)0.25mm。
——————————《焊接工程师手册》 陈祝年 机械工业出版社 2002.1 第四章 凸焊工艺3.2凸焊设备81.上电极臂 4.下电极夹持器 7.定位销2)2.下电极臂 5.上电极8.凸焊标准件 3.上电极夹持器 6.下电极 9.钣金件图1 螺栓凸焊螺母凸焊图3图2 图4 4内容 4.1 螺母凸焊4.1.1 凸焊电极需要的空间螺母凸焊面必须为平面。
图1螺母凸焊下电极直径大小有Φ32、Φ35、Φ38、Φ42,常用为Φ32;上电极直径有Φ16、Φ20、Φ27,M5常用为Φ16,M6、M8常用为Φ20。
所以普通螺母的下电极至少要预留Φ32的圆平面。
保险带安装螺母(如图2)上电极与下电极直径相同,有Φ38、Φ42两种。
所以对于安全带螺母上下电极需要至少预留Φ38的圆平面。
4.1.2 凸焊定位底孔为降低凸焊电极制造成本,凸焊螺母底孔统一定为(M+1)mm,其中M为焊接螺母的公称直径(螺纹大径)。
英制螺母螺纹大径加1后取整。
如:7/16螺母(QR366716),螺纹大径约Φ11.1125mm,其螺母底孔直径为Φ12mm。
4.2 螺栓凸焊螺栓凸焊有两种形式,一种为承面凸焊,钣件对应位置开孔(如图1,3);另一种为端面凸焊,钣件位置无孔(如图4),目前奇瑞公司基本为承面凸焊。
4.2.1 凸焊电极需要的空间螺栓凸焊面必须为平面。
图3 螺栓凸焊下电极直径大小有Φ25、Φ32,上电极大小有Φ16、Φ20;M5、M6下电极常用深度为30mm,M8下电极常用深度为38mm。
螺母、螺栓与螺柱焊接质量检验

螺母焊接规范一、螺母形状和评定工程备注:抗拉荷重测试应优先与抗扭力荷重和焊核直径测量。
1.1测量螺母形状,抗拉荷重测量应优先。
1.2螺纹精度应满足焊接前要求。
1.3保证载荷应满足焊接前的规范。
1.4抗拉荷重应根据规定测试,焊接螺母上焊接部位不能有裂痕。
二、抗拉荷重单位:KN二、焊核直径备注:1、凸焊所允许的最小焊核直径应为3mm或3mm以上。
2、直径计算方法3、焊核直径是参照钢板搭接处或螺母凸缘处分离实验拔出的孔洞形成的。
三、抗扭矩单位:N.M螺母规格M4、5 M6 M8 M10 M12 抗扭矩12.7 15.5 20.5 37.3 42.2 备注:抗扭矩按要求测试后,螺母焊接部位不能有分离和裂痕。
三、测试方法1、抗拉实验2、抗扭力荷重螺栓焊接规范一、螺栓种类二、螺栓种类对应的评价工程种类评价工程等级1 外观螺纹精度抗压荷重,密封性能等级2 抗压荷重,焊核直径1、外观通过目测来评定,不能有变形和表面不能有污物。
2、螺栓的螺纹精度应满足焊接前的要求。
3、螺栓保证载荷应满足焊接前的要求。
三、压溃实验备注:括号中的值时凸点的数量和直径四、焊核直径备注:1、焊核的测量2、是在搭接处由撕裂实验造成孔的大小,当搭接处的厚度为1.4mm或以上时,应满足表中焊核直径和高度。
3、焊核高度是三个焊点中最小的。
五、压溃实验方法点焊质量规范一、不良1、虚焊或漏焊:不能满足焊核直径和焊核高度的情况。
较薄板的厚度mm 最小焊核尺寸或断裂面直径mm0.5-0.790.8-0.991.0-1.241.25-1.591.6-1.992.0-2.492.5-3.143.15-3.543.55-3.993.64.04.55.05.66.37.18.08.52、边焊:a)点焊的凹陷处在边缘外的情况。
如图1b)焊点凹陷处在边线之外但在被挤压变形的钣件之内,需要进行表面处理的情况。
如图23、以下情况不认为是边焊a)表面不需要作外观处理,焊点凹陷处在边缘或焊点凹陷处在中间夹层钢板边缘内的情况。
DIN 929-2000 六角焊接螺母

在有疑义的情况下 德语原版应作为权威文本
©未经事先允许 本翻译文稿任何部分不得复制
标准号 DIN 929:2000-1
1 范围
本标准规定了对螺纹规格为 M3 M16 产品等级 A 级的粗牙和细牙螺纹 的六角焊接螺母的要求 对于与性能等级低于 8.8 级的螺栓配合使用的螺母的 规定见 DIN EN ISO 898-1 对于带法兰的六角焊接螺母的规定见 DIN 977
0.5
0 6.5 14 5.27
0.65 -0.15 8 17 9.58
0.65
10 17 12
0.8
10 19 14
0.8
0 -0.2
10
19
13.7
1
11 22 21.3
1
13 24 28.5
4 交货技术条件 4.1 一般要求 标准螺栓 螺钉 螺柱和螺母的一般要求见 ISO 8992 标准的规定
2 标准参照 本标准可包含地 通过注明和不注明日期的方式 参照其他标准的规定
这些参照的标准在文本的适当位置进行引用 下面列出了参照标准名称清单 对于注明如期的引用 这些参照标准后面的任何修订和改版只包含应用于本标 准的修订和改版中 对于未注明日期的参照 则参照这些标准的最新版本
DIN 13-1
通用 ISO 公制螺纹 第 1 部分 公称直径为 1 68mm 的粗
M6
_
_
0.88
2.5
8
M8 M8 1
_
1
3
10.5
M10 M10 1.25
M10 1
0.125
4
12.5
_
_
7/16-20 UNF-2B
1.25
地脚螺栓开孔及埋深尺寸

螺栓直径与预留孔尺寸的关系
对塔类设备及由设备专业进性倾覆力计算的其他设备,地脚螺栓及
模板由设备带。
地脚螺栓的方位一般按设计北向的中心线跨中设计。
对有震动的设备和塔器,地脚螺栓采用双螺母。
地脚螺栓埋入混凝土内的深度要求为30d(d为螺栓直径),对于小型设备
或不考虑倾覆力矩时,可采用20d,对塔类设备,要求埋入深度》30d。
地脚螺栓预留孔边距设备基础边缘的距离》100mm。
对于受拉力不大的静设备,可将地脚螺栓焊在基础面的钢板上,地
脚螺栓采用焊接螺柱GB902-8Q
地脚螺栓直径与预留孔尺寸的关系:
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.
Nur f u r den pers?nlichen f u r Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
Pour l ' e tude et la recherche uniquement a des fins personnelles; pas a des fins commerciales.
H edo 员冶HBI
T o JI E K o g^fljirogeifcc) TOpBi(eno^b3 gioi THO^ymeHucHCJi, egoBua
ucno 员B30BaTbCE B KoMMepqeckux
---------------------- 以下无正文 ----------------。
车身工艺孔的分类及应用

车身工艺孔的分类及应用作者:张超来源:《汽车与驾驶维修(维修版)》2018年第08期摘要:汽车车身上工艺孔的作用及要求各不相同,本文对汽车白车身工艺孔进行整理分类,结合汽车设计及生产中的应用实例,讨论这些孔的功能和设计规范[1],重点对一些实际案例进行分析,并提出解决方案[2]。
希望能为广大从业人员提供一些参考。
关键词:白车身;工艺孔;汽车设计中图分类号:U466 文献标识码:A1车身工艺孔的分类车身工艺孔按照功用分为以下几类:安装孔,包括焊接螺栓过孔、焊接螺母过孔、总装螺栓螺母过孔、卡子固定孔和通风口安装孔等;涂装工艺孔,包括涂装排液孔、排气孔和防电磁屏蔽孔等;定位孔,包括制件RPS定位孔、冲压定位孔和焊接定位孔等;排水孔,包括车门排水孔、发动机舱排水孔、天窗排水孔、行李舱排水孔、油箱盖排水孔和侧围下部排水孔等;工艺过孔,包括安装工艺过孔、焊接工艺过孔、线束过孔和总装车零部件过孔等;减重孔。
2车身工艺孔的功用及设计规范2.1安装孔的功用及设计规范2.1.1焊接螺栓过孔焊接螺栓过孔是指穿透性凸焊螺栓过孔,一般过孔大小与螺栓有以下设计规范(表1)。
2.1.2焊接螺母过孔焊接螺母过孔是指凸焊螺母对应的过孔,—般过孔大小与螺母有以下设计规范(表2)。
2.1.3总装螺栓螺母过孔总装螺母过孔是指安装零部件时螺栓穿透的过孔,一般过孔大小与螺栓有以下设计规范(表3)。
2.1.4卡子固定孔卡子固定孔是指安装零部件时卡子穿透的过孔,一般过孔大小有以下设计规范(表4)。
2.1.5通风口安装孔汽车车厢内进行通风换气以及对车内空气进行过滤和净化是十分必要的,密闭的车厢内通过空调进风口输送新鲜空气。
而排风是利用汽车行驶时,对车身外部所产生的风压作为动力,在适当的地方开设逆风口和排风口,以实现车内的通风换气。
轿车排风口一般设置在汽车尾部负压区,在侧围后下部左右两侧各安装一个排风格栅,排风格栅上有单向帘,只能排风,不能进风。
翻孔攻丝与螺母-尺寸参数与比较
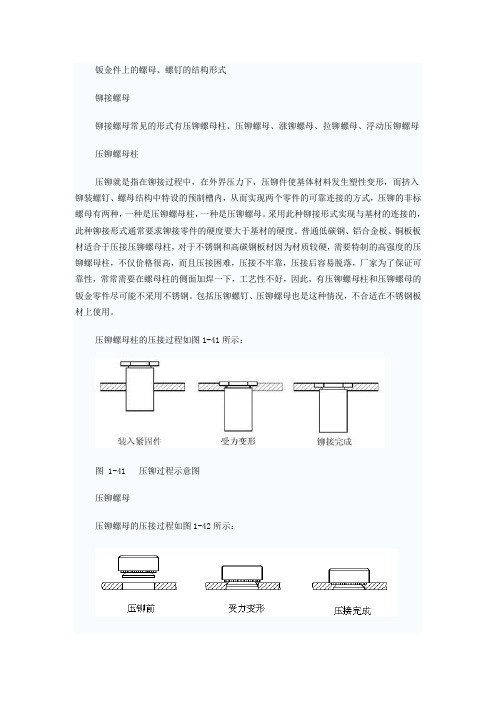
钣金件上的螺母、螺钉的结构形式铆接螺母铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母压铆螺母柱压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。
采用此种铆接形式实现与基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。
普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。
包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。
压铆螺母柱的压接过程如图1-41所示:图 1-41 压铆过程示意图压铆螺母压铆螺母的压接过程如图1-42所示:图 1-42 压铆过程示意图涨铆螺母涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,与基体材料形成紧配合,从而实现两个零件的可靠连接的方式。
常用的ZRS等等就是采用此种铆接型式实现与基材的连接的。
涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。
如图1-43所示:图1-43涨铆过程示意图拉铆螺母拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。
常用的拉铆螺母就是采用此种铆接型式实现与基材的连接的。
拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。
如图1-44所示:图 1-44拉铆过程示意图浮动压铆螺母有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压铆式浮动螺母后,很好的改善了这一情况。