PET吹瓶机常见技术问题
PET吹瓶常见问题

故障1: PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法:1、上部加温2、调整排气孔位置3、加大拉伸倍率4 •改变瓶形状5 •调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法:1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法:1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法:1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法:1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法:1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11 :瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法:1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12 :原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因2、若相对模具合模线在某一特定方位则为模具排气问题3、胚管加热不均匀4、模具底部设计不佳排除方法:1、改善胚管厚薄设计2、改善模具底部排气孔3、改善加热条件4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关是否打开置于ON处6、指示灯损坏7、加热炉内控制插座的小型断路器是否合上排除方法:1、检查插座有无电,漏电开关是否跳闸2、检查线路有否短路,然后更换保险管3、接好接头4、打开紧急安全掣5、电源开关打在ON处6、更换指示灯7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位2、合模行程开关坏3、电线脱落4、延时拉伸时间继电器损坏5、升降电磁阀和拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障8、延时拉伸时间设定为“ 0”排除方法:1、前移合模碰块2、更换合模行程开关3、接好线头4、更换时间继电器5、更换电磁阀6、检查孔位,确保畅通7、检查有关电磁阀8、延时拉伸时间设定不可少于“ 0 ”故障15:圆盘不转原因:1、保险丝断,圆盘不转2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法:1、用万用表阻挡(R× 1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹瓶机故障与制品出现的原因及排除
吹瓶机故障与制品出现的原因及排除1.吹瓶机制品出现瓶身不圆的故障可能原因:a.模具温度不均匀,导致瓶身吹制时受热不均。
b.模具设计不合理,导致瓶身受力不均,造成不规则形状。
c.瓶身吹制速度过快,导致受热不均匀。
排除方法:a.检查和调整模具的冷却系统,保证温度均匀。
b.设计和制造合理的模具,确保受力均匀。
c.调整吹制速度,确保瓶身受热均匀。
2.吹瓶机制品出现瓶底凸起或凹陷的故障可能原因:a.瓶底模具强度不足,无法承受吹瓶时的高压。
b.瓶底吹制过程中温度不均匀,造成瓶底变形。
c.气路系统出现堵塞或漏气,导致瓶底受力不均。
排除方法:a.更换更强度的瓶底模具。
b.检查和修复瓶底冷却系统,确保温度均匀。
c.定期检查气路系统,确保畅通无阻。
3.吹瓶机制品出现表面划痕或气泡的故障可能原因:a.模具表面不平整或存在磨损,导致制品表面不平整。
b.吹瓶过程中的温度不稳定,造成瓶身表面气泡。
c.原料质量问题,含有污染物。
排除方法:a.定期检查和维护模具,确保表面平整且光滑。
b.控制吹瓶机温度,保持稳定。
c.每批次原料进厂前都要进行质量检测,确保无污染物。
4.吹瓶机制品出现尺寸偏差的故障可能原因:a.吹瓶温度不稳定,导致瓶体伸长或收缩。
b.进料速度不均匀,导致瓶子形状变化。
c.润滑系统故障,引起运动部件的卡滞或不同步。
排除方法:a.控制吹瓶温度的稳定性。
b.调整进料速度,确保均匀。
c.定期检查和维护润滑系统,确保运动部件正常运转。
总结:吹瓶机故障的原因通常可以分为模具问题、温度问题、气路问题、质量问题、进料问题等。
要解决吹瓶机故障,需要对各个环节进行细致的检查与排除。
定期的维护和保养对于预防吹瓶机故障也是非常重要的。
只有保证各个环节的正常运行,才能生产出高质量的制品。
吹瓶机常见故障及处理方法
吹瓶机常见故障及处理方法吹瓶机是目前广泛应用于瓶子生产的设备之一。
它的主要作用是将热塑性塑料材料加热融化后,通过模具吹出成型。
吹瓶机在生产过程中容易出现一些故障,这些故障不仅会影响生产效率,还会增加生产成本。
因此,了解吹瓶机常见故障及处理方法对于提高生产效率和降低生产成本具有重要意义。
一、吹瓶机常见故障1. 瓶子变形瓶子变形是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
2. 瓶子口部不平整瓶子口部不平整也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具口部不平整、吹气压力过大或过小等原因造成的。
3. 瓶子泄露瓶子泄露是吹瓶机生产过程中比较严重的故障之一。
这种情况一般是由于模具口部不严密、瓶子壁厚不均等原因造成的。
4. 瓶子表面不光滑瓶子表面不光滑也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具表面不平整、吹气压力过大或过小等原因造成的。
5. 瓶子尺寸不一瓶子尺寸不一也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
二、吹瓶机处理方法1. 瓶子变形处理方法瓶子变形的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
2. 瓶子口部不平整处理方法瓶子口部不平整的处理方法主要是调整模具口部、适当调整吹气压力等。
3. 瓶子泄露处理方法瓶子泄露的处理方法主要是检查模具口部密封情况、调整瓶子壁厚等。
4. 瓶子表面不光滑处理方法瓶子表面不光滑的处理方法主要是调整模具表面、适当调整吹气压力等。
5. 瓶子尺寸不一处理方法瓶子尺寸不一的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
三、吹瓶机维护保养除了以上常见故障及处理方法外,吹瓶机的维护保养也是非常重要的。
以下是吹瓶机维护保养的一些注意事项:1. 定期检查设备:定期检查吹瓶机设备的电气、液压、气动等部分是否正常运行,如有异常及时处理。
PET瓶注拉吹瓶成型缺陷和排除办法

PET瓶注拉吹瓶成型缺陷和排除办法缺陷原因排除方法pp>瓶胚底部发白1•热流道温度不足2•料温不足1 .加强隔热措施2 .调咼该处热咀温度3.适当提高料温4.加快注速5.降低保压6 .减慢冷却水流速pp>瓶胚不透明1•原料干燥不足2•原料塑化不足3. PP>瓶胚壁厚过大或冷却不足4•混入其它塑料5 .料温太低1保证干燥四小时以上2.升高料温3.提高螺杆转速4.检查是否干燥料温太小或注射量不相配,必须保证原料在16 5度干燥至水分含量少于0 . 0 2 % 5 .加强冷却,改薄壁厚pp>瓶胚由透明变不透明脱膜温度太高1 .加强冷却水2 .延长冷却时间3.改变注射时间pp>瓶胚一侧有雾影1.保压太咼2.底膜浇口孔偏心1.减低压力2.修正模具pp>瓶胚有银纹或发黄塑料分解1.降低干燥温度,延长干燥时间2.调整注射速度3.降低料温4.降低热咀温度pp>瓶胚有气泡干燥不足1.加强干燥2 .增加料温3.降低螺杆转速瓶胚内有不规则环槽水汽冷凝在型芯型腔1 .加强车间干燥2 .提咼冷却水温3 .擦干模具pp>瓶胚在浇口部拉裂1.热流道口与浇口不同心2.浇口倒扣3.浇口区太热1 .修正模具2 .修正浇口3 .延长冷却时间4、增加注速或注射时间5 .力卩强浇口隔热瓶胚口未满注或有溶接纹1.排气不良2.注射偏心1 .加大排气槽 2.清洗唇模3 .减低注速4.修正模具底模浇口孔pp>瓶胚边厚边溥1.模具制造不良2.浇口孔偏位3.注射压力过高4.型芯移位1.修正模具2.提高料温3.调低压力4•米用高强度高精度和型芯可调整结构的模具瓶胚表面凹陷1 .料温太高2.注速太短3 .保压太短4.注射时间太短5 .冷却不足1.降低料温2.降低注速3.增加保压4.增加注射时间5 .增加水压瓶胚浇口拉丝1.隔热不良2 .冷却不足3.热流内有压力4.螺杆止逆不良5 .保压太低1.保证浇口部隔热2.加大冷却3.加强倒索4.清理螺杆咀5 .增加保压瓶胚脱膜后弯曲1.浇口孔偏心2.冷却不均匀1 .修正模具 2 .降低保压3 .增加注速4.延长冷却5 .清理水道6 .加大冷却水压水量瓶胚加温后弯曲1•瓶胚偏心2.调温孔或调温座偏心1.修正模具2.修正调温定位部件3.降低调温度,特别是弯曲部位调温温度3 .瓶胚密度不pp>吹瓶局部发白瓶胚调温不足增加PP>瓶胚温度及内外均匀性瓶胚调温后发白在发白段瓶胚调温太咼保证PP>瓶胚在80度至110度PP>吹瓶pp>瓶子吹不胀1.气压气量不足2.瓶胚调温不足3.瓶胚注塑缺陷1•增加气压气量2.提高胚温2 .用100度开水检查PP>瓶胚是否软化均匀拉穿胚底1.胚底温太高2.胚身温太低3.塑料降解严重1.调整胚温2.拉查更换瓶胚及原料,加强干燥瓶胚偏心1 .吹气太早2.风压太咼3 •拉伸杆与瓶底不对中4•瓶胚偏心严重5•拉伸杆速度太慢6•拉伸杆离底模大于1.5mm7•瓶胚底温太高1.调慢延时吹气时间2.降低风压3.修正安装状态4.检查修正瓶坯情况5 .调整拉伸气缸压力6.调正拉伸杆末端至底模1—1. 5mm7.降低下端调温温度瓶身在垂直方向未吹满1 •不满部分瓶胚调温太咼2•不满部分瓶胚有冷块3 .风压风量不足4.吹瓶模排1 .调正PP>瓶胚温度2.不触摸加热后的胚身,查清冷硬块是否碰触过3.加大储气气压气量4 .增加排气 5.在吹瓶模加开冷却水6 .修正模具气不良5.吹瓶模温太高6 •瓶胚壁太薄7.瓶子纵向拉伸比不足7.加大拉伸比(纵向)pp>瓶子园周方向壁厚不均匀1 .瓶胚偏心2.调温不均匀3.排气不良1.改进瓶胚模具2.改进调温设备3.将不良部分pp>瓶胚温度降低4.增大排气瓶子底部有火山口”犬凸起瓶胚底部太冷或瓶胚其它地方温度太高提早吹气时间,调整调温温度吹后瓶子局部发白1.局部调温不足2.局部拉伸比太大3.压缩空气中有水份1.增加瓶胚温度2.检查瓶胚设计3.加强滤水滤油瓶子垂直承载力不良1.壁厚不均匀2.瓶胚加温温度太高3.瓶子形状不良1.改善瓶子壁厚均匀2.尽量低温高压成型3.改善瓶型设计瓶子易跌破1.底部壁厚未适当拉伸2.塑料高温降解1.改善底部拉伸比2.加强注胚前原料干燥3.降低生产温度瓶子内有麻点、白雾1.吹入不洁空气2.空气湿度大1.设置空气过滤装置2.降低吹入空气湿度瓶子太软 1 .设计不良 1 .改进设计2.加工温太高 2 .尽量在低温下注胚和吹瓶成型吹瓶后有焦臭味1 .加温太高2.压缩空气不良3.使用劣质原料1.降低吹瓶温度2.整理空压机和过滤器3.使用正规材料瓶子装水后一段时间水变味1.瓶子乙醛含量过高2.原料不当1 .采用低温注胚和吹瓶2.检查原料加工前乙醛含量,排除劣质原料。
【VIP专享】PET吹瓶常见问题

故障1:PET瓶透明度不佳原因:1、加热温度过高 2、加热时间过长 3、压缩空气含有水份 4、注塑胚管本身不透明 5、胚管设计不适 6、吹胀比例太小排除方法:1、降温 2、缩短加热时间 3、用干燥器除水 4、改良胚管品质,选择用料及提高原料干燥度 5、改善胚管尺寸设计 6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低 2、胚管壁厚不均 3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度 2、改善胚管品质 3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早 2、拉伸杆没下到底 3、拉伸杆与瓶轴中心线偏移 4、胚管壁厚不均匀或注射密度不均 5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度 2、调整磁极开关的位置 3、调整拉伸杆位置 4、改善胚管品质 5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心 2、吹气孔不对称,孔径不一 3、拉伸倍率过低或吹胀比例太小 4、胚管在加热炉中不自转 5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置 2、调整吹气孔位置及孔径 3、加大拉伸倍率或吹胀比例 4、检查自转装置 5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低 2、模具排气孔位置距上部太远 3、拉伸倍率过低 4、瓶上部吹胀比过低 5、拉伸杆速度太慢排除方法: 1、上部加温 2、调整排气孔位置 3、加大拉伸倍率 4.改变瓶形状 5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早 2、底部温度过高 3、胚管底部太薄排除方法: 1、延迟开始吹气时间 2、降低底部温度 3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够 2、封口时间过早 3、模具问题 4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长 2、一个卷,一个良好 3、积料处温度太低 4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度 2、调低卷瓶一边的气量 3、增加胚管该处的加热温度 4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透 2、延时拉伸时间太长 3、拉伸比太大 4、胚管底部太薄5、拉伸杆头太尖排除方法: 1、加温 2、缩短延时拉伸时间 3、减少拉伸比 4、改善胚管底部设计 5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短 2、延时开模时间太短 3、温度太高 4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度 2、加长延时开模时间 3、降温 4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高 2、模具瓶底处排气孔不足或不均匀 3、拉伸杆未到底部 4、拉伸杆头设计不符合胚管底部形状 5、吹气压力不足 6、吹气阀流量不足 7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度 2、增加排气孔数量并使其分布均匀 3、调整拉伸杆到瓶底 4、更换拉伸杆头 5、加大吹气压力 6、用汽油清洗吹气阀 7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落 4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹瓶机常见故障及处理方法
吹瓶机常见故障及处理方法
随着可持续发展的概念越来越深入人心,吹瓶机的出现受到越来越多的消费者的关注。
吹瓶机在节能、环保、高效等方面都有明显的优点,它的质量直接决定着使用的效果。
但就像其他的设备一样,吹瓶机也会出现一些故障,下面就介绍常见的几种故障及处理方法。
1、制作过程缺氢现象:此类问题一般是因为设备使用中出现了氦气泄漏而引起,解决这种情况,首先应查明氦气泄漏的部位,找到泄漏处后应及时将氦气排出,然后用熔接器熔接氦气外部加压式接头,最后检查机器启动。
2、吹瓶机噪音过大:此类问题一般是因为设备使用中出现了各种零部件的磨损而引起,解决这种情况,应及时打开机器检查是否有部件磨损,如果有,应及时更换,然后进行调整,如果没有,可以更换润滑油,做到贴合紧凑,最后检查机器启动。
3、吹瓶机吹瓶质量较差:此类问题一般是因为机器调整不当而引起,解决这种情况,应根据需求,调整吹瓶机的参数,以确保瓶体符合要求,同时,还要根据生产过程中的实际情况,及时调整机器参数,以达到最佳的瓶形。
以上是吹瓶机常见的几种故障及处理方法,机器使用过程中如出现了以上情况,应及时处理,以免影响吹瓶机的使用效果。
PET吹瓶常见问题

故障1:PET瓶透明度不佳ﻫ原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径ﻫ故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置得外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移ﻫ原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀ﻫ排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关得位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均ﻫ排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚ﻫ原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢ﻫ排除方法: 1、上部加温2、调整排气孔位置3、加大拉伸倍率4。
改变瓶形状 5.调整拉伸杆速度ﻫ故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法: 1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度ﻫ故障7:瓶合模线明显ﻫ原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具就是否未压紧4、维修模具牙口配合位ﻫ故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度ﻫ排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边得气量3、增加胚管该处得加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖ﻫ排除方法: 1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头ﻫ故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作ﻫ排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀ﻫ故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳ﻫ排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计ﻫ故障12: ﻫ原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均得原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀4、模具底部设计不佳ﻫ排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计ﻫ故障13:吹瓶机无电源指示ﻫ原因:1、插座无电 2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关就是否打开置于ON处6、指示灯损坏 7、加热炉内控制插座得小型断路器就是否合上ﻫ排除方法: 1、检查插座有无电,漏电开关就是否跳闸2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯7、合上断路器ﻫ故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落4、延时拉伸时间继电器损坏 5、升降电磁阀与拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障 8、延时拉伸时间设定为“0”ﻫ排除方法:1、前移合模碰块 2、更换合模行程开关3、接好线头4、更换时间继电器 5、更换电磁阀6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转ﻫ原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹塑PET瓶常见的问题和解决方法
吹塑PET瓶常见的问题和解决方法
展开全文
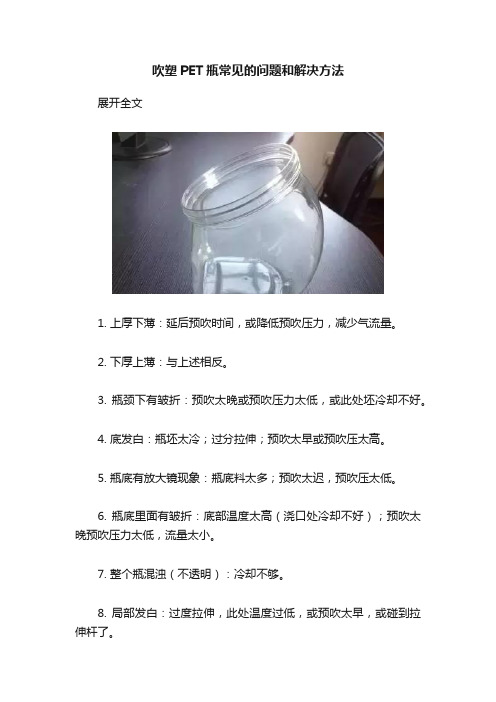
1. 上厚下薄:延后预吹时间,或降低预吹压力,减少气流量。
2. 下厚上薄:与上述相反。
3. 瓶颈下有皱折:预吹太晚或预吹压力太低,或此处坯冷却不好。
4. 底发白:瓶坯太冷;过分拉伸;预吹太早或预吹压太高。
5. 瓶底有放大镜现象:瓶底料太多;预吹太迟,预吹压太低。
6. 瓶底里面有皱折:底部温度太高(浇口处冷却不好);预吹太晚预吹压力太低,流量太小。
7. 整个瓶混浊(不透明):冷却不够。
8. 局部发白:过度拉伸,此处温度过低,或预吹太早,或碰到拉伸杆了。
9. 瓶底偏心:与瓶坯温度、拉伸、预吹、高压吹等都可能有关系。
降低瓶坯温度;加快拉伸速度;检查拉杆头与底模间的间隙;延后预吹,减小预吹压力;延后高压吹;检查瓶坯是否偏心。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吹塑过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸、取向和排列,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,并有很好的气密性。
虽然拉伸有助于提高强度,但也不能过分拉伸,要控制好拉伸吹胀比:径向不要超过3.5~4.2,轴向不要超过2.8~3.1。
瓶坯的壁厚不要超过4.5mm。
吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90~120度之间。
在此区间PET表现为高弹态,快速吹塑、冷却定形后成为透明的瓶子。
在一步法中,此温度是由注塑过程中的冷却时间长短决定的(如青木吹瓶机),所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸—一次吹—二次吹,三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏。
因此要调节好:拉伸起始时机、拉伸速度、预吹起始和结束时机,预吹气压力,预吹气流量等,如有可能,最好能控制瓶坯总体的温度分布,瓶坯内外壁的温度梯度。
在快速吹塑、冷却过程中,瓶壁内有诱导应力产生。
对充气饮料瓶来说,它可抗内压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放。
常见问题与解决方案
1.上厚下薄:延后预吹时间,或降低预吹压力,减少气流量。
2.下厚上薄:与上述相反。
3.瓶颈下有皱折:预吹太晚或预吹压力太低,或此处坯冷却不好。
4.底发白:瓶坯太冷;过分拉伸;预吹太早或预吹压太高。
5.瓶底有放大镜现象:瓶底料太多;预吹太迟,预吹压太低。
6.瓶底里面有皱折:底部温度太高(浇口处冷却不好);预吹太晚预吹压力太低,流量太小。
7.整个瓶混浊(不透明):冷却不够。
8.局部发白:过度拉伸,此处温度过低,或预吹太早,或碰到拉伸杆了。
9.瓶底偏心:与瓶坯温度、拉伸、预吹、高压吹等都可能有关系。
降低瓶坯温度;加快拉伸速度;检查拉杆头与底模间的间隙;延后预吹,减小预吹压力;延后高压吹;检查瓶坯是否偏心。