焊钉焊接工艺设计评定报告
焊钉焊接工程检验批质量验收记录
焊钉焊接工程检验批质量验收记录一、工程概况工程地点:______施工单位:______监理单位:______质检单位:______二、质量验收依据1.《焊接工程质量验收规范》(以下简称《规范》)。
2.相关设计、施工图纸和技术文件。
三、检验依据和标准1.检验依据:根据《规范》和工程设计要求。
2.检验标准:根据相关规范和设计文件中所要求的焊接工艺和质量要求。
四、检验项目及结果序号检验内容检验方法检验结果1 焊接材料检验进货检验焊钉焊接工程所使用的焊条、焊丝等材料应符合标准要求。
检验结果合格。
2 焊缝外观检验目测检验焊缝外观应平整、均匀、无裂纹、挤压、气孔等缺陷。
检验结果合格。
3 焊缝尺寸检验测量检验焊缝尺寸应符合设计要求。
检验结果合格。
4 焊接质量检验非破坏性检验使用超声波、射线等非破坏性检验方法对焊缝进行检验。
检验结果合格。
5 焊缝抗拉强度检验拉力试验对焊缝进行拉力试验,检验焊缝的抗拉强度是否符合要求。
检验结果合格。
五、检验结论经上述检验项目的检验,焊钉焊接工程检验批质量验收结果合格。
六、质量问题与处理1.根据施工单位提供的材料进货检验记录,已无质量问题。
2.焊缝外观检验结果合格,未发现任何缺陷。
3.焊缝尺寸符合设计要求。
4.经非破坏性检验,焊缝无任何缺陷。
5.焊缝抗拉强度符合设计要求。
七、工程质量意见与建议根据本次质量检验情况,焊钉焊接工程质量符合相关规范和设计要求,建议施工单位继续保持施工质量水平,并加强施工过程中的质量控制。
八、相关附件1.焊接材料进货检验记录。
2.相关焊接工艺文件和检验记录。
九、参加质量验收人员施工单位代表、监理单位代表、质检单位代表等。
十、编制人:。
焊接工艺论述报告范文
焊接工艺论述报告范文
焊接工艺是一项非常重要的制造工艺,它在各种工业领域都有着广泛的应用。
下面我将从焊接工艺的定义、分类、应用、发展趋势等多个角度进行论述。
首先,焊接工艺是指利用熔化金属或非金属材料,将被连接的材料熔化,使其在冷却后形成连接的工艺。
焊接工艺可以分为压力焊、熔化焊、摩擦焊等多种类型。
其中,熔化焊是最常见的一种,包括电弧焊、气体保护焊、激光焊等方法。
每种焊接工艺都有其适用的范围和特点。
其次,焊接工艺在各种工业领域都有着广泛的应用。
在汽车制造、船舶建造、航空航天、建筑结构、管道工程等领域,焊接工艺都扮演着不可替代的角色。
它不仅可以将金属材料连接起来,还可以修复损坏的构件,实现材料的再利用,降低成本,提高效率。
另外,随着科学技术的不断发展,焊接工艺也在不断创新和进步。
例如,激光焊接、等离子焊接等高新技术的应用,使得焊接工艺在精度、效率、质量等方面都得到了提升。
同时,焊接工艺的自动化、智能化也成为了发展的趋势,大大提高了生产效率和产品质
量。
总的来说,焊接工艺在现代制造业中占据着非常重要的地位,它的发展不仅推动了制造业的进步,也为人类社会的发展做出了重要贡献。
随着科学技术的不断进步,相信焊接工艺会在未来发展出更多新的技术和应用,为人类社会带来更多的福祉。
钢结构焊钉焊接施工工艺标准

钢结构焊钉焊接施工工艺标准钢结构焊钉焊接施工工艺标准一、钢结构焊钉焊接施工工艺标准的重要性在钢结构建筑中,焊接是连接构件的重要方式之一,其中焊钉焊接作为一种常见的焊接方式,对于工程质量和安全至关重要。
制定并严格执行钢结构焊钉焊接施工工艺标准至关重要。
二、钢结构焊钉焊接施工工艺标准的内容1. 焊接人员资质要求:焊接人员应具有相应的资质和经验,包括相关的焊接技术培训和持证上岗。
只有具备专业知识和技能的焊接人员才能保证焊接质量。
2. 焊接材料选择:焊接材料的选择至关重要,应根据实际工程要求进行选择,并且要符合国家标准,确保焊接强度和稳定性。
3. 焊接设备及工艺:在对焊接设备进行选择时,应考虑设备的质量和性能是否符合要求,以及是否能满足工程的需要。
而在焊接工艺上,需要根据构件的材质、厚度和结构设计进行合理安排,包括焊接的前处理、过程控制和后处理等。
4. 检测与评定:对焊接接头进行质量检测和评定,包括焊缝外观检测、X射线或超声波探伤等,以确保焊接质量符合要求。
三、关于钢结构焊钉焊接施工工艺标准的个人观点和理解作为一名专业的文章写手,我对钢结构焊钉焊接施工工艺标准有着深刻的理解和看法。
在我看来,制定和执行严格的施工工艺标准对于确保钢结构焊钉焊接质量至关重要。
不仅能保证工程质量和安全,还能提升工程效率和可持续发展水平。
在实际的工程实践中,我认为焊接工艺标准的执行需要相关部门、企业和从业人员共同努力,形成一种全面、长效的监督和管理机制。
只有如此,才能真正保证焊接工艺的规范执行,从而确保钢结构建筑的质量和安全。
以此为根据,我在此呼吁我们每一个建筑从业者,都要高度重视钢结构焊钉焊接施工工艺标准,不断加强相关知识的学习和实践经验的积累,为推动我国建筑工程质量和安全不断提升贡献自己的力量。
钢结构焊钉焊接施工工艺标准的制定和执行具有重要意义,需要我们共同努力来促进行业提升和发展。
只有如此,我们才能在建设高质量、安全可靠的建筑工程中发挥更大的作用。
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
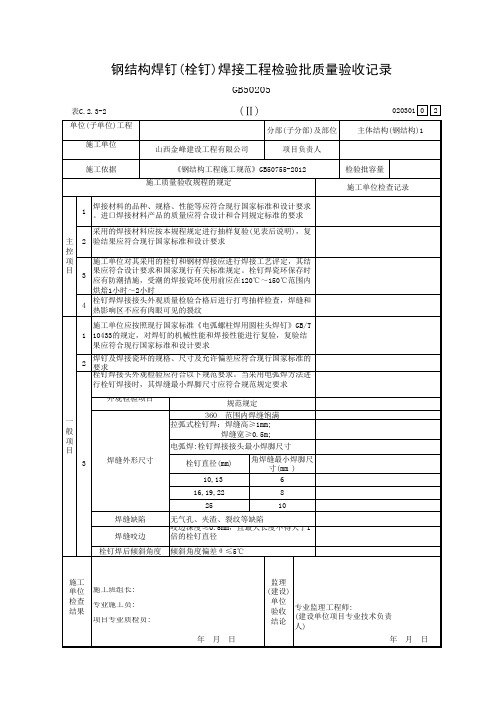
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
焊钉(栓钉)焊接工程质量标准及检验方法

焊钉和钢材焊接的焊接工艺评定
应符合设计要求和国家现行有关标准的规定;瓷环应进行烘焙
检查焊接工艺评定报告和烘焙记录
4ቤተ መጻሕፍቲ ባይዱ
焊后弯曲试验
应符合现行有关标准的规定,其焊缝和热影响区不应有肉眼可见的裂纹
焊钉弯曲30°后用角尺检查和观察检查
般项Il
1
焊钉及焊接瓷环的规格、尺寸及偏差
应符合现行有关标准的规定
钢尺和游标卡尺量测
2
焊缝
应均匀,不应有局部未熔合或不足360°的焊脚
观察检查
2质量标准和检验方法:
焊钉(栓钉)焊接工程质量标准和检验方法
类别
序号
检验项目
质量标准
单位
检验方法及器具
主控项目
1
焊接材料的品种、规格、性能等
应符合现行国家产品标准和设计要求
检查质量合格证明文件,中文标志及检验报告等
2
重要钢结构采用的焊接材料
应进行抽样复验,复验结果应符合现行国家产品标准和设计
要求
检查复验报告
焊钉(栓钉)焊接工程质量标准及检验方法
1检查数量:
主控项目
1)第1项、第2项、第3项:应全数检查。
2)第4项:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
一般项目
3)第1项:按量抽查1%,且不应少于10套。
4)第2项:按总焊钉数量抽查1%,且不应少于10个。
焊接工艺评定方案
苏州宝带东路跨运河钢桁梁制造焊接工艺评定方案(修订)编制:复核:审核:批准:中铁九桥工程有限公司2013 年09 月一、总则苏州宝带东路跨运河钢桁梁主体结构采用Q345qD 钢材制造。
各结构中存在多种不同规格的对接、熔透或坡口角接及T 型角接接头,根据钢梁的设计图纸及相关技术文件要求,结合全桥钢梁的结构形式,我们根据《公路桥涵施工技术规范》(JTG/T F50-2011 )附录F1的相关规定,从各种形式接头所有的板厚规格中选择有代表性的板厚组合进行焊接工艺评定试验 (以下简称试验)。
二、接头选择结合各部分结构形式,我们整理了结构中存在的各种不同板厚、不同焊接方法和不同施焊工位的各类主要对接、熔透或坡口角接及T 型角接接头, 详见《附表:苏州宝带桥全桥主要接头形式表》。
并从所有的接头形式中选择了33 组有代表性和针对性的板厚和接头组合进行焊接工艺评定试验:其中包括14 组对接接头,10 组熔透角接接头, 5 组坡口角接接头和 4 组T 型角接接头。
三、试验材料和焊接设备1 、母材本次试验用钢板包括厚度为8mm 、1 2mm 、20mm、25mm 、30mm、35mm、40mm、50mm、55mm 的Q345qD 材质钢板。
符合GB/T714-2008 的技术要求。
试板规格:对接接头:150 X800 角接接头:150 >6002、焊接材料2.1 埋弧自动焊:①上下弦杆件节点板对接焊缝、箱型杆件棱角焊缝箱体外部采用H08Mn2E (©5.0)焊丝,配合SJ101q 焊剂。
②上下层桥面板对接焊缝填充盖面层焊接采用H08Mn2E (©5.0)焊丝,配合SJ101q 焊剂。
③工型腹杆、桥面系T型横梁主焊缝采用H08MnA (©5.0)焊丝,配合SJ101q 焊剂。
2.2CO 2气体保护焊:①上下弦杆件腹杆接头板、横梁接头板焊缝采用药芯焊丝E501T-1 (©1.2 )焊接。
钢结构焊接工艺评定报告
焊接钢结构:随着科学技术的发展,世界上建筑工程钢结构的应用越来越广,焊接是钢结构制造中一种十分重要的加工工艺。
据工业发达国家统计,每年仅需要进行焊接加工之后使用的钢材就占钢产量的45%左右。
我国到20世纪80年代末,焊接钢结构已占钢产量的30%。
焊接工艺评定:焊接工艺评定为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
焊接工艺评定是保证质量的重要措施,为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
目的:评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;验证施焊单位所拟订的焊接工艺规程(WPS或pWPS)是否正确。
为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
意义:焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。
通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。
适用范围:1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航天器,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。
流程:1、焊接工艺评定2、提出焊接工艺评定的项目3、草拟焊接工艺方案4、焊接工艺评定试验5、编制焊接工艺评定报告6、编制焊接工艺规程(工艺卡工艺过程卡作业指导书)钢结构焊接工艺:钢结构焊接制造(即焊接结构生产)是从焊接生产的准备工作开始的,它包括结构的工艺性审查、工艺方案和工艺规程设计、工艺评定、编制工艺文件(含定额编制)和质量保证文件、定购原材料和辅助材料、外购和自行设计制造装配-焊接设备和装备;然后从材料入库真正开始了焊接结构制造工艺过程,包括材料复验入库、备料加工、装配-焊接、焊后热处理、质量检验、成品验收;其中还穿插返修、涂饰和喷漆;最后合格产品入库的全过程。
焊钉(栓钉)焊接工程检验批质量验收记录

分包单位 项目负责人
检验批部位
施工依据 钢结构工程施工规范(GB50755-2012) 验收依据
验收项目
设计要求及 规范规定
最小/实 际
抽样数量
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1 焊接材料品种规格
第4.3.1条
/
检验合格,符合要求
√
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
焊钉(栓钉)焊接工程检验批质量验收记录
01020402 02030102 001
单位(子单位) 浙江资料软件销售: 分部(子分部) 主体结构分部-
工程名称
15824421188
工程名称
钢结构子分部
分项工程名称
钢结构焊接分项
施工单位
资料软件全套:1280 元
项目负责人检验批容量分包单位资料员QQ群: 375178245
第4.3.2条
/
第5.3.1条
/
检验合格,报告编号
√
检验合格,符合要求
√
4 焊后弯曲试验
第5.3.2条
/
抽查 处,合格 处
√
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
抽查 处,合格 处
√
抽查 处,合格 处
√
施工单位 检查结果
主控项目全部合格,一般项目满足规范规定 要求;检查评定合格
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
外观
GB/T12469-90
合格
/
Χ光
超声波
磁粉
拉断试验
弯曲试验
报告编号
试样编号
抗拉强度δb
(MPa)
屈服点δb
(MPa)
伸长率
收缩率
标准值
≥450
≥240
≥14
≥58
实测值
488
242
15
59
冲击试验
报告编号
宏观金相
报告编号
PQR-01
试样编号
缺口位置
试验温度(℃)
冲击功Akv(J)
评定结果:
20
表B-2焊接工艺评定报告
共1页第1页
工程名称
评定报告编号
PQR-01
工艺指导书编号
WPS-01
工程地点
依据标准
《建筑钢结构焊接技术规程》(JGJ 81)
焊接单位
施焊日期
母材钢号
Q345B
规格
供货状态
热轧
生产厂家
化学成分和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
δs
(MPa)
δb
(MPa)
/
焊接设备型号
RSN-2200
焊接时间
0.84-1秒
预热温度(℃)
/
层间温度(℃)
/
后热温度(℃)及时间(min)
/
焊后热处理
/
评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ 81)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数范围按本评定指导书执行。
类型
螺柱
生产厂
无锡双跃
批号
1004-21
烘干温度(℃)
规格(mm)
φ19
焊丝
牌号
/
/
生产厂
/
批号
/
焊剂或气体
牌号
规格(mm)
生产厂
烘干温度(℃)
时间(min)
施焊工艺参数记录
道次
焊接方法
螺柱牌号
直径
电流
(A)
电压
(V)
焊接速度
(cm/min)
热输出
( kJ/cm)
备注
1
螺柱焊
ML15AL
φ19
1500
圆柱头焊钉
焊接工艺评定报告
编号:PQR-01
编制:
焊接责任
技术人员:
批准:
单位:
日期:年月日
表B-1焊接工艺评定报告目录
序号
报告名称
报告编号
页数
1
焊接工艺评定报告
PQR-01
1
2
焊接工艺指导书
WPS-01
1
3
焊接工艺评定记录表
1
4
焊接工艺评定检验结果
1
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
电源及极性
/
预热温度(℃)
/
层间温度
/
后热温度(℃)及时间(min)
/
焊后处理
接头及坡口尺寸图
焊
接
顺
序
焊接工艺参数
道次
焊接方法
焊条或焊丝
焊剂或保护气
保护气流量(1/min)
电流(A)
电压(V)
焊接速度(m/H)
热输入(kl/cm)
备注
牌号
Φ(㎜)
1
螺柱焊
ML15AL
φ19
/
/
1500
90
30
/
焊前清理
合格
硬度试验
报告编号
评定结果:
其它检验:
检验
日期
年月日
审核
日期
年月日
评定
年月日
评定单位:
(签章)
年月日
审核
年月日
技术负责
年月日
表B-3焊接工艺评定指导书
共1页第1页
工程名称
指导书编号
WPS-1
母材钢号
Q345B
规格
供货状态
热轧
生产厂
焊接材料
生产厂
牌号
类型
烘干制度(℃×h)
备注
焊条
/
螺柱
无锡双跃
ML15AL
螺柱
/
气体
/
/
焊接方法
螺柱焊
焊接位置
水平
焊接设备型号
RSN-2200
钢丝刷,砂轮打磨
层间清理
/
背面清根
/
技术措施
其他:
编制
日期
年月日
审核
日期
年月日
表B-4焊接工艺评定记录表
共1页第1页
工程名称
指导书标号
WPS-1
焊接方法
螺柱焊
焊接位置
水平
设备型号
RSL-2200
电源及极性
/
母材钢号
Q345B
类别
Ⅱ-1
生产厂
母材规格
供货状态
热轧
焊接材料
接头尺寸及施焊道次顺序
螺柱
牌号
ML15AL
90
/
施焊环境
室内
环境温度(℃)
18
相对湿度
20%
预热温度(℃)
/
层间温度(℃)
/
后热温度
/
时间(min)
/
后热处理
技术措施
焊前清理
钢丝刷,砂轮打磨
层间清理
/
背面清根
/
其他
/
焊工姓名
资格代号
级别
施焊日期
年月日
记录
日期
年月日
审核
日期
年月日
表B-5焊接工艺评定检验结果
共页第页
非破坏检验
试验项目
合格标准
评定结果
δ5
(%)
φ
(%)
Akv
(J)
标准
合格证
.15
1.48
.40
.003
.011
435
580
75
32
复验
碳含量
公式
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度(℃×h)
备注
焊条
螺柱
无锡双跃
ML15AL
螺柱
φ19
/
φ19×80
焊剂或气体
/
焊接方法
螺柱焊
焊接位置
水平
接头形式
/
焊接工艺参数
见焊接工艺评定指导书
清根工艺