数控转塔冲床验收标准一览表
机床验收标准

机床验收标准机床是制造业中常用的设备之一,其性能的稳定与否直接影响到产品的质量和生产效率。
因此,对机床的验收标准显得尤为重要。
机床验收标准是指在购买新机床或者对旧机床进行维修、改造时,对机床进行检验、测试,以确定其性能是否符合规定要求的一系列标准和规范。
下面将从机床的外观、精度、稳定性等方面,介绍机床验收标准的相关内容。
首先,对于机床的外观来说,验收人员需要检查机床的外观是否完好无损,各部件是否齐全。
同时,还需要检查机床的润滑系统、冷却系统、防护装置等是否完好,以确保机床的安全使用。
其次,机床的精度也是验收的重点之一。
在验收过程中,需要对机床的加工精度、重复定位精度、定位精度等进行测试,以确保机床能够满足加工工件的精度要求。
此外,还需要对机床的各轴的运动平稳性进行检测,以确保机床在加工过程中不会出现抖动、振动等问题。
另外,机床的稳定性也是需要重点考虑的方面。
在验收过程中,需要对机床进行长时间运行测试,以检测机床在长时间运行过程中是否会出现温升过高、噪音过大等稳定性问题。
同时,还需要对机床的主轴、导轨、传动系统等进行检测,以确保机床在长时间运行过程中不会出现故障。
除了以上几点外,机床验收标准还需要考虑机床的安全性、环保性等方面。
在验收过程中,需要对机床的安全防护装置、操作界面等进行检测,以确保机床的安全性。
同时,还需要对机床的废气、废水排放等进行检测,以确保机床符合环保要求。
总的来说,机床验收标准是一个综合性的验收过程,需要对机床的外观、精度、稳定性、安全性、环保性等方面进行全面检测。
只有通过严格的验收标准,才能确保机床的性能稳定,从而保证产品的质量和生产效率。
希望本文能够对机床的验收标准有所帮助,谢谢阅读。
数控转塔冲床调试规程

数控转塔冲床调试规程1 检查机床周围是否有妨碍的物品,检查转盘和转模,在旋转时不得有碰撞.2在油箱内加入说明书推荐的液压油至油位标示的规定位置.3检查气源气压要高于0.5Mpa4分别在润滑油箱和各个润滑点加注润滑油5推动送料架使送料架停到X轴及Y轴大约中部的位置.6把接近开关全部旋出到末端位置,使轴在移动时不会碰到7测量机床接地是否良好,用摇表测量机床接地电阻小于5欧姆8.检查主电源及各个开关电源是否短路9检查电机线及反馈线连接是否正确,不得有松动.10按电路图逐步检查电路是否正确,并逐步通电(1)先把所有开关断开(2)检查供电电源是否为三相380V误差在10%范围内(3)如果电源正常合上QF1空气开关,然后检查变压器TC9输出是否为三相交流200V,每次合上开关前都要检查三相电路是否短路. (4)依次合上开关QF2、QF3和QF101,检查开关电源GS1和GS2输出是否为直流24V(5)依次合上开关QF102、QF4,检查变压器输出是否为AC110V.(6)合上开关QF511检查急停接线是否正常(1)把两个急停开关打开,用万用表测量482和480是否通,如果不通检查线路排除故障,如果通,分别按下两个急停开关,看是否起作用. (2)分别按下两个急停开关,看系统是否有EMG报警,如果没有说明急停开关没起作用,检查线路.12在急停状态下,传入系统参数,机床程序及刀具参数13把操作面板上调换钥匙开关拨到切位置,看主电机和液压电机旋转方向是否正确,否则,调换电机线任意两根即可.14调整液压压力至5Mpa,设定液压油温度控制器报警1为5度,报警2为20,报警3为65度15设定电控箱温度控制器报警温度为30度16对照电气原理图,逐个感应接近开关和各个开关,在系统诊断页面下看是否信号都正确17分别按操作面板及辅助面板上的各个按钮,在系统诊断页面下,看每个按钮对应的信号,看按钮接线是否正确.18调整定位销气缸检测开关,使定位销在下时有信号19踩下脚踏开关,看脚踏开关是否正常20检查夹钳保护区信号是否正确,并移动X轴和Y轴使夹钳移动到冲头下看每个工位和保护区对应是否准确21调整压射销气缸检测开关使压射销推出时,上下气缸检测都有信号,按动压射销气阀,在压射销插入时,调整检测开关,使其有信号.22调整转模结合检测开关,在转模松开时,上下转模松开检测开关指示灯亮,按动转模结合气阀,在转模结合时,上下转模结合检测开关指示灯亮23手动移动X轴到正负极限,分别调整参考点,极限开关.接近开关与感应片距离为1mm24手动移动Y轴到正负极限,分别调整参考点,极限开关.使限位开关与挡块接触接触良好.25手动转动转盘,调整T轴参考点开关和转模位置开关,使接近开关与感应块间距为1mm26在断电状态下,手动转动C轴,调整C轴参考点开关,使开关和挡块接触良好,调整完后,转动转模不让开关与挡块接触.27在操作面板上,把模式选择调到手动模式,移动各轴,使各轴参考点信号不起作用,按操作面板上”原点”按钮,各轴自动返回参考点.如果X 轴或Y轴产生极限超程报警,调整感应块位置,直到在返回参考点后,不会产生报警28在每次T轴返回参考点过程中,关闭进气管,以防止压射销插入时,转盘晃动太大,损坏涨紧环,按同一个方向安装链条,首先调整上下转盘链条使链条涨紧力为()N,两侧受力均匀,调整感应块和1850参数至T轴在返回参考点后,压射销与1工位对应的定位孔对应.再次返回参考点,打开进气管,看压射销插入时转盘晃动情况,俯视上转盘,顺时针转动,把1850参数加大,逆时针转动,把1850参数减小,看诊断页面300号,直到伺服误差小于10为止,1850的数值参考诊断页面的301机床位置数值。
数控机床检修:机床检验标准对照表

ISO 230-3:2001 (2007, 2014) Part 3: Determination of thermal effects
机床环境评价 第1部分:高能效机床设计方法
ISO 10791: Test conditions for machining centres
ISO 10791-1:1998 (2015) Part 1: Geometric tests for machines with horizontal spindle (horizontal Z-axis)
NF E 60-172-1:2015 NF E 60-172-2:2001 NF E 60-172-3:1999 NF E 60-172-4:1998 NF E 60-172-5:1998 NF E 60-172-6:2015 NF E 60-172-7:2015 NF E 60-172-8:2001 NF E 60-172-9:2001
JAPANESS: JIS
JIS B 6190-1:2016 JIS B 6190-2:2008 JIS B 6190-3:2014 JIS B 6190-4:2008
JIS B 6190-7:2008
JIS-B6336-1:2000 JIS-B6336-2:2002 JIS-B6336-3:2000 JIS-B6336-4:2000 JIS-B6336-5:2000 JIS-B6336-6:2000 JIS-B6336-7:2000 JIS-B6336-8:2002 JIS-B6336-9:2002 JIS-B6190-8:2014
数控冲床点检表
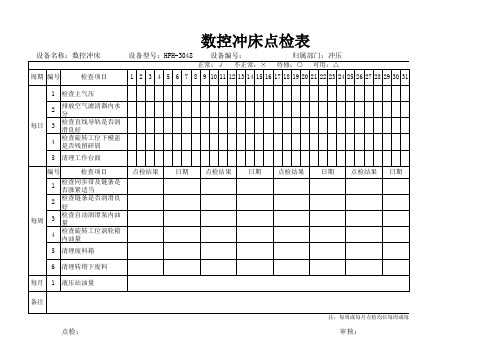
设备名称:数控冲床
2
排放空气滤清器内水 分
每日
3
检查直线导轨是否润 滑良好
4
检查旋转工位下模盖 是否残留碎屑
5 清理工作台面
编号
检查项目
1
检查同步带及链条是 否涨紧适当
2
检查链条是否润滑良 好
每周
3
检查自动润滑泵内油 量
4
检查旋转工位涡轮箱 内油量
5 清理废料箱
点检结果
日期
点检结果
日期
点检结果
日期
点检结果 日期
6 清理转塔下废料
周期 编号
检查项目
数控冲床点检表
设备型号:HPH-3048 设备编号:
归属部门:冲压
正常:√ 不正常:× 待修:○ 可用:△
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 31
1 检查主气压
均以每周或每月的最后一天为标准
每月 1 液压站油量
备注 点检:
注:每周或每月点检均以每周或每月的最后一天为标准
审核:
2016年 4 月 设置/状态/用油
0.54~0.59Mpa(5.5~ 6kgf/cm²) 刷涂锂基润滑脂
刷涂锂基润滑脂 TONNA T68机床导轨油 美孚 MOBILE1 5W-30润 滑油
美孚 ATF220液压油
数控转塔冲床保养点检表
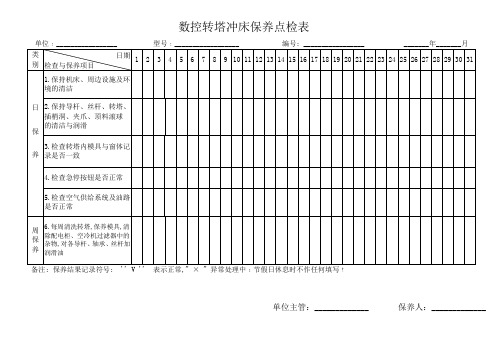
数控转塔冲床保养点检表
单位﹕_________________型号﹕__________________编号: _________________ _______年_______月
类别
日期
检查与保养项目
1
2
3Hale Waihona Puke 4567
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
日
保
养
1.保持机床、周边设施及环境的清洁
2.保持导杆、丝杆、转塔、
插梢洞、夹爪、顶料滚球
的清洁与润滑
3.检查转塔内模具与窗体记录是否一致
4.检查急停按钮是否正常
5.检查空气供给系统及油路是否正常
周
保养
6.每周清洗转塔,保养模具,清除配电柜、空冷机过滤器中的杂物,对各导杆、轴承、丝杆加润滑油
备注:保养结果记录符号: '' V ''表示正常,"×"异常处理中﹔节假日休息时不作任何填写﹗
数控机床交机验收标准

数控机床交机验收标准数控机床是一种技术含量很高的机电仪一体化的机床,用户买到一台数控机床后,是否正确的安全地开机,调试是很关键的一步。
这一步的正确与否在很大程序上决定了这台数控机床能否发挥正常的经济效率以及它本身的使用寿命,这对数控机床的生产厂和用户厂都是事关重大的课题。
数控机床开机,调试应按下列的步骤进行。
1 通电前的外观检查(1)机床电器检查打开机床电控箱,检查继电器,接触器,熔断器,伺服电机速度,控制单元插座,主轴电机速度控制单元插座等有无松动,如有松动应恢复正常状态,有锁紧机构的接插件一定要锁紧,有转接盒的机床一定要检查转接盒上的插座,接线有无松动,有锁紧机构的一定要锁紧。
(2)CNC电箱检查打开CNC电箱门,检查各类接口插座,伺服电机反馈线插座,主轴脉冲发生器插座,手摇脉冲发生器插座,CRT插座等,如有松动要重新插好,有锁紧机构的一定要锁紧。
按照说明书检查各个印刷线路板上的短路端子的设置情况,一定要符合机床生产厂设定的状态,确实有误的应重新设置,一般情况下无需重新设置,但用户一定要对短路端子的设置状态做好原始记录。
(3)接线质量检查检查所有的接线端子。
包括强弱电部分在装配时机床生产厂自行接线的端子及各电机电源线的接线端子,每个端子都要用旋具紧固一次,直到用旋具拧不动为止,各电机插座一定要拧紧。
(4)电磁阀检查所有电磁阀都要用手推动数次,以防止长时间不通电造成的动作不良,如发现异常,应作好记录,以备通电后确认修理或更换。
(5)限位开关检查检查所有限位开关动作的灵活及固定性是否牢固,发现动作不良或固定不牢的应立即处理。
(6)操作面板上按钮及开关检查,检查操作面板上所有按钮,开关,指示灯的接线,发现有误应立即处理,检查CRT单元上的插座及接线。
(7)地线检查要求有良好的地线,测量机床地线,接地电阻不能大于1Ω。
(8)电源相序检查用相序表检查输入电源的相序,确认输入电源的相序与机床上各处标定的电源相序应绝对一致。
数控检验标准

吉林省元隆达模具有限公司
检验 项目
数控检验标准
检验标准 检验频次
100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验 100%检验
吉林省元隆达模具有限公司
数控检验标准
批准:
审核:
编制:
吉林省元隆达模具有限公司
检验 项目
数控检验标准
检验标准 检验频次
100%检验
编号 版号
PB-8.1-01 11-3
页 次
1/2
检验内容
平面加工精度是否良好
检验工具
检验要领
2000mm×2000mm平行度0.05 尺寸公差±0.05 表面光洁度1.6 尺寸公差0-0.5 表面光洁度1.6 尺寸公差±0.05 表面光洁度0.8 尺寸公差0-0.02 表面光洁度0.8 位置公差±0.05 位置公差0.04之内 垂直度0.02、孔径H7 表面光洁度0.8 50mm×150mm垂直度0.03 位置公差0.03 表面光洁度1.6 50mm×150mm垂直度0.03 位置公差0.03 表面光洁度0.8 接刀无明显手感 表面光洁度0.8 满足数模 满足图纸要求,三坐标检测 表面光洁度1.6,满足图纸 表面光洁度3.2,满足图纸 满足图纸
1.加工者在加工完成的模 具上放置加工完成标牌 2.检验员根据图纸、工艺 、项目技术协议对模具进 行检测 3.根据检验结果填写检验 记录 4.对于不合格品出示《质 量问题处理报告》 5.对不合格品的处理结果 进行跟踪确认
机床验收标准

机床验收标准机床是制造业中不可或缺的重要设备,它的性能直接关系到产品的质量和生产效率。
因此,在购买新机床或者进行设备更新时,对机床的验收工作显得尤为重要。
机床验收标准是对机床性能进行评定和检验的依据,合理的验收标准可以保证机床的质量,提高生产效率,降低生产成本。
首先,机床验收标准应包括对机床外观的检查。
外观检查主要是对机床的涂装、表面光洁度和零部件的完整性进行检验。
涂装应均匀、无起泡、无脱落现象,表面应光滑、无划痕,零部件应完整无损。
这些都是保证机床外观质量的重要指标。
其次,机床验收标准还应包括对机床的基本性能进行检验。
基本性能包括机床的定位精度、重复定位精度、加工精度等指标。
定位精度是指机床在工作时的定位准确性,重复定位精度是指机床在多次工作中的定位重复性,而加工精度则是指机床在加工过程中的加工精度。
这些指标直接关系到机床的加工质量和加工效率,是机床验收标准中最为重要的部分。
另外,机床的稳定性和可靠性也是机床验收标准中需要重点考虑的内容。
机床在工作时需要保持稳定的性能,不得出现振动、噪音等异常现象。
同时,机床的各个部件和传动系统都需要保证其可靠性,不得出现漏油、漏电等情况,以确保机床在长时间工作中的稳定性和可靠性。
最后,机床验收标准还应包括对机床的安全性能进行检验。
安全性能是指机床在工作时对操作人员和周围环境的安全保护能力。
机床应具有完善的安全保护装置,如防护罩、急停按钮等,以确保操作人员在工作时不会受伤,同时也要保证机床在工作时不会对周围环境造成危害。
综上所述,机床验收标准是对机床质量进行全面检验和评定的重要依据,合理的验收标准能够保证机床的质量和性能,提高生产效率,降低生产成本。
因此,在进行机床验收时,需要严格按照验收标准进行检验,确保机床的质量和性能达到要求,为生产提供可靠的保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备名称:数控液压转塔冲床 设备型号:HPH-3047-26L 验收时间:
验收内 容
外观
验收要求
1.总体效果合理美观 2.外表干净 3.无杂物、无色差、无污点或划 痕 1.冲压力(294(30)KN(T) 2.冲压形式(液压驱动) 3.冲压机构 0型闭式机架 4.最大加工板料厚度6.35mm 5.最大加工板料X轴4000(含一次 在定位) 6.最大加工板料Y轴1250mm 7.一次冲孔最大直径ø88.9 8.最大冲压行程40mm 9.最高冲孔评频率(25.4mm节距 6.0mm行程)230cpm 10.最高冲孔评频率(1.0mm节距 6.0mm行程)230cpm 11.夹钳数 2个
24.气源0.6Mpa 25.耗气量150 26.夹钳死区检测 CL/ min 27.板材翘曲检测装置 28.夹钳夹板松动报警装置 29.夹钳移动检测装置 30.四轴联动功能(X、Y、T、C 、) 31. 数 控 系 统 802DSL 德 国 SIEMENS 德国
32. 伺 服 电 机 、 放 大 器 SIEMENS 33.伺服系统 德国SIEMENS
51.接近开关 瑞士科瑞 52. 接近开关(夹钳死区感应)日 本BAULLUF 1.使用说明书各2 套 2.合格证明书1 份
设备资料
3.装箱单1份
设备资料
4.西门子操作手册2 份
验收结论
签字
验收时间:
实物照片
协议指定
42.轴承、轴承座 日本NSK 43.直线导轨 44. 滚珠丝杠 本THK 45.气源处理四联件 46.二位五通电磁阀 47.标准件 48.断路器 49.接触器 50.按 钮 日本NSK 台湾 HIWIN/ 日
日本SMC 日本SMC
日本MISUMI 德国SIEMENS 德国SIEMENS 法国施耐德
实际情况
整改内容
是否合格
12.在定位气缸 2套 13.转塔工位数26个其中旋转工位 数2(B)个
14.控制轴数 4(X、Y、T、C) 15.模具形式 厚转塔、长冲模 (AMADA结构)
技术要求
技术要求
16.工作台结构 毛刷衬钢球 17.板材最大移动速度102m/min 18.转塔速度30rpm 19.旋转模具速度60rpm 20.冲孔精度±0.1mm 21.重复定位精度0.02mm 22.最大承载重量 1 液 压 冲 头 单 元 德 国 哈 雷 公 司 H+L 35.液压站 德国哈雷公司H+L
36.电子卡 德国哈雷公司H+L 37.厚转塔、模座 日本NISSHINBO
38. 自 分 度 旋 转 模 位 日 本 NISSHINBO 39. 同 步 齿 形 带 、 链 条 TSUBAKI 40.联轴器 日本TSUBAKI 41.蜗轮蜗杆装置 工 日本三菱重 日本