変更点管理
变更点管理规定(很好)
文件编号状态号发布时间页码版号第1页/共3页文件名称:变化点管理规定 1.0[目的]:为了便于管理与追溯因人、机、料、法、环等因素引起的变化点,特制定本管理规定。
2.0[范围]:适用于全公司在制造过程中因人、机、料、法、环等因引起的变化点的管理与追溯。
3.0[术语与定义]:变化点:因人、机、料、法等引起的变化项目,这些项目会使制造品质发生变化,其发生变更/变化的项目点称为变化点。
4.0[职责]: 4.1 品质负责设定规划本公司变化点的类型及管理方案,并监督其实施情况。
4.2 各生产部门负责制造过程中变化点实施与管理。
4.3 QC部协助生产部做好公司内部变化点的实施与管理。
4.4 技术部负责来自客户及社内变化点的内容及担心点内容的指示及确认。
4.5采购部及IQC负责对供应商变化点的管理。
4.6外发负责对外发厂变化点的管理。
4.7品质部对变化点初物的检查结果最终承认及变化点管理期间的解除。
5.作业内容 5.1变化点类型及分级 5.1.1变化点类型 a)计划性变化点:事前能判断的变化点项目。
b)突发性变化点:事前无法判断的变化点项目。
5.1.2变化点分级a)A类:变化点对产品制造过程的品质产生重大影响或存大潜在重大影响。
其变化点包括但不限于以下项目。
使用新设备;使用新供应商;设备/模具改造后初次使用;材料规格变更/材质变更;新产房/新生产线使用;b)B类:变化点对产品制造过程的品质产生一般影响或存在潜在一般影响。
变化点包括但不限于以下项目。
模具修模后;供应商工序/工艺变更/材料改善对应变更;制造条件变更;工序工艺方法变更;c)C 类:变化点对产品制造过程的品质产生轻微影响或潜在轻微影响。
除A、B类变化点外,其它人、机、料、法等因素引起变化点的项目。
5.2变化点管理的对象及对应方法,依据《变化点管理项目一览表》执行。
5.2.1对于5.1.2变化点分级中的A类变化点项目须填写《4M1E变更申请表》提交部门部长以上人员进行确文件编号状态号发布时间页码版号第2页/共3页文件名称:变化点管理规定认后,向品质本部提交《4M1E变更申请表》进行申请批准,经品质本部对《4M1E变更申请表》中的变更对产品的品质影响评估后再决定是否需要向客户提交《4M1E申请表》。
质量管理之变更管理

质量管理之变更管理在进行企业质量管理诊断及咨询过程中,发现企业随时都会都在发生变更,由于变更点没有得到控制和管理,经常会导致产品不符合客户需要,导致批量报废。
根据以往的咨询经验,总结了一下由于变更给企业带来的损失:1、导致生产系统不稳定,可能导致:(1)生产效率下降,产能下降,不能满足客户订单需求,无法按时交付;(如新人上线,操作不熟悉,生产节拍延长,产出率下降)(2)产品质量/性能出现波动,导致产品质量下降,甚至不符合要求;(如模具维修,可能出现维修失误导致尺寸不合格现象;如设备维护保养,可能出现漏装零件/错装零件,导致设备运行异常;可能使防错功能失效,无法实施有效防错控制)2、追溯系统混乱,无法有效追溯和风险遏制;没有明确的断点信息,无法确定有效控制范围,导致追溯扩大化,影响范围扩大;3、企业额外损失大幅增加:(1)额外紧急发运运费;(2)质量损失,包括内部和外部,如额外报废、检验、筛选、质量索赔等;(3)客户信誉损失,业务萎缩;一、变更管理/变化点管理:针对可能出现的变更(或变化),预先建立一个管理系统,并在变更发生时按要求实施管理,确保变化的提前预防、全面准备及有效跟踪;变更管理是针对所有的变更现象,不分变更的大小;有效的控制变更并实现变更发生后的有效管控是实现生产和质量稳定过渡的关键;其主要包含:(1)产品或过程更改(2)生产过程变化点二、产品或过程更改管理来源于客户/内部/分供方的设计变更,如结构、材料等;来源于供应商内部的制造过程变更;来源于二级或以下分供方的制造过程变更;(如新的工装模具、新的工艺、变更制造地点等)。
管理方法如下:1、定义各类更改的责任部门、支持部门和相关审批流程,含:更改前申请批准和更改实施后认可批准;必要的客户批准;如:参照项目开发的形式进行更改管理;2、定义相关的试生产验证要求;如:PTR验证,可以包含分供方、内部和客户(如需);3、定义可追溯性要求和记录保留要求;4、定义更改过程中的备库管理要求;识别&建立足够的备库,并确保产品质量以保证变更期间的交付;三、生产过程变化点管理生产过程变化点管理包含:新人上岗、设备故基于人、机、料、法、环、测(5M1E)的生产过程波动;障维修后、返工物料上线、参数调整(工艺范围内)、环境条件变化恢复后、测量方法更换(不影响接收准则)等;管理方法如下:1、建立生产过程变化点识别和目视化管理流程;2、从人、机、料、法、环、测相关,识别可能出现的各类变化点;3、对识别的变化点,建立管理预案,包括责任部门和支持部门、管控方法、可追溯性要求和记录保留要求等;4、管控方法至少包含对生产物料首件的质量检查(与变化点相关的尺寸、外观和性能等);5、关注必要的重启验证,如设备修复后、超过一定时间的停线(如长假)后等;6、每班区域化的识别变化点,包括计划中的和非计划性的;7、可以按生产线、班组、生产区域等;8、对整个变化点实施过程进行跟踪(如分层审核)和必要的验证,包括增加的检验项目/检验频次(如验证岗位)等;9、必要的风险预评估(如PFMEA)和文件更新/准备等;图1:变化点的管理预案四、生产现场变化点管理应用1、在生产线/班组区域,目视化表明当班的变化点信息2、汇总记录变化点信息和控制确认结果3、在具体的变化点发生工位上进行提醒,如使用标识牌,警示卡等方式4、对变化点进行跟踪图2:变更管理看板变更管理是《质量管理》系列课程的一个模块,预先定义和批准临时替代流程运作方法和控制手段来控制变更所带来的质量风险。
制造工程变更点管理办法
规格书规格书规格书部门通报, 立即得到措施 .第九条 工程 ( MODEL ) 变更点管理9.1 工程变更是指根据计划的 MODEL 变更, 根据人员变动的作业变更, 因非正常 现象的 MODEL 变更 .9.2 工程发生变更时,根据工程变更 CHECK LIST , 由职长或班长 CHECK 对应项目 适用于产品及工程 .9.3 工程变更 CHECK LIST 在作成之后, 得到部门经理的决裁, 准于文件管理规则 保管, 管理 .9.4 工程变更 CHECK LIST 准于如下事项作成 .9.4.1 LINE 变更时 : 生产其它 LINE 生产 MODEL 时 .9.4.2 BAIGIC MODEL 变更时 ( 从 BAIGIC MODEL 变更为 BUYER 的情况除外 )9.4.3 生产 1 个月以上的产品生产时 .9.4.4 发生 LINE 人员 5 名以上加减事项时 .第十条 变则作业的管理10.1 变则作业是指在部品检查合格之后, 在品质及作业上发生问题, 与相关部门 部门 ( 部品检查, 品质管理, 购买, 生产技术, 研究室等 ) 协议之后, 在产品上 加一些变形之后生产的临时措施, 模具修改等树立根本对策之前为止适用 . 10.2 发生变则作业, 树立对策时, 明确部品的废弃, 修理使用, 选别, 事后改善日程 等, 以记录 ( 会议录等 ) 形式保管 .第十一条 教育训练11.1 发生现变更, 工程变更等时, 对对应人员由职长或班长实施教育,训练 . 11.2 实施的教育, 训练应在个人别教育履历卡记录 .第十二条 事后管理指示书, 工程变更 CHECK LIST 等准于文件管理规则保管 .HZ - QA - 038 ( 95 . 07 . 10 )规格书第十三条其它本规则以包括制造部门全体 ( 包括生产部品的部门 ) 为原则, 但, 在特性上需要有另外的规则时, 准于其对应规则实施 .第十四条相关样式14.1 日日变更点管理表 : HZ - SJ - 016 ( 96.10.19 )14.2 制造 NO 管理台帐 : HZ - ML - 003 ( 96.10.19 )14.3 教育履历卡 : HZ - SJ - 019 ( 96.10.19 )规格书资。
5M变化点管理

5M变化点管理5M是指在生产过程中给品质带来一定影响的异常变更,含作业者、设备、材料、工艺方法及环境的变更。
就是我们常说的人员、机器、材料、方法和环境。
5M是生产过程中最基本的要素,如果能将这五个要素控制在稳定的状态下,那么最终生产出来的产品质量也是受到控制的。
这种控制会永远不变的吗?不是的!在现实加工生产中,由于种种的原因,生产也来的产品的品质经常发生变化,那么就要我们对这人员、机器、材料、方法及环境五方面要素进行管理,使结果在允许的范围内变动,这就是我们所说的变化点管理。
5M变更处理程序内容变更的范围1作业者的变更。
作业者因缺勤、调动、离职时,由一个作业者变动到另一个作业者进行作业时,所产生的变更。
针对这种变化,我们在现场使用《标准作业要领书》来规范作业者标准作业,发生变化后由线外专责指导和跟踪新人,直到能按《标准作业要领书》完成作业,并保证品质。
2、设备的变更。
设备的变更如工装夹具因临时替用、增加,或者设备发生了大的故障而要更换机件后,都是属于设备的变化点,对其加工的首件产品都要进行品质确认。
而倾向管理是针对设备在正常使用下,因折旧或者磨损,预防其对品质造成影响的一种管理方法。
3、材料的变更。
材料发生变更后,就要根据公司的品质控制流程操作,建立初物管理,并要做好标识,派专责人员跟踪,对初物的加工品质状况进行确认,并要做好记录以作存档,以备日后追查。
无图纸规定的材料、需要对零件的材料和装配用的材料进行变更时,应完全循客户的意见,由技术部专责更改图纸,或下达临时更改通知书,车间更改作业指导书,交技术部批准。
4、工艺方法的变更。
如工艺顺序发生变化或调整、或者加工参数发生变化、作业者的作业方法变化等工艺方法发生变更时,现场要更改作业指导书,并培训作业者掌握变更内容。
如缸体上的ATF孔,以前的加工工艺是先钻孔再攻螺纹,发生变化后就直接攻螺纹。
这是加工工艺的变更。
5、环境的变更。
环境的变更同样可以影响加工品质,如缸体加工现场的OP460珩磨就是对外部环境的温度十分敏感,外部的温度过高对加工的尺寸会十分不稳定。
变化点管理
1.变更点管理的定义1.1: 什么是变更点? 变更点是指从通常的状态到另一种状态的变化,如设备和夹具的更换,操作人员的更换,模具的更换等。
常说的4m 变更点是指人、机器和设备、材料和方法。
它主要包括: 良好产品条件的确认、质量的确认和后工程的确认。
变点管理的重要性在于防止批量质量问题,加强可追溯性有利于产品出现问题时的分析和对策,有利于产品进入市场后出现质量问题的处理,有利于加强各环节的质量控制和质量改进,不断提高工艺和产品质量。
2.2: 员工培训/员工培训主要包括四个方面: 1)变点理论的培训: 什么是变点管理,什么是变点管理,变点管理的意义等。
2)变更点处理流程培训: 发现变更点后如何处理变更点。
3)正常培训: 加工条件、操作说明书、质量要求等。
生产合格产品所必需的。
4)常见的4m 变点的例子:2.3: 标准化处理过程的变点可分为: 1)可提前掌握的变点: 新客户开始订货时,老客户要求订购新产品,产品设计变更,产品生产数量等。
(2)设备不能正常工作、操作人员身体不适、操作过程中物料异常、产品终检异常、夹具使用困难等不能预先掌握的变化点。
因此,不同类型的变更点应有相应的处理流程: (1)可预先掌握的变更点(自上而下的管理模式)2.4: 明确的管理点和变更点,责任人可预先掌握1)确定管理项目及其具体的管理要求(责任人: 经理) ,预先为每个变更点设计管理要求、管理方法和变更信息水平传播,并设计记录表和变更通知表格。
2)向行政部门(负责人: 经理)发出指示,通知所有相关人员,并要求行政部门充分了解管理项目和具体要求。
(三)按要求实施和检查产品质量(负责人: 执行人)(四)监督检查(负责人: 经理)监督特定项目的实施,并进行抽查确认产品质量。
1)确定变更点(责任人: 操作人员)。
从安全和质量的角度出发,现场确认变更点的内容,对产品进行抽查,确认质量,并记录时间和内容。
(2)报告(负责人: 操作人员)发现变更点后,立即向上级或相关人员(如检验员)报告,并向相关流程报告,确认变更点操作人员。
4M(变更点)管理基准-精选文档
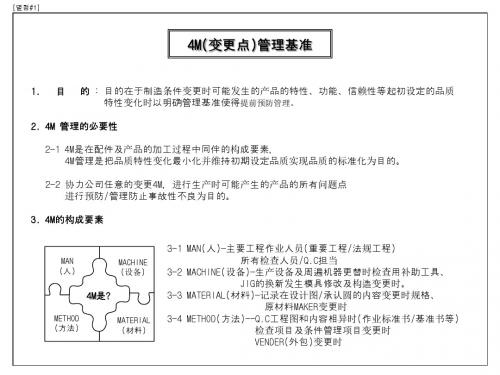
MAN (人)
MACHINE (设备)
4M是?
METHOD (方法) MATERIAL (材料)
4. 业务 FLOW
发生4M变更点 内容
-.发生4M变更点时制作申报书 (另附#1) 向品质管理部申报。(协力司) -.对协力公司申报的内容登记管理 -.树立对变更内容的审核 在变更点历履帐本里。(IQC) 日程后进行。(IQC) -.对于申报变更点的产品第一次 入库时把 `变更初物` STICKER 贴在BOX上 -.试验变更点适用时重点审核如下事项 并在检查成绩书里记载 *根据检查规格及信赖性项目进行审核, 详细内容之后纳品。 并必要时追加项目。 (配件企业) *规格及 BUYER承认关系抵触与否。 -.对申报变更点的初品 -.对4M变更点审核内容把复印件 重点实施管理检查。(IQC) 向有关部门及配件企业发送。(IQC)
5. 事后管理 未申报变更点时IQC检查不但不合格对于由此产生的所有损失费用由提供原因处进行赔偿处理 (司内工程及司外因 CLAIM发生的所有损失) 6. 变更初物 STICKER式样
设计 工程 模具 其他
3cm
变 更 初 物
生产日期:20
10cm
底料白色,其他小字黑色 变更初4M变更点
审核4M变更点/ 通报承认与否
入库及检查
-.申报对象企业: -.发生变更点时提供的试料数如下; 向本公司纳品的所有企业 1)注塑物:各 CAV` 2SHORT -.申报内容: 2)RUBBER: 各 CAV` 1SHORT 以4M变更为基本 3)PCB: 各 CAV` 1SHORT 4)其它: 各 10EA *试料提供日程为量产前 D-10前邀请承认 -.发生变更点时添附材料 1)变更点申报书 2)作业标准书(新开发MODEL/作业条件变更时) 3)物性表(材料变更时) 4)本身审核书(注塑物: 型合/构造/外观 RUBBER: 动作力/恢复力/型合/外观)
变化点管理办法
变化点管理办法变化点管理办法是一个组织在项目实施过程中为了保证项目变更的正确性、及时性和可控性,对项目变更申请、评估、批准、实施和验证等环节的管理方法和规范。
通过科学合理的变化点管理办法,能够帮助项目组织规范项目变更管理流程,提高项目的质量与效率。
一、变化点管理流程变化点管理流程是变化点管理办法的关键部分。
一个合理的变化点管理流程能够使项目变更管理更加高效、精确和可靠。
1. 变更申请:项目组成员或相关方提出变更申请,包括变更原因、变更内容、变更影响等信息。
2. 变更评估:项目负责人根据变更申请的内容进行评估,分析变更的可行性、风险及对项目其他方面的影响。
3. 变更批准:经过评估后,项目负责人将变更申请提交给相关决策机构,决策机构进行审查,对变更申请进行批准或驳回。
4. 变更实施:一旦变更申请得到批准,项目团队将根据批准的变更计划进行实施。
5. 变更验证:变更实施完成后,项目团队将验证变更是否达到预期效果,以确保变更符合项目要求和客户需求。
二、变化点管理的注意事项在变化点管理过程中,为了确保管理结果的准确性和可靠性,需要注意以下几个方面:1. 及时性:变化点管理应始终保持对变更的及时响应,确保变更申请在最短的时间内得到评估、批准并实施。
2. 准确性:在变化点管理过程中,要求各个环节都进行仔细的评估和验证,确保变更的准确性和合理性。
3. 可控性:变化点管理需要设置合适的控制措施,以避免不必要的变更,防止变更的不受控制蔓延。
4. 信息共享:变化点管理需要确保项目组成员之间的信息共享,在变更申请和实施过程中,保持沟通畅通,避免信息断层。
5. 反馈机制:变化点管理应建立相应的反馈机制,以便及时了解变更的实施效果和可能的影响,为后续决策提供支持。
总结:变化点管理办法是项目管理过程中的重要环节,通过合理的管理流程和注意事项,能够有效地规范变更管理流程,确保项目的质量和效率。
在实际项目管理中,项目团队应根据项目的实际情况和需求,灵活应用变化点管理办法,以实现项目的成功实施。
设备变化点管理流程
设备变化点管理流程
设备变化点管理流程:
①变更需求识别:发现或接收到设备变更的需求,可能是由于生产需求、技术升级、维修替换等原因。
②变更申请:正式提交设备变更申请,明确变更内容、原因、预期效果和时间计划。
③风险评估:评估变更可能带来的风险,包括对生产、安全、质量和成本的影响。
④方案制定:基于风险评估,制定详细的变更实施计划,包括技术方案、资源需求和应急预案。
⑤审批流程:将变更方案提交给相关部门或负责人审批,确保变更的合理性和可行性。
⑥培训准备:为涉及变更的操作人员提供必要的培训,确保他们理解新的操作流程和安全规程。
⑦物料采购:根据变更方案,采购所需的设备、零件或工具,确保物资到位。
⑧实施变更:在预定的时间内,按照方案执行设备的安装、改造或替换工作。
⑨功能验证:完成变更后,对设备进行功能测试,确认其满足预期的性能指标。
⑩生产验证:在实际生产环境中验证设备的稳定性和兼容性,确保不影响生产效率和产品质量。
⑪文件更新:更新相关的操作手册、维护指南和安全程序,反映设备的最新状态。
⑫反馈与评估:收集变更后的用户反馈,评估设备性能和生产效率的变化,进行持续改进。
⑬归档记录:将变更过程中的所有文档、数据和记录进行整理归档,便于未来参考和审计。
⑭定期审查:建立定期审查机制,检查设备变化点管理流程的有效性,及时调整和优化。
4M变化点管理规定
4M变化点管理规定1. 背景和目的随着产品设计和制造技术的不断发展和完善,产品制造环节中出现了大量的变化点。
为了保证产品的质量和生产的有效性,需要建立一套有效的4M变化点管理规定。
本文档的目的是确立针对4M(即Manpower、Material、Machine、Method)变化点管理的标准,以及提供运作指南,以确保管理的准确性和一致性。
2. 变化点的分类变化点可以根据原因和影响分为两类:1.预期变化:是有意为之的,例如设计改变、完善生产工艺、引进新材料等。
2.非预期变化:是意料之外的,例如设备故障、原材料缺乏等。
3. 4M变化点管理规定3.1 变化点的识别和分类1.每个部门要建立相应的4M变化点数据库,用于收集、评估和跟踪变化点。
2.变化点应按照种类、原因和潜在影响来分类,并对其进行等级评估。
3.通过变更管理工具追踪变化点,确保从发现到解决整个过程不间断。
3.2 变化点的评估和决策1.评估变化点对制造计划和产品质量的影响,分析变化点的优缺点及影响,提出变更方案。
2.审核变化点的成本效益,确定变更成本控制和风险评估。
3.决策制定者应确定是否变更,并为决策提供反馈。
3.3 变化点的验证和执行1.所有变化点都应进行验证,以确保变化点对产品质量和生产环境没有负面影响。
2.变更方案的执行要有明确的时间表和责任人,确保变化点的恰当实施。
3.4 变化点的记录和跟踪1.变更日志应记录下每个变化点的详细信息和进程,以备随时查询和追踪。
2.法规、法规和设备要求的变更记录应归档,以证明变更的合规性。
4. 变化点管理的最佳实践1.建立统一的变化点识别、评估、执行和记录流程。
2.建立相应的变更管理制度,并建立变更管理团队,确保变化点管理的有效性。
3.在产品设计阶段考虑变更点管理的要点,提高产品制造的精密度,以减少变化点的出现。
4.定期对变更点进行风险评估,提出相应的缓解措施。
5.注重变化点管理的追踪和反馈,对不合理的变化点进行深入分析和研究,以提高管理准确性和一致性。
生产现场4M变更管理看板
.模具更换
.定期点检、保全
.周转箱、台车交换、清扫
.防呆装置的变更移设
.架子、输送带的变更
・设变,工变
・素材变更、材料变更、粗形材变更
・油类变更
・精度修正、调整
・副资材变更 ・长期连休前后的对应
・备用品、先行品流动的情况
・设变、工变
.工序变更 .条件变更 .工法变更
・非常時工序变更 ・循环时间变更
4M变更管理看板
・异常处置 ・反追点检、追溯点检 ・作业迟滞时的跟进 ・作业中断时的跟进
6.异常的先兆确认管理法:
(1)、公司要求各级管理人员:
必须持有:有没有跟平时不同的地方,有没有产生 变化点的疑问---真的稳定吗?
(2) 、管 现场 管理
4M
点检项目
实况记录
(3) 、必 针对:针
①、确认不良品:↓ ↓不良品箱内不良品确认
任何工作日内循环稳定的生产作业条件始能满足产品品质的稳定; 物
反之,如果过程循环作业条件因素(4M)发生变化时,过程不稳定, 则品质易不稳定,易发生不良;
所以对变化点进行管理是有效控制不良发生的方法;
方法
方法
4、 变化点的种类别:
4M有意图进行变更的情况 4M有计划的变更 4M没有计划的变更
4M没有意图进行变更的情况
1 为什么要进行变化点管理?
5、
目的:在不良发生前,将萌芽的异常去除 杜绝异常发生=防患于未然
分类
人
2 变化点是指:(4M)
设备和治具的交换、作业者的交替、换模变更等日常作业中的「4 M变化」。
Man(人)
Machine(机械)
机
4M4M变化时Mater源自al(物)Method(方法)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[原因] ① 、 WS510在改造时前侧的副齿轮传动轴被变更 (固定螺母变大) 同时 、 固定螺母的铆接部分从副齿轮传动轴的顶端改为中央部分并变小 。 ② 、 固定螺母的系紧力没有被与设计值 38±2 kgf ・ m 相对应的系紧力矩直接管理 、 而是把切线力调整到 3~7 kgf 来管理系紧力。 ③ 、 固定螺母的铆接的弯折度不定 、 铆接不良也被判断为原因之一。 ④ 、 从管理上的问题来看 、 因为未实行变更点管理所以到现在为止也无法发现不符合的情况 。 [对策] (采取对策后) (采取对策前) ① 、 固定螺母的系紧只根据碰撞完成 ① 、 固定螺母拧紧后 、 用力矩扳手 使用固定器具达到38kgf ・ m 的系紧力矩 ② 、 没有配合使用力矩扳手的副齿轮传动轴的固 ② 、 固定螺母的铆接 、 铆接把部分弯折至与 传动轴相连接 ③ 、 对准备力度(3~7kgf)实施再次确认 ( 固定螺母的系紧图片 ) ( 固定螺母的铆接图片 ) 定器具 固定螺母
品质KY
关于品质的危险预知 变更是事先对影响品质的因素的预想和处理 1.设计变更 根据计算和实验确认强度,性能 试验计划法 安全设计方面的 FTA
组装时的干预,新旧零件的混合
2.工序变更 变更前后加工能力的变化 跳跃工序的危险性 操作者关于变更的技能
FMEA
变更点管理
1.变更点中隐藏着重大状况的发生因素。预知这些因素并进 行充分的查验,摘取这些因素的萌芽是目的。 2.管理中必须要有明文规定,管理要领,联系表,管理底册 是必须文件。 3.完备的操作标准是变更点管理的必要前提。没有操作标准 的车间无法使变更点管理扎根。 4.由于人员变更发生不良状况,则对于技能管理有疏漏或担 任教育的管理者应受到批评。 5.发生不良状况或索赔时,变更点管理底册会成为重要的要 因分析资料。变更内容,变更号机,批量的记录非常重要。
变更点管理的必要性
统计三菱公司内发现的不良数量 90%以上起因变更点管理不良 变更点管理不良包括 没有变更点管理的规定
没有认识有变更
不实施变更后的检验 实施变更后的检验,但不过 实施检验,但没有反馈检验结果 反馈检验结果,但不实施反映 实施反映,但不过
为了变更点管理的不良事例1 设计变更 WS中央销子 变更前 滑油给油口变更 变更后
质量培训
变更点管理
繁峙中兴华德联铸有限公司
变更点是什么?
带家族开车去远游的时候
变更日程表(日,时间) 变更目的地 变更途径 变更车种
变更司机
变更行车线 天气的的变化
有种种的危险要因
一起考虑吧!
变更点是什么? 工作时候
变更工员 变更工艺 变更设备、工具、 变更材质、材料
变更测量机、测量方法
变更地方(工作地方、保管地方) 环境的变化 有种种的危险要因
WS210A,310A,410A
发动机 assy
03 年 2 月 10 日
(采取对策前)
钉入工序变更为在安装油泵之前完成、新规制造 的型具要对着塞子垂直钉入。
型具倾斜钉入。
钉入后没有把粘结剂的出代数值 (8 ~ 10mm)作 在工艺标准中要记入粘结剂的涂抹要领、钉入后 记录,而且操作者也不理解。 的出代、并在操作前进行核对。 在操纵场确认是否出现油泄露。 没有钉入后的确认工序。
一起考虑吧!
变更点管理
变更点有很多危险 为了未然防止为了变更起因发生的各种各样的问 题,把事前进行的调查,验证及控制的活动称为变 更点管理
变更包括
服务资料变更 设计变更 商品目录、使用说明书、维修说明书 图纸、规格
工艺变更
目的地变更
5M1E
A公司→B公司 A地点→B地点,A国→B国
客户、交易户变更
中央销子给油
裂纹构架侧面开孔的给油孔 所有的对象车种实施加强工程
构架侧面给油
分类代码 文件名
W-4
变更点管理的 不良事例2
WS510 副齿轮传动轴固定螺母铆接不良不符合
名称 个数及台数 发生日期
机种
WS510A
[不符合情况]
固定螺母
303
99 年12 月15 日
前车轴的副齿轮传动轴的固定螺母松弛、 传动轴前后出现问题, 齿轮部分发生破损事故。
再发生防止 变更钉入工序、实施操作教育(2/17 结束) 在工艺标准中记载操作要领(2/17 结束) 在操纵场确认是否泄漏(2/17 结束) 战训 着手新任务时、要在新任务一览表的变更点栏中设置是否变更工程方式、并与管理
监督者核对 L/K的W。3/3 起
变更点管理的不良事例4
F/L用 油门复位弹簧折损(M社)
1.SUB ASSY 零件被订购、但上图的弹簧从支付品变 成交易品(再次向外部订货)
2.图示表面处理 MFZn5-C-H (镀亚铅) 「H」 就是原则上镀过金属之后8个小时以内必须进行烘烤有实施烘烤处理。
变更点管理的不良事例5
F/L用的前车轴 前中枢的内部轴承&护圈 未Assy(A・T社)
3)变更点管理对象的「变更项目和范围」的明确化(要书面 化)
4)变更履历的记录和保管
变更点管理的标准化
1.变更点管理要领 规定变更点管理的实施要领书面化的文件 文章汇 总,同时变更内容,检查,判定等的通告,指示的流程要 在工艺流程图中有明确解释。
2.变更点管理联系表
各部门根据管理要领(工艺流程图)记载变更点内容, 目标零件,发生部门,检查结果(包括委托)判定等,并 反馈到发生岗位的使用文件 变更内容要详细没有遗漏, 结果要具体(数值化等) 3.变更点管理底册 联系表序号,变更日期与时间,实施号机(批量), 变更内容等要在底册中留下记录
副齿轮传动轴
战 训
分类代码◆
变更点管理的不 良事例3
名称
机种◆
设备◆
发生日期
不符合情况
圆筒销子锁块的铝塞子钉入不良 发生遗漏和漏油 [原因]
在 WS 配备的发动机 (K3M)中塞子钉入不良
塞子钉入时、由于上部油泵的阻挡、与塞子钉入的方 向相对应的型具也以倾斜的状态被钉入 (钉入部分的粘结剂#1344 被涂抹) 操纵结束后由于钉入、无法对油泄露进行确认。 [对策] (采取对策后)
異常組付 正規組付
没有轴承
有轴承
1.因为长期不在生产线(长期因病缺勤)、操作者的新人教 育是由资格老的操作者实施的。这个时期线长的代行人也是 新人,所以跟踪管理得不充分。 2.出现零件剩余的情况时确认处理不恰当。
变更点管理实践的要点
1)变更点管理的标准化 (增加业务,流程,实施,批准等的标准。)
2)品质KY的实施→验证项目的精简→验证的实施→反馈信息