广东数控机床装调维修工(数控机床机械维修)中级操作技能考核准备通知单(考生)06
广东手工木工中级操作考核准备通知单(考场)03

1块
1块
1块
5
(板)底板
260×140×5mm
1块
6
侧模
10×20×120mm
1块
7
(梁)顶撑
160×160×416mm
10×20×240mm
10×8×120mm
2根
2根
4根
8
(板)牵杠
10×30×260mm
2根
9
顶撑
16×16×430mm
1根
10
轧条木
10×8×260mm
3根
试题1、
序号
名称
规格
数量
备注
1
木工操作台
1m×2m×0.8m(宽×长×高)
1台×考生人数
2
木工操作凳
0.2m×1m×0.6m(宽×长×高)
1只×考生人数
3
台面板
500×250×15mm
1块
4
脚
20×25×400mm
4根
5
长横档
20×25×500mm
4根
6
短横档
20×20×250mm
8根
7
短竖档
20×25×240×80mm
240×190mm
480×80mm
(三夹板)×2块
(三夹板)×2块
(三夹板)×1块
9
大抽屉
10×70×280mm
10×70×240mm
280×240mm
2块
2块
(三夹板)×1块
10
小抽屉
10×70×180mm
10×70×240mm
180×240mm
(2块
2块
(三夹板)×1块
广东省职业技能等级认定证书试卷样题制图员(机械)操作技能考核考场和考生准备通知单

操作技能考核考场准备通知单一、计算机绘图模块(一)设备材料准备:(二)场地准备:1.考场面积30m2以上,根据考生人数设有足够考位,每个考位配有一台电脑,每个考位的显著位置贴有考号,考场采光良好,不足部分采用照明补充,保证工作面照度不小于100lx。
2.考场应干净整洁、空气新鲜,无环境干扰。
3.考前由考务管理人员检查考场各考位应准备的设备、材料是否齐全,所贴考号是否有错漏。
二、手工绘图模块(一)设备材料准备:试卷中设备材料的准备仅针对一名学生,鉴定所(站)应根据考生人数确定具体数量。
考试时间:20mins(二)场地准备:1.考场面积30m2以上,根据考生人数设有足够考位,每个考位须有平整桌面,每个考位的右上角贴有考号,考场采光良好,不足部分采用照明补充,保证工作面照度不小于100lx。
2.考场应干净整洁、空气新鲜,无环境干扰。
3.考前由考务管理人员检查考场各考位应准备的设备、材料是否齐全,所贴考号是否有错漏。
三、其他准备要求:1.考评员与考生比例为1:10。
2.医务人员1名。
操作技能考核考生准备通知单考核模块:手工绘图本题分值:20分考核时间:20分钟考核形式:实操工、量具及其他准备:操作技能考核考场准备通知单一、手工绘图模块(一)设备材料准备:考试时间:15mins(二)场地准备:1.考场面积30m2以上,根据考生人数设有足够考位,每个考位须有平整桌面,每个考位的右上角贴有考号,考场采光良好,不足部分采用照明补充,保证工作面照度不小于100lx。
2.考场应干净整洁、空气新鲜,无环境干扰。
3.考前由考务管理人员检查考场各考位应准备的设备、材料是否齐全,所贴考号是否有错漏。
二、计算机绘图模块(一)设备材料准备:试卷中设备的准备仅针对一名考生,鉴定所(站)应根据考生人数确定具体数量。
考试时间:165mins(二)场地准备:1.考场面积30m2以上,根据考生人数设有足够考位,每个考位配有一台电脑,每个考位的显著位置贴有考号,考场采光良好,不足部分采用照明补充,保证工作面照度不小于100lx。
数控机床装调维修与升级改造技能竞赛规程评分标准及选手须知3

附件44高职制造专业类数控机床装调、维修与升级改造项目技能竞赛规程、评分标准及选手须知一、竞赛内容本赛项竞赛内容设为5个任务环节,包括:机械拆装与电气安装、机床功能检查与故障排除、数控机床精度的检测、数控铣床升级改造为加工中心、试件切削试验编程与操作。
1.“机械拆装与电气安装”项目(1)检查机床各部位机械结构状况,检查斗笠式刀库的安装和定位状况,并根据刀库运行要求进行调试。
(2)按机床电气图纸及技术规范要求安装刀库控制电器元件及电路。
2.“机床功能检查与故障排除”项目(1)机床功能检查。
根据机床电气原理图,按照上电检查顺序对机床电气部分进行线路和线缆的检查,并填写电气线路连接表;根据赛点提供的数控系统连接手册、主轴驱动器技术手册、进给驱动器技术手册等资料,查找并确定需要设定的参数,完成数控系统、主轴及进给驱动模块的参数配置,并填写参数设置表;(2)机床故障排除。
按照功能检查表的顺序对机床逐步进行检查,查找机床存在的故障,并填写故障诊断与排除表。
本环节共设置12个故障点,故障点内容涉及电气线路、电气元件、数控系统参数、进给伺服系统电气连接和系统参数、主轴系统电气连接和系统参数、PLC编制与调整等部分内容。
3.“数控机床精度的检测”项目(1)依据标准JB/T8771.2-1998《加工中心检验条件第2部分:立式加工中心几何精度检验》的要求,运用相关工、量、检具进行机床几何精度的检验。
(2)依据标准JB/T8771.4-1998《加工中心检验条件第4部分:线性和回转轴线的定位精度和重复定位精度检验》的要求对数控机床进给轴的定位精度、重复定位精度进行检测,并完成对X或Y轴滚珠丝杠螺距误差补偿。
4.“数控铣床升级改造为加工中心”项目(1)选手根据刀库机、电结构实际情况,设定数控系统参数,设立换刀点,联接气动管路,根据所联接电气线路编制控制刀库的PLC梯形图。
(2)调试刀库运行至手动、自动方式下找刀、换刀正常。
广东职业技能等级证书铣工(数控铣床)技能等级认定四级技能考核试卷考场、考生准备通知单01
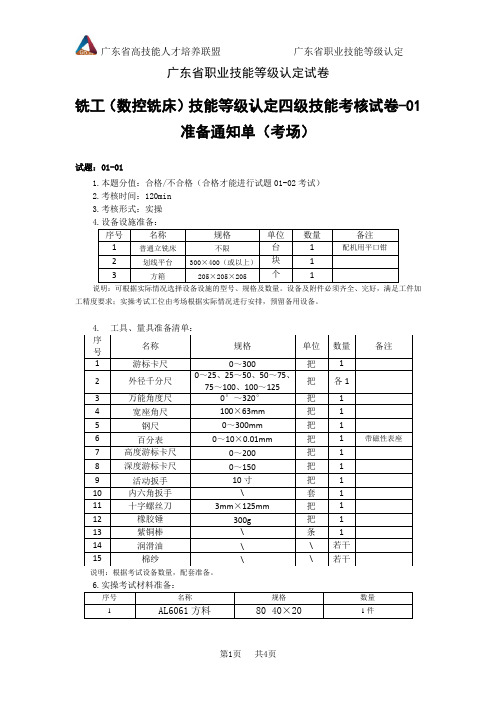
广东省职业技能等级认定试卷铣工(数控铣床)技能等级认定四级技能考核试卷-01准备通知单(考场)试题:01-011.本题分值:合格/不合格(合格才能进行试题01-02考试)2.考核时间:120min3.考核形式:实操 序号 名称 规格 单位 数量备注1 普通立铣床 不限台 1 配机用平口钳2 划线平台 300×400(或以上)块 1 3方箱205×205×205个 1说明:可根据实际情况选择设备设施的型号、规格及数量。
设备及附件必须齐全、完好,满足工件加工精度要求;实操考试工位由考场根据实际情况进行安排,预留备用设备。
说明:根据考试设备数量,配套准备。
6.实操考试材料准备:序号 名称规格数量 1AL6061方料 80×40×201件序号 名称 规格 单位数量 备注 1 游标卡尺 0~300 把1 2 外径千分尺 0~25、25~50、50~75、75~100、100~125把各1 3 万能角度尺 0°~320° 把 1 4 宽座角尺 100×63mm 把 1 5 钢尺 0~300mm 把 16 百分表 0~10×0.01mm把 1 带磁性表座7 高度游标卡尺 0~200 把 1 8 深度游标卡尺 0~150 把 1 9 活动扳手 10寸 把 1 10 内六角扳手 \ 套 1 11 十字螺丝刀 3mm ×125mm把 1 12 橡胶锤 300g 把 1 13 紫铜棒 \ 条 1 14 润滑油 \ \ 若干 15棉纱\\若干试题:01-021.本题分值:100分2.考核时间:240min3.考核形式:实操序号名称规格单位数量备注1 立式数控铣床不限台 12 平口钳不限台 1 配备压板螺栓、扳手3 刀柄拆刀台与机床匹配张 1 配拆刀扳手说明:可根据实际情况选择设备设施的型号、规格及数量。
设备及附件必须齐全、完好,满足工件加工精度要求;实操考试工位由考场根据实际情况进行安排,预留备用设备。
广东数控机床装调维修工(数控机床电气维修)中级操作技能考核准备通知单(考场)06

操作技能考核准备通知单(考场)
试题1、
注:①考点可根据实际情况自定能满足本题考核要求的考核装置或设备,并提供相应的电气图纸、做好所需的材料准备和工具准备,题目里的图纸和准备要求仅作为参考。
②考核范围、考核要求和配分与评分标准请严格按题目所列出的内容执行。
试题2、
操作技能考核准备通知单(考场)
试题3、
注:考点可根据实际情况自定能满足题目考核要求的考核设备,并提供相应设备和部件的参数使用说明、做好其它相应的准备;考核范围、考核要求和配分与评分标准必须严格按照题目所列的内容来执行。
试题4、
操作技能考核准备通知单(考场)
序号名称规格序号名称规格
1 数控车床
2 砂轮机SL—250
名称规格精度(读数值)数量备注外圆车刀12×12×150 2把75°、35°各1 切槽(断)刀4×16×150 1把刀宽3左右外三角螺纹车刀6×16×150 1把60°
外径千分尺0~25 0.01 1把
游标卡尺0.02mm 0.02 1把
R规1~7.5、7~14.5 各1
螺纹环规M20×2 6g 1套
备注:主材料是指考试中不可反复使用的主要耗材,原则上由考生按考试要求自备。
各级考试机构也可以按照粤发改规〔2019〕3号文、粤人社规〔2019〕26号文要求,代准备并向考生收取主材料成本。
广东省职业技能鉴定指导中心关于举办数控机床装调维修工技能鉴定

广东省职业技能鉴定指导中心关于举办数控机床装调维修工
技能鉴定技术研讨会的函
【法规类别】劳动工会综合规定
【发文字号】粤劳职鉴[2008]84号
【发布部门】广东省职业技能鉴定指导中心
【发布日期】2008.09.12
【实施日期】2008.09.12
【时效性】现行有效
【效力级别】地方规范性文件
广东省职业技能鉴定指导中心关于举办数控机床装调维修工技能鉴定技术研讨会的函
(粤劳职鉴[2008]84号)
各地级以上市职业技能鉴定指导中心,有关单位:
为贯彻落实省委省政府《关于加快建设现代产业体系的决定》(粤发〔2008〕7号)精神,推进我省由机械制造大省向强省转变,加快我省数控机床装调维修人才的培养,加快新职业的鉴定试点工作,我中心将于9月20日在广州举办数控机床装调维修工技能鉴定技术研讨会。
具体事项通知如下:
一、会议组织
(一)主办单位:广东省职业技能鉴定指导中心
(二)协办单位:广东省国防科技高级技工学校
二、参会人员
从事并熟悉本专业工作,有良好的职业道德,具有维修电工、数控类专业的高级工及以上职业资格或中级以上专业技术职称的人员。
三、会议内容
(一)解读数控机床装调维修工国家标准;
(二)介绍数控机床装调维修工技能、理论知识考核试点方案;
(三)部置下阶段的试点工作安排;
(四)现场观摩技能实操考核演示;
(五)与会代表研讨交流。
广东数控机床装调维修工(数控机床电气装调)高级操作技能考核准备通知单(考场)04

操作技能考核准备通知单(考场)试题1、
(1)材料准备
操作技能考核准备通知单(考场)
试题2、
注:本题目以K1000M数控系统为参考,各考点可根据实际情况做好相应准备,可在现有数控系统上进行考核,如果冷却液控制地址和K1000M数控系统不一致,请提供具体地址信号给考生。
试题3、
核设备,并提供相应设备和部件的参数使用说明、做好其它相应的准备;考核范围、考核要求和配分与评分标准必须严格按照题目所列的内容来执行。
试题4、
(1)材料准备
操作技能考核准备通知单(考场)
图B
(2)设备准备
序号名称规格序号名称规格
1 数控铣床 2
名称规格精度(读数值)数量备注
立铣刀Ø12 、Ø10各1把
外径千分尺50~75 0.01 1把
游标卡尺1~150 0.02 1把
深度游标卡尺0~200 0.02 1把
R规7~14.5 1套
塑胶榔头1把
固定扳手若干把
平行垫块若干副
千分表(含表架)0-1 0.001 1套
水平仪200 0.02 1个
平尺1个
可调量块1套
备注:主材料是指考试中不可反复使用的主要耗材,原则上由考生按考试要求自备。
各级考试机构也可以按照粤发改规〔2019〕3号文、粤人社规〔2019〕26号文要求,代准备并向考生收取主材料成本。
广东数控机床装调维修工(数控机床电气装调)高级操作技能考核准备通知单(考场)03

操作技能考核准备通知单(考场)试题1、
(1)材料准备
操作技能考核准备通知单(考场)
试题2、
注:本题目以K1000M数控系统为参考,各考点可根据实际情况做好相应准备,可在现有数控系统上进行考核,如果冷却液控制地址和K1000M数控系统不一致,请提供具体地址信号给考生。
试题3、
核设备,并提供相应设备和部件的参数使用说明、做好其它相应的准备;考核范围、考核要求和配分与评分标准必须严格按照题目所列的内容来执行。
试题4、
(1)材料准备
操作技能考核准备通知单(考场)
图B
(2)设备准备
序号名称规格序号名称规格
1 数控铣床 2
名称规格精度(读数值)数量备注
立铣刀Ø12 、Ø10各1把
外径千分尺50~75 0.01 1把
游标卡尺1~150 0.02 1把
深度游标卡尺0~200 0.02 1把
R规7~14.5 1套
塑胶榔头1把
固定扳手若干把
平行垫块若干副
千分表(含表架)0-1 0.001 1套
水平仪200 0.02 1个
平尺1个
可调量块1套
备注:主材料是指考试中不可反复使用的主要耗材,原则上由考生按考试要求自备。
各级考试机构也可以按照粤发改规〔2019〕3号文、粤人社规〔2019〕26号文要求,代准备并向考生收取主材料成本。