百分表保养点检记录表
设备维护保养点检表大全以及维修记录表
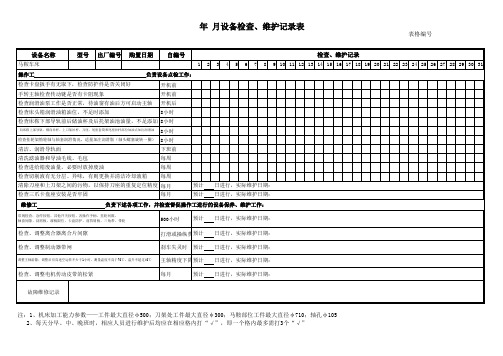
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
深度百分表保养记录表
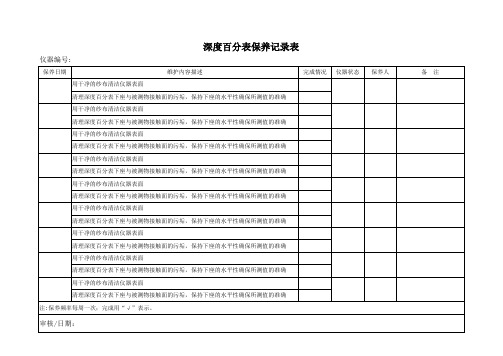
仪器编号:
保养日期 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 用干净的纱布清洁仪器表面 清理深度百分表下座与被测物接触面的污垢,保持下座的水平性确保所测值的准确 注:保养频率每周一次;完成用“√”表示。 维护内容描述 完成情况 仪器状态 保养人 备 注
设备每日点检保养记录表
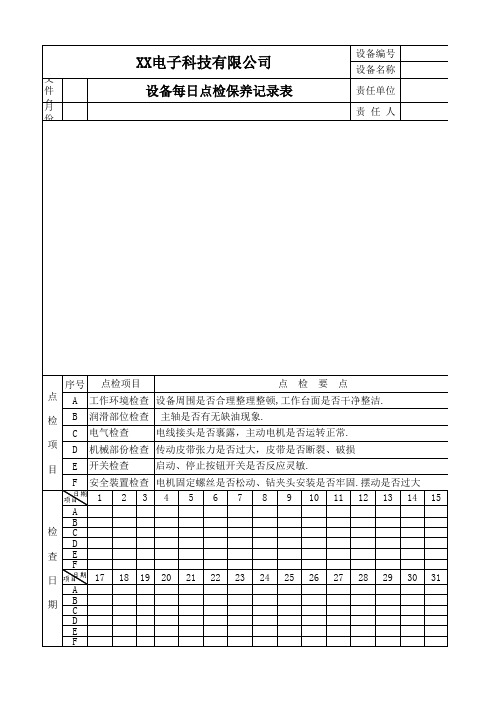
目 E 开关检查
启动、停止按钮开关是否反应灵敏.
F 安全裝置检查 电机固定螺丝是否松动、钻夹头安装是否牢固.摆动是否过大
日期 项目
1
234
5
6
7
8
检C
D
查E F
日 项目日期 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
A
期
B C
D
E
F
过大 16
XX电子科技有限公司
设备编号 设备名称
文
件
设备每日点检保养记录表
责任单位
名月 份
责任人
序号 点检项目
点检要点
点 A 工作环境检查 设备周围是否合理整理整顿,工作台面是否干净整洁.
检 B 润滑部位检查 主轴是否有无缺油现象.
C 电气检查
电线接头是否裹露,主动电机是否运转正常.
项 D 机械部份检查 传动皮带张力是否过大,皮带是否断裂、破损
(精品)铣床日常维护保养点检记录表(精品文档)
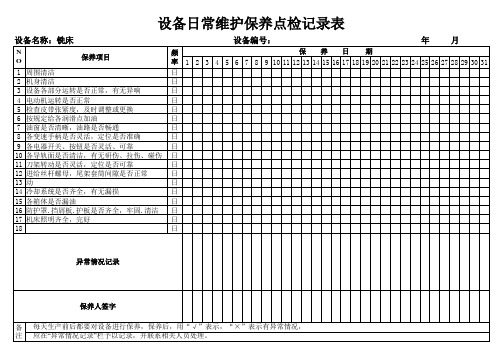
设备名称:铣床
设备编号:
年月
N
保养项目
O
1 周围清洁 2 机身清洁 3 设备各部分运转是否正常,有无异响 4 电动机运转是否正常 5 检查皮带张紧度,及时调整或更换 6 按规定给各润滑点加油 7 油窗是否清晰,油路是否畅通 8 各变速手柄是否灵活,定位是否准确 9 各电器开关、按钮是否灵活、可靠 10 各导轨面是否清洁,有无研伤、拉伤、碰伤 11 刀架转动是否灵活,定位是否可靠 12 进丝给杆丝,光杆杆螺,母开,关尾杆架是套否筒灵间活隙,有是无否跳正动常和窜 13 动 14 冷却系统是否齐全,有无漏损 15 各箱体是否漏油 16 防护罩.挡屑板.护板是否齐全,牢固.清洁 17 机床照明齐全,完好 18
17
18
19
频率 每月 每月 每月 每月 每月 每月 每月 每月 每月
每年 每年 每年 每年 每年 每年
保养日期
年月
保养检查结果 保养人
备 注
注:以上检查内容,每月定期由操作工执行并记录检查结果。如有任何异常,需要告知负责人,及时解决问题。
频
保养日 期
每率 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日
异常情况记录
保保养,保养后,用“√”表示,“×”表示有异常情况, 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
卡尺百分表高度计量具点检保养记录表
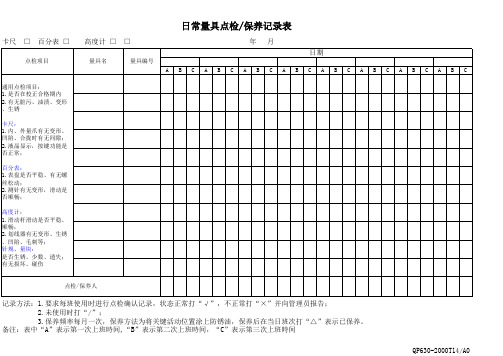
点检项目
通用点检项目: 1.是否在校正合格期内 2.有无脏污、油渍、变形 、生锈
卡尺: 1.内、外量爪有无变形、 凹陷、合拢时有无间隙; 2.液晶显示,按键功能是 否正常;
百分表: 1.表盘是否平稳、有无螺 丝松动; 2.测针有无变形,滑动是 否顺畅;
高度计: 1.滑动杆滑动是否平稳、 顺畅; 2.划线器有无变形、生锈 、凹陷、毛刺等; 针规、量块: 是否生锈、少数、遗失; 有无损坏、碰伤
备注:表中“A”表示第一次上班時间,“B”表示第二次上班時间,“C”表示第三次上班時间
QP630-2000T14/A0
高度计 □ □
量具名
量编号
日常量具点检/保养记录表
年月
日期
ABCABCABCABCABCABCABCABC
点检/保养人
记录方法:1.要求每班使用时进行点检确认记录,状态正常打“√”,不正常打“×”并向管理员报告; 2.未使用时打“/”; 3.保养频率每月一次,保养方法为将关键活动位置涂上防锈油,保养后在当日班次打“△”表示已保养。
机加、动力设备日常维护保养点检记录表(全)
年月
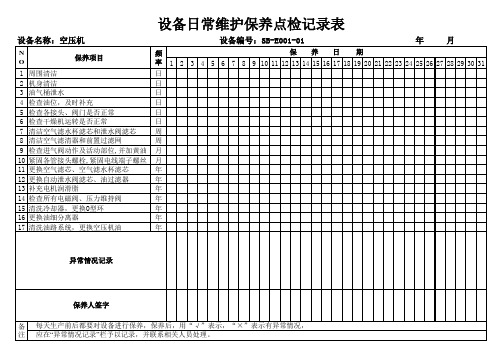
设备日常维护保养点检记录表
设备编号:SB-E001-01
设备名称:空压机
年月
设备日常维护保养点检记录表
设备名称:除湿机
设备编号:SB-E020
年月
设备名称:冷水机组、风冷机组设备编号:SB-E020
年月
设备名称:无塔供水设备编号:SB-E012
年月
设备名称:纯水机设备编号:SB-E013
年月
设备日常维护保养点检记录表
设备名称:超纯水机
设备编号:SB-E011
年月
设备名称:制氮机设备编号:SB-E002
年月
设备名称:真空泵设备编号:SB-E010-01
年月
设备日常维护保养点检记录表
设备名称:超声波焊机
设备编号:SB-E009-01
年月
设备日常维护保养点检记录表
设备名称:车床
设备编号:SB-E003
年月
设备名称:铣床设备编号:SB-E004
年月
设备名称:铣床设备编号:SB-E004
年月
设备日常维护保养点检记录表
设备名称:平面磨床
设备编号:SB-E005
年月
设备日常维护保养点检记录表
设备名称:外圆磨床
设备编号:SB-E006
年月
设备日常维护保养点检记录表
设备名称:剪板机
设备编号:SB-E007
年月
设备日常维护保养点检记录表
设备名称:折弯机
设备编号:SB-E008。
铣床日常维护保养点检记录表

铣床日常维护保养点检记录表
年
NO 保养项目 1 检查导轨润滑系统的给油间隔时间,一般是间隔1小时,打油1分钟 2 用水平仪查看机床工作台的水平,保证在0.02mm/m以内 3 用百分表检测主轴跳动是否在0.02mm/300mm以内 4 用百分表检测各轴重复定位精度,保证在0.01mm以内 5 用百分表检测各轴反向定位精度,保证在0.02mm以内 6 检查电气箱的过滤网有无堵塞并清洗干净 7 检查电气箱及外部的电线有无变色或者松动 8 用气枪吹静设备各电机风扇上的污垢 9 对设备的死角进行彻底一次清洁 10 11 检查润滑系统,压力表状态,清洗润滑系统过滤网,更换润滑油,疏通油路。 12 检查液压系统,清洁过滤器、清洗油箱,更换或过滤油液。可能的情况下,更换密封件 13 紧固各传动部件,更换不良标准件。油脂润滑部位,按要求,加注润滑脂,清洁、清洗各传动面。 14 清洁控制柜内电气元件,检查、紧固接线端子的紧固状态,确认系统电池电量。 15 检查主轴在额定最高转速下运转时轴承状态、主轴300MM径向跳动、主轴与工作台面的垂直度。 16 X/Y/Z轴相互垂直度检测、重复定位精度检测、累计误差检测以及各滚珠丝杆轴承状态检查。 17 18 19 频率 每月 每月 每月 每月 每月 每月 每月 每月 每月 每年 每年 每年 每年 每年 每年 保养日期
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
异常情况记录
保养人签字 备 注 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。 深圳市宝安区大浪三马五金模具厂
仪器设备定期点检维护保养记录表-模版(可修改)

类别
点检项目
点检方法
判定标准
结果确认(正常√;异常×)
日期
结果
下次维护日期
日期
结果
下次维护日期
日期
结果
下次维护日期
日期
结果
下次维护日期
点检人签名
班组长确认
异常处理
异常描述
登记时间
处理方法
责任人
异常描述
登记时间
处理方法
责任人
点检要求
1.点检正常打"√",异常打"×",若有异常请登记于异常记录中;
2.此点检表必须放于现场设备显眼位置,不许用铅笔记录;
3.点检完后,由专业点检人将此表交设备组长保留;
4.保留的点检表必须有设备管理员签名(或盖章)
设备管理员签名