国内外钢轨及其技术标准讲解
钢轨技术标准手册
第一节钢轨概述钢轨是铁路轨道的主要组成部件。
它的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上。
钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面。
在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用。
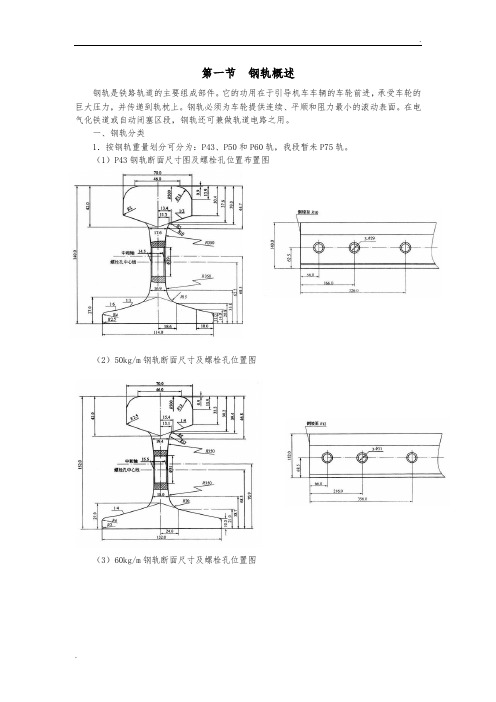
一、钢轨分类1.按钢轨重量划分可分为:P43、P50和P60轨,我段暂未P75轨。
(1)P43钢轨断面尺寸图及螺栓孔位置布置图(2)50kg/m钢轨断面尺寸及螺栓孔位置图(3)60kg/m钢轨断面尺寸及螺栓孔位置图(4)43kg/m 、50kg/m 和60 kg/m 各部主要尺寸对比P43、P50和P60主要尺寸对比 表1序号 项 目 钢轨规格43kg/m 50kg/m 60kg/m 1 每米钢轨重量(kg) 44.653 51.514 60.64 2 钢轨高度(mm) 140 152 176 3 轨头宽度(mm) 70 70 73 4 轨底宽度(mm) 114 132 150 5 轨腹宽度(mm) 14.5 15.5 16.5 6 螺栓孔直径(mm) 29 31 31 7 螺栓孔距轨底距离 62.5 68.5 69 8 轨端至第1孔中心距(mm) 56 66 76 9 1孔至2孔中心距(mm) 110 150 140 102孔至3孔中心距(mm)1601401402.按钢轨材质划分可分为U71Mn 、U75V 、U75VG 、U71MnG 、U78CrV 、U77MnCr 和U76CrRe 。
目前使用最多的为U71Mn 和U75V 材质的钢轨。
钢轨材质型号的含义:(举例U71Mn 和U75VG )(1)重载铁路:应选用强度等级不低于980MPa 的热扎钢轨(U75V 、U78CrV 、U77MnCr 和U76CrRe );在半径≤1500m 的曲线地段应选用强度等级不低于1180 MPa 的热处理钢轨(可优先选用U78CrV 、U77MnCr 和U76CrRe 等)或贝氏体钢轨。
国内外钢轨及其技术标准29页PPT

国内外钢轨及其技术标准
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
钢轨尺寸、重量及使用标准
B
C
D
50
152
132
70
15.5
65.8
51.514
643.925
643.429
1287.850
1287.354
0.496
43
140
114
70
14.5
57.0
44.653
558.162
557.690
116.325
1115.853
0.472
38
134
114
68
13.0
49.5
38.733
484.162
70
197
不裂
不断
半
镇静
钢
50轻半
50Qb
5、8、11
0.35~
0.60
≤0.17
≥0.40
0.050
0.055
0.40
-
-
-
55轻半
55Qb
15、18、24
0.50~
0.60
≤0.17
0.60~
1.00
0.050
0.055
0.40
70
197
不裂
不断
普低钢
45
硅锰磷
45SiMnP
5、8、11
0.35~
8.标准
(1)GB2585—81铁路用每米38—50kg钢轨技术条件;
(2)GB11265—89轻轨用接头夹板;
(3)GB11264—89轻轨;
(4)GB11266—89轻轨用垫板;
(5)YB/T5055—93起重机钢轨;
(6)ASTME399金属材料平面应变、断裂韧度标准试验方法;
(7)JISG0555钢材中非金属夹杂物显微试验方法;
钢轨最新的国标标准
钢轨最新的国标标准钢轨是铁路运输中的重要组成部分,其质量直接关系到列车的安全和运行效率。
为了确保铁路运输的安全和可靠性,国家对钢轨的标准制定了一系列严格的规定。
钢轨的最新国标标准是铁道部颁布的《GB/T 2585-2018 钢轨》标准,本文将就该标准的主要内容进行介绍和解读。
首先,该标准对钢轨的材质和化学成分进行了详细的规定。
钢轨的主要材质为优质碳素结构钢,其中含有一定比例的碳、硅、锰等元素。
标准对这些元素的含量范围和允许的偏差进行了规定,以确保钢轨的材质符合强度和韧性的要求。
其次,标准对钢轨的几何尺寸和外观质量进行了严格的要求。
钢轨的几何尺寸包括轨头高度、轨底宽度、轨身高度、轨身宽度等参数,这些参数的偏差直接影响着钢轨的安装和使用。
同时,标准还规定了钢轨表面的缺陷和允许的缺陷尺寸,以确保钢轨表面的光洁度和平整度符合要求。
此外,标准还对钢轨的热处理和机械性能进行了详细的规定。
钢轨在生产过程中需要经过多道热处理工艺,以提高其强度和硬度。
标准规定了钢轨的热处理工艺参数和性能指标,包括抗拉强度、屈服强度、延伸率等参数,以确保钢轨在使用过程中能够承受列车的荷载和动态载荷。
最后,标准还对钢轨的检验和试验方法进行了详细的规定。
钢轨在生产出厂前需要经过严格的检验和试验,以确保其质量符合标准的要求。
标准规定了钢轨的化学成分分析、几何尺寸检验、外观质量检验、热处理质量检验等一系列检验项目和方法,以确保钢轨的质量可控可靠。
总的来说,《GB/T 2585-2018 钢轨》标准对钢轨的材质、几何尺寸、外观质量、热处理和机械性能、检验和试验方法等方面进行了全面的规定,为我国铁路运输的安全和可靠性提供了重要的技术保障。
各相关企业和单位在生产和使用钢轨时,应严格按照该标准的要求进行生产、检验和使用,以确保铁路运输的安全和可靠性。
轨道钢标准

轨道钢标准轨道钢是指用于制造铁路轨道的钢材,其规格和标准通常遵循国家标准或行业标准。
以下是一些常见的轨道钢标准:1. 中华人民共和国国家标准:包括GB 2585-2007《钢轨》、GB/T 23444-2009《钢轨焊接第1部分:通用技术条件》、GB/T 23445-2009《钢轨焊接第2部分:熔敷金属》、GB/T 23446-2009《钢轨焊接第3部分:预热温度和后热处理》、GB/T 23447-2009《钢轨焊接第4部分:焊接工艺》、GB/T 23448-2009《钢轨焊接第5部分:熔敷金属拉伸试验》、GB/T 23449-2009《钢轨焊接第6部分:熔敷金属冲击试验》、GB/T 23450-2009《钢轨焊接第7部分:焊缝硬度试验》、GB/T 23451-2009《钢轨焊接第8部分:焊接接头硬度试验》、GB/T 23452-2009《钢轨焊接第9部分:焊接接头拉伸试验》、GB/T 23453-2009《钢轨焊接第10部分:焊接接头冲击试验》、GB/T 23454-2009《钢轨焊接第11部分:焊接接头金相试验》、GB/T 23455-2009《钢轨焊接第12部分:焊接接头残余应力测定》、GB/T 23456-2009《钢轨焊接第13部分:焊接接头疲劳试验》、GB/T 23457-2009《钢轨焊接第14部分:焊接接头动态试验》、GB/T 23458-2009《钢轨焊接第15部分:焊接接头静态弯曲试验》、GB/T 23459-2009《钢轨焊接第16部分:焊接接头动态弯曲试验》、GB/T 23460-2009《钢轨焊接第17部分:焊接接头疲劳弯曲试验》、GB/T 23461-2009《钢轨焊接第18部分:焊接接头冲击韧性试验》、GB/T 23462-2009《钢轨焊接第19部分:焊接接头冲击吸收能量试验》、GB/T 23463-2009《钢轨焊接第20部分:焊接接头拉伸试验》、GB/T 23464-2009《钢轨焊接第21部分:焊接接头冲击试验》、GB/T 23465-2009《钢轨焊接第22部分:焊接接头金相试验》、GB/T 23466-2009《钢轨焊接第23部分:焊接接头残余应力测定》、GB/T 23467-2009《钢轨焊接第24部分:焊接接头硬度试验》、GB/T 23468-2009《钢轨焊接第25部分:焊接接头冲击试验》、GB/T 23469-2009《钢轨焊接第26部分:焊接接头动态试验》、GB/T 23470-2009《钢轨焊接第27部分:焊接接头静态弯曲试验》、GB/T 23471-2009《钢轨焊接第28部分:焊接接头动态弯曲试验》、GB/T 23472-2009《钢轨焊接第29部分:焊接接头疲劳试验》、GB/T 23473-2009《钢轨焊接第30部分:焊接接头冲击韧性试验》、GB/T 23474-2009《钢轨焊接第31部分:焊接接头冲击吸收能量试验》、GB/T 23475-2009《钢轨焊接第32部分:焊接接头拉伸试验》、GB/T 23476-2009《钢轨焊接第33部分:焊接接头冲击试验》。
第二节钢轨基本知识.
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg / m无螺栓孔新钢轨;其他站线宜铺设50 kg / m钢轨。
200 km/ h及以上高速客运铁路应选用u71MnG、强度等级为880〜IPa热轧钢轨;200 km/ h〜250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0. 71%、0. 75%, V代表钒元素,Mn代表锰兀素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1 .钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI和99 ITI 四种。
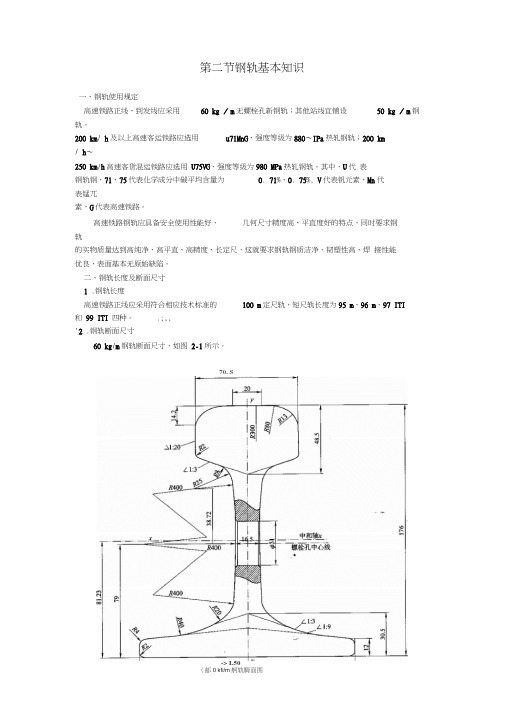
.;,,'2 .钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
70. S-> L50(邮0 kfi/m舸轨騎面图—C『―《■ ■(■■ ■—、216.5中心线一k °.图2'1 50 kfi/m 钢轨形式尺寸(单位1 mm )3 •钢轨计算数据60 kg / m 钢轨计算数据,如表 2— 9所示。
(b )60 kg/m 银轨摞栓孔布置图義2旳钢轨计茸数据三、钢轨材质1钢轨的化学成分(表2—10)S2-10搦轨北学蹴分UTlMuG0. 65—-0. 750, 15—0.580. 70—1. 20^0. 0苓.<0. 025CO. 004U75VG 6 71 —也80Q” 50—0. 70 D. 75—1.05咗实025<Q. 0250. 08<0r 0042 一 11的规定。
制造年(轧制年度末两位)、月(如04代 钢厂代码一一生产年份一一炉号一一连铸 2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表a 腆>10 260—300 U75VG^102^0—930注啟惟取样螳验时•允许断后忡任率比规宦憤降低1绻f 绝对值)四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图22所示。
国内外钢轨及其技术标准讲解
第21页 共 页
5)欧洲钢轨标准:prEN13674-1:2002(E) [Railway applications-Track Rail-Part1 Vignole railway rails 46kg/m and above]。1994年11月提出
初稿,1996年2月提出第二稿,1998年第三稿面
2019年3月7日
第17页 共 页
表1 钢轨断面和长度
国别
美国 俄罗斯 日本 法国 德国 中国
钢轨断面单重(kg/m)
AREA115(57 kg/m)、AREA119(60 kg/m)、AREA132(65 kg/m)、 AREA133(66 kg/m)、AREA136(68 kg/m)、AREA147(73 kg/m) 50、65、75 30、37、40、50、60 54、60 54、60 37、38、43、50、60、75
2019年3月7日
4 国外主要钢轨标准简介
第19页 共 页
1)美国AREMA技术条件2004修订版:AREMA Manual for Railway Engineering: SECTION2.1 SPECIFICATIONS FOR STEEL RAILS. 2)前苏联/俄罗斯钢轨标准:ГOCT 24182-80, ГOCT 18267-82,ГOCT P 51685-2000。 3)日本钢轨标准:JIS E1101,JIS E1123,JIS E 1120—1994。
采用热预弯,可减少残余应力和矫直噪音。
2019年3月7日
第9页 共27 页
图4 采用万能轧机轧制钢轨
2019年3月7日
第10页 共 27 页
图5
2019年3月7日
国内外钢轨生产和使用
1.2 国内钢轨标准
自1998年修建秦沈客运专线以来,铁道部根据 铁路发展的需要,并兼顾国内钢轨生产的实际, 先后颁布了10余个钢轨暂行技术条件和标准,涵 盖了250km/h和350km/h客运专线、时速160 公里以下既有线以及时速200公里提速线路用的 热轧钢轨、热处理钢轨以及道岔用钢轨。
国内外钢轨生产和使用
5)欧洲钢轨标准:EN13674-1:2003(E)
1994年11月提出初稿,1996年2月提出第二稿,
1998 年 第 三 稿 面 世 , 2000 年 确 定 了 标 准 号 ,
2003年正式颁布。该标准全面反映了高速铁路对
钢轨的要求,是当今世界上最先进、最严格的标
准之一。在标准范围中明确规定了该技术条件适
国内外钢轨生产和使用
7)《客运专线60AT钢轨暂行技术条件》(铁科 技函[2005] 101 号)
适用于新建客运专线。该标准以欧洲道岔钢轨 标准为采标对象,结合国内钢种以及试验方法等 方面的国内习惯制定。
国内外钢轨生产和使用
8)《250km/h和350km/h客运专线钢轨检验 及验收暂行标准》(铁建设函[2005] 402号) :
为监督钢轨的生产质量而制定。适用于客运 专线钢轨的用户检验。
国内外钢轨生产和使用
9)《TB/T2344-2003 :43kg/m~75kg/m热 轧钢轨订货技术条件》:
适用于时速160km/h以下既有线用的热轧钢轨
。目前铁路每年约70~100万吨大修和维修用轨
均采用该标准生产和采购。该标准以欧洲钢轨标
国内外钢轨生产和使用
从此改变了钢厂不采用铁路钢轨标准 的历史。现在已经形成了由铁道部提 出标准,钢厂按此生产的局面。从而 大大推动了钢轨生产的现代化技术改 造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。