proe数控加工1(基础和体积加工)
PROE数控加工
体积块铣削
外圆角铣 削
φ18R2
1000
0.8
12 1500
2 曲面半精加工
曲面铣削
球铣削
φ4 1000
0.5 2000
3
侧面和分型面精加 工
腔槽铣削
外圆角铣 削
φ10R1
1200
0.4
4 1800
4 左侧顶面精加工 精加工
球铣削
φ6 2000
0.3 3000
5 右侧顶面精加工 精加工
球铣削
φ4 2000
-
25
35
钻头
工件
镗刀
破断线距离
肩
R
尖
肥皂盒一模两腔模具加工
肥皂盒一模两腔模具加工-模型树
肥皂盒一模两腔模具加工-参数树
肥皂盒一模两腔模具加工-参数树
肥皂盒一模两腔模具加工-铣削窗口2
鼠标上盖凸模加工实例
序 号
加工内容
加工方式
刀具类型
刀具尺 寸
进给 速率
步长 深度
跨度
主轴 转速
1 体积块粗加工
1.6~3.2 的实心毛坯,也可用
0.8~1.6 于加工有色金属。径
0.2~0.4 大于15~20㎜
0.1~1.6
大批大量生产(精度由 拉刀的精度而定)
6.3~12.5
1.6~3.2 除淬火钢外各种材料,
0.8~1.6 毛坯有铸出孔或锻出 孔
0.4~0.8
13 粗镗(扩)-半精镗-磨孔 IT7~8 0.2~0.8 主要用于淬火钢,也可用
8
粗车-半精车-精车-精细车(金刚 车)
9
粗车-半精车-粗磨-精磨-超精磨 (或镜面磨)
10 粗车-半精车-粗磨-精磨-研磨
proe数控加工

四、加工方法的设置
步骤1:通过制造→加工→NC序列→辅助加工→加工→体积块(3轴),进入加工模块。
步骤2:在打开的序列设置菜单中选择如图所示的复选框,然后选择完成命令,在弹出的刀具设置对话框中单击确定按钮,此时系统弹出如图所示的制造参数菜单,选择其中的设置命令,系统弹出参数树对话框。完成加工参数的设置。
七、材料切割
步骤1:完成NC序列,选取加工→材料切减材料,在NC序列列表中选取体积块铣削,在材料删除表中选择自动→完成,系统弹出相交元件对话框,然后选取工件,单击确定,便完成材料切减。
步骤2:在系统弹出的加工菜单中选取完成命令,返回制造菜单
八、遮蔽体积块
步骤1:选取下拉菜单视图→可见性→遮蔽命令
步骤2:选取先定义的体积块进行遮蔽,并将文件保存。
步骤6:在系统指定限制加工曲面的边界曲面的提示下选取边界曲面,完成选取后,选择完成参考命令,然后曲面边界菜单中选择完成命令。
步骤7:在封闭菜单中选取顶平面,全部环复选项,然后选择完成命令,在系统选取或创建一平面。盖住闭合的体积块的提示下,选取上表面。然后选取完成命令。
步骤8:在聚合体积块菜单中选择显示体积块命令,可以查看创建的体积块。
扫描类型:用于设置加工区域时轨迹的拓补结构
类型1:刀具连续走刀,遇到凸起部分自动抬刀
类型2:刀具连续走刀,遇到凸起部分,刀具环绕加工,不抬刀
类型3:刀具连续走刀,遇到凸起部分,刀具分区进行加工
类型螺旋:刀具螺旋走刀
类型1方向:刀具单向进刀加工方式,适合于精加工,遇到凸起部分自动抬刀
type_1_connect:刀具单向进刀加工方式,下一刀的起始点与前一刀的起始点相同,横向运动到下一刀的加工位置开始加工。
Proe-NC数控加工1
Proe-NC数控加工1简介Proe-NC数控加工(Proe-Numerical Control Machining)是一种利用计算机控制的工具,在三维建模软件Proe中进行数控加工的过程。
它可以通过预先设置的程序指令,实现自动化的加工过程,提高生产效率和制造精度。
本文档将介绍Proe-NC数控加工的基本原理和操作流程,并且演示如何使用Proe进行NC加工。
原理Proe-NC数控加工是一种自动化加工过程,通过计算机控制的方式,使机床进行自动化加工。
它的原理是通过设定的程序指令,将加工所需的三维模型转换为机床能识别的G代码指令集,然后再通过G代码指令集来控制机床的运动,完成加工过程。
Proe-NC数控加工的基本原理包括两个主要方面:1.程序编写:在Proe中进行模型的建立,将需要进行数控加工的模型转化为G代码指令集。
2.设备控制:通过G代码指令集来控制机床的运动,实现加工操作。
操作流程在进行Proe-NC数控加工之前,需要准备好以下工作:•安装Proe软件,并了解基本操作方法。
•使用Proe建模,构建需要进行数控加工的三维模型。
•了解NC加工的基本知识,包括各种加工工艺和刀具选择等。
Proe-NC数控加工的操作流程如下:1.打开Proe软件,并新建一个零件文件。
2.在零件文件中构建需要进行数控加工的三维模型。
3.对模型进行设计和修正,以满足加工需求。
4.设定加工参数,包括加工方式、刀具选择、转速等。
5.进行切削力分析,评估加工效果。
6.根据分析结果,对加工参数进行调整,优化加工效果。
7.生成G代码指令集,包括加工路径、切削速度等。
8.导出G代码文件,保存为NC程序文件。
9.将NC程序文件加载到机床的控制系统中。
10.启动机床,进行自动化数控加工。
实例演示为了更好地理解Proe-NC数控加工的操作流程,下面将通过一个实例进行演示。
1.打开Proe软件,并新建一个零件文件。
2.在零件文件中构建一个立方体模型。
proe建模与数控加工
目录《综合性实验》任务书 (2)第一章实体建模 (4)1.1绘制长方体底座 (4)1.2钻Ф12mm孔 (5)1.3画另一个Ф12mm孔 (5)第二章数控加工 (6)2.1 数控加工的基本过程及工艺描述 (6)2.2 机床的选择 (6)2.3 零件的工艺分析 (6)确定加工方法选择的原则 (7)2.4 零件毛坯的确定 (7)2.5制订工艺路线 (7)2.6刀具的选择及材料 (7)2.7各加工工序的参数及用量的确定 (8)2.8工序卡 (10)第三章数控加工仿真 (10)3.1新建制造文件 (10)3.2装配制造模型 (11)3.3新建工件 (11)3.4设置机床参数 (11)3.5粗铣零件上表面 (12)3.6半精铣零件上表面 (13)3.7粗铣凹槽 (14)3.8半精铣凹槽 (15)3.9钻Φ11孔 (15)3.10铰Φ11.85孔 (16)3.11铰Φ12孔 (16)3.12 粗铣外轮廓 (17)3.13 半精铣外轮廓与精铣外轮廓 (18)3.14 粗铣零件底面 (18)3.15 半精铣及精铣零件底面 (19)第四章CL数据的输出和NC代码的生成 (20)第五章设计总结 (21)第六章参考文献 (21)附录一:零件三维图 (22)附录二:加工代码......................................................................................... 错误!未定义书签。
《综合性实验》任务书一、设计题目:______加工中心:件2________零件的综合性实验二、设计目的综合性实验是开设《三维CAD造型》、《机械CAD/CAM》、《机械制造学》、《数控机床》课程之后进行的一个综合性、设计性教学环节.在系统学习CAD/CAM技术的基本原理、基本方法以及机床数控技术的基础上,着重培养学生借助计算机进行机械产品的设计、制造和系统集成的综合应用能力.其目的是:1.掌握产品的计算机辅助设计过程和方法,培养利用计算机进行结构设计的能力;2.掌握零件的计算机辅助制造过程和方法,培养数控编程及加工仿真的能力;3.通过应用PRO/ENGINEER(Wildfire3.0),训练和提高CAD/CAM的综合运用能力.三、设计任务本设计以某一具体的机械零件为设计对象(零件图见附图)。
Proe加工参数详解(图文说明)
隐藏浏览窗口<<>>铣削参数下列参数专用于铣削NC 序列。
设置这些参数时,它们被列在与分支名称相对应的标题下。
关于对所有NC 序列类型都可用的公共制造参数的描述,请参阅主题NC 序列公共参数。
关于粗加工和重新粗加工NC 序列专用参数的说明,请参阅主题粗加工和重新粗加工专用铣削参数。
通过另请参阅下的链接访问这些主题。
注意:o必须为带有缺省值- 1(这表示系统未对其设置缺省值)的所有参数提供一个值。
o NC 序列参数的长度单位(在适用之处)与工件的单位相同。
切削选项SCAN_TYPE适用于"体积块"、"曲面"、"面"、"腔槽"和"切入式"铣削。
关于体积块铣削,请参阅铣削刀具扫描铣削体积块水平剖面并避开岛的方法。
选项如下:∙TYPE_1 - 刀具连续加工体积块,遇到岛时退刀。
∙TYPE_2 - 刀具连续加工体积块而不退刀,遇到岛时绕过它。
∙TYPE_3 - 刀具从岛几何定义的连续区域去除材料,依次加工这些区域并绕岛移动。
完成一个区域后,可退刀,铣削其余区域。
建议将TYPE_3 的ROUGH_OPTION 设置成ROUGH_&_PROF。
∙TYPE_SPIRAL - 生成螺旋形切刀路径。
∙TYPE_ONE_DIR - 刀具只进行单向切削。
在每个切削走刀终止位置退刀并返回到工件的另一侧,以相同方向开始下一切削。
避开岛的方法与TYPE_1 相同。
∙TYPE_1_CONNECT - 刀具只进行单向切削。
在每个切削走刀终止位置退刀,迅速返回到当前走刀的起始点,切入,然后移动到下一走刀的起始位置。
如果在切削走刀的起始位置存在一相邻壁,连接运动将沿着该壁的轮廓进行以避免切入。
∙CONSTANT_LOAD - 执行高速粗加工(ROUGH_OPTION 设置为ROUGH_ONLY)或轮廓加工(ROUGH_OPTION 设置为PROF_ONLY)。
Proe-NC数控加工1
孔加工
三到五轴铣削
钻孔面、镗孔、沉孔、攻丝和铰孔
体积加工、局部铣削、曲面铣削、面、轮 廓、凹槽、轨迹、螺纹、雕刻和插削
孔加工
车铣中 心 五轴铣削
钻孔、面、镗孔、沉孔、攻丝和铰孔
体积加工、局部铣削、曲面铣削、面、轮 廓、凹槽、轨迹、螺纹、雕刻和插削
两轴车削
孔加工 线切割 两轴或四轴线切 割
区域、轮廓、凹槽和螺纹
制造参数的部分选项
3)演示刀具路径轨迹 单击【菜单管理器】中的【制造/ 加工/NC序列/演示轨迹/屏幕演示】选 项,。系统弹出【播放路径】对话框。
刀位轨迹菜单设置
刀位轨迹演示如图所示。单击【播放路径】对 话框中的【文件/保存】命令,保存本序列的刀位文 件,再单击【关闭】按钮。
【播放路径】对话框
1)创建铣削几何
铣削操控板
2)创建NC序列 单击【菜单管理器】 中的【制造/加工/NC序列/ 加工/体积块/完成】选项
加工菜单设置
原标记为“-1”的选项是用户必须进行合理设置,标记 为“-”的选项则可以不进行设置。
【CUT-FEED】-----用于设置切削进给的速度。 【步长深度】-----用于设置切割深度。
步长深度
工件材 料
铸铁 软钢 中硬钢 硬钢
高速钢铣刀 粗铣 5~7 <5 <4 <3 精铣 0.5~1 0.5~1 0.5~1 0.5~1
硬质合金铣刀 粗铣 10~18 <12 <7 <4 精铣 1~2 1~2 1~2 1~2
【跨度】-----用于设置横向步距; 【PROF_STOCK_ALLOW】-----用于设置侧向表面的加工余量; 【允许未加工毛坯】-----用于设置粗加工余量; 【允许底部线框】-----用于设置工件底面加工预留量; 【切割角】-----用于设置刀具路径与X轴的夹角; 【扫描类型】-----用于设置加工区域轨迹的拓扑结构; 【转轴速度】-----用于设置主轴的运转速度; 【COLLANT_OPTION】-----用于设置冷却液,其值为开放、关 闭。 【间隔-距离】-----用于设置退刀的安全高度;
基于ProE的数控加工方法

开发机床的后处理器的方法是:在CAD/CAM软件的后处 理模块中,依据机床工作手册和数控系统编程手册定义机床 的各种参数和数控功能代码,还可进行编程以设置NC代码程 序的头尾和输出程序格式。
基于ProE的数控加工方法
•在后处理开发模块中设置机床类型
基于ProE的数控加工方法
•在后处理开发模块中设置数控功能代码
利用数控机床进行加工时,最重要的一环是编程人员根 据零件图纸及其它加工信息,编制数控加工程序,然后控制 机床实现整个加工过程。原先使用的手工编程有如下的缺点: (1)每个点的坐标都要进行计算,工作量大繁琐且易出错; (2)对复杂形状的零件,如螺旋桨的叶片形状,不但计算复 杂,有时人工也很难实现。
基于ProE的数控加工方法
基于ProE的数控加工方法
应用举例
一、基于Pro/E的CAD三维建模
在ProE中进行圆柱凸轮零件和毛坯件的建模。
•凸轮毛坯模型
•圆柱凸轮零件三维模型
基于ProE的数控加工方法
二、基于Pro/E的CAM自动化加工
零件模型建立后,要设定数控加工工艺,它主要包括 以下内容: 1. 确定加工机床的类型,比如,数控铣床,数控车床,线 切割、三轴机床、五轴机床等。 2. 创建工件坐标系,确定编程零点和退刀面。 3. 设置加工刀具参数,即设定刀具材料、刀具直径、刀具 长度参数等。 4. 设定加工方法和工艺参数。加工方法有平面铣削、曲面 铣削、轮廓加工、轨迹加工、孔加工、刻模加工等加工方 法。工艺参数即设定主轴转速、进给量、切削深度等。
ProE数控雕刻加工~~菜鸟进阶篇
Pro/E数控雕刻加工对于复杂模型数控加工程序的编写,已经不是我们能够靠手工、人力所能完成的工作。
但现实是我们产品的形状是越来越变化多样,对我们的加工出提出了更高的要求。
这里我们就介绍了怎样利用PROE来完成数控的编程和数控加工,希望能对大家学习PROE数控加工时给予启发。
例子以一个小工艺品为例,使用材料是有机玻璃加工机床是西门子840D,对于其中的参数设置只能是一个参考大家应该根据材料、机床、系统等不同的实际情况而合理处理。
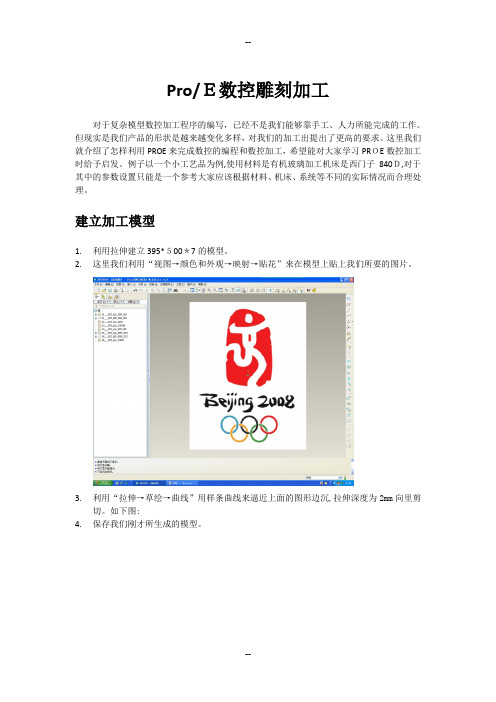
建立加工模型1.利用拉伸建立395*500*7的模型。
2.这里我们利用“视图→颜色和外观→映射→贴花”来在模型上贴上我们所要的图片。
3.利用“拉伸→草绘→曲线”用样条曲线来逼近上面的图形边沉,拉伸深度为2mm向里剪切。
如下图:4.保存我们刚才所生成的模型。
数控加工机床设置5.保存所建立的模型后,拭除Pro/E会话。
新建一个会话“新建→制造”建立如下图的会话。
6.在Pro/E中加入前面所做的图形为“参照模型”,步骤是:“制造模型→装配→参照模型”打开所做的模型,接受缺省设置完成如下图:7.点创建→工件,输入工件名称为workpiece(当然这里的名字不是特定的)点“实体→加材料→拉伸→实体→完成”。
8.选择参考模型的上表面做为参考平面,做一个405*510*7的模型完成后如下图所示:9.点“完成/返回”返回上一级目录,建立坐标系选择模型上表面、RIGHT和WC-ASM-TOP作为参考平面,点对话框中的“定向”使Z轴垂直于上平面方向朝上,X轴平行于RI GHT平面方向指向五环。
10.点“完成/返回”返回上一级目录,点“制造”对话框下的“机床设置”,设置参数如下图:粗加工图像部分11.点“完成/返回”返回上一级目录,点“加工→NC序列→粗加工→完成”在序列设置中勾选参数和窗口。
设置“切削进给量=200;跨度=1.4;最大台阶深度=0.5;安全距离=2;主轴转速=2500”。
12.设置“窗口”,单击“洗削窗口”→“草绘窗口类型”→“草绘”按钮进入草绘界面草绘一个如下图的红色框。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
21
PROE模具型腔加工
二、凹模型腔的体积块加工 6、演示刀具轨迹 步骤1:在NC序列菜单 中选择演示轨迹命令, 演示路径菜单。 步骤2:演示路径菜单 选择屏幕演示命令,系 统弹出如图所示的播放 路径对话
22
PROE模具型腔加工
二、凹模型腔的体积块加工 7、NC仿真 步骤1、将工件的隐藏状态取消,在演示轨迹菜单中 选择NC检查命令,观察刀具切割工件的运行情况。
24
PROE模具型腔加工
二、凹模型腔的体积块加工 九、生成数控代码 步骤1:在制造菜单中,选取CL数据→输出→操作,在弹出的 轨迹菜单中选择文件,弹出输出类型 CL文件:输出数据到CL文件 MCD文件:CL文件后置处理 步骤2:按系统默认设置,单击完成命令,并将生成的文件默 认保存 步骤3:选取CL数据→输出→NC序列,在NC序列列表中选择体 积块铣削,在轨迹菜单中选择文件命令,在输出类型中选择CL 文件,MCD文件和交互复选框,单击完成。 步骤4:在弹出的后置处理列表菜单中选择其中UNCXO1.P11选 项,在系统弹出的程序窗口中输入程序的起始号1,然后打开 seq001.tap,可以查看相应的数据文件。 25
3
PROE模具型腔加工
(1)程序段号(Sequence number) 用来表示程序从起动开始操作的顺序,即程序段执行的 顺序号。它用地址码“N”和后面的三位数字表示。
(2) 准备功能字(Preparatory function or Gfunction) 也称为G代码。准备功能是使数控装置作某种操作的功 能,它一般紧跟在程序段序号后面,用地址码“G”和两 数字来表示。
5
01 01 00 00 02 02 02 00 00 00 00 07
顺时针圆弧插补 逆时针圆弧插补 暂停,精确停止 精确停止 选择X Y平面 选择Z X平面 选择Y Z平面 返回并检查参考点 返回参考点 从参考点返回 返回第二参考点 取消刀具半径补偿
PROE模具型腔加工
G65 G66 *G67 取消 G73 G74 环 G76 *G80 G81 G82 G83 G84 00 12 12 09 09 09 09 09 09 09 09 宏程序调用 模态宏程序调用 模态宏程序调用 深孔钻削固定循环 反螺纹攻丝固定循 精镗固定循环 取消固定循环 钻削固定循环 钻削固定循环 深孔钻削固定循环 攻丝固定循环 G85 G86 G87 G88 G89 *G90 *G91 G92 *G98 始点 G99 09 09 09 09 09 03 03 00 10 10 镗削固定循环 镗削固定循环 反镗固定循环 镗削固定循环 镗削固定循环 绝对值指令方式 增量值指令方式 工件零点设定 固定循环返回初 固定循环返回R点
12
PROE模具型腔加工
二、凹模型腔的体积块加工 3、收集铣削体积块 步骤4:选取或创建 一平面,盖住闭合的体 积块。。 步骤5:选取要被罩 平面关闭的邻接边,显 示体积块看是否完成体 积块的收集,完成收集 后的体积块如图所示。
13
PROE模具型腔加工
二、凹模型腔的体积块加工 4、制造设置 步骤1:调出操作设 置:制造→制造设置 →操作,操作设置如 图所示:
4
PROE模具型腔加工
G代码 *G00 *G01 ) G02 G03 G04 G09 *G17 G18 G19 G27 G28 G29 G30 *G40 分组 功能 01 定位(快速移动) 01 直线插补(进给速度 G41 07 G42 07 G43 08 G44 08 *G49 08 G52 00 G53 00 *G54 14 G55 14 G56 14 G57 14 G58 14 G59 14 G60 00 G61 15 *G64 15 左侧刀具半径补偿 右侧刀具半径补偿 刀具长度补偿+ 刀具长度补偿- 取消刀具长度补偿 设置局部坐标系 选择机床坐标系 选用1号工件坐标系 选用2号工件坐标系 选用3号工件坐标系 选用4号工件坐标系 选用5号工件坐标系 选用6号工件坐标系 单一方向定位 精确停止方式 切削方式
19
PROE模具型腔加工
二、凹模型腔的体积块加工
允许底部线框:用于设置底部的加工余量 切割角:用于设置刀具路径和X轴的夹角 扫描类型:用于设置加工区域时轨迹的拓补结构 类型1:刀具连续走刀,遇到凸起部分自动抬刀 类型2:刀具连续走刀,遇到凸起部分,刀具环绕加工,不抬刀 类型3:刀具连续走刀,遇到凸起部分,刀具分区进行加工 类型螺旋:刀具螺旋走刀 类型1方向:刀具单向进刀加工方式,适合于精加工,遇到凸起 部分自动抬刀 type_1_connect:刀具单向进刀加工方式,下一刀的起始点与前一 刀的起始点相同,横向运动到下一刀的加工位置开始加工。 切割类型:攀升,向上切割,转弯_急转
6
PROE模具型腔加工
(3) 尺寸字 尺寸字是给定机床各坐标轴位移的方向和数据的,它由各 坐标轴的地址代码、数字构成。尺寸字一般安排在G功能字的 后面。尺寸字的地址代码,对于进给运动为:X、Y、Z、U、V 、W、P、Q、R;对于回转运动的地址代码为:A、B、C、D、E 。此外,还有插补参数字:I、J、K等。 (4) 进给功能字(Feed function or F-function) 它给定刀具对于工件的相对速度,由地址码“F”和其后面的 若干位数字构成。这个数字取决于每个数控装置所采用的进给 速度指定方法。进给功能字应写在相应轴尺寸字之后,对于几 个轴合成运动的进给功能字,应写在最后一个尺寸字之后。一 般单位为:mm/min,切削螺纹时用mm/r表示,在英制单位中用 英寸表示。
10
PROE模具型腔加工
二、凹模型腔的体积块加工 2、制造模型的建立 步骤1、引入参照模型: 制造模型→装配→参照模 型,在元件放置操控板选 择默认放置。 步骤2、创建工件模型, 制造模型→创建→工件→ 输入工件名称;实体→伸 出向项→拉伸→实体→完 成,如图所示。
11
PROE模具型腔加工
二、凹模型腔的体积块加工 3、收集铣削体积块 步骤1:点击铣削体积块按钮,在编 辑菜单中选择收集体积块。 步骤2:在系统弹出的聚合步骤菜单 中,选中选取和封闭复选项,然后选 择完成命令。 步骤3:依次选取曲面和边界,然后 选择完成命令。然后选择工件将其隐 藏,然后在系统选取下一个种子面的 提示下,选择如图所示的种子面。
16
PROE模具型腔加工
二、凹模型腔的体积块加工
4、制造设置 步骤4:机床坐标系设置,在参照,加工零 点点击选择机床坐标系,如果没有现存的可以 按下面的方法进行设置: 在工件上表面中心确定三个相互垂直的基准 平面。 通过插入→模型基准→坐标系,确定一个参 照坐标系,该坐标系与机床坐标系要一致。 选择该坐标系作为机床坐标系。 步骤5:退刀面的设置,弹出退刀选取对话 框,单击其中沿Z轴按钮,然后再输入Z轴深度 后的文本框中输入退刀数值。 步骤6:公差设置,在退刀选项组中的公差 文本框后输入加工的公差,这里设置为0.2
PROE模具型腔加工
三、凸模型腔的体积块加工 1、新建一个数控制造模型文 件 步骤1:设置工作目录,选择 下拉菜单文件→设置工作目录命 令,将工作目录设置到自己预先 确定的工作目录下。 步骤2:新建制造模型文件, 选择类型为NC组件,取消使用缺 省模板按钮复选框,选取 mmns_mfg_nc模板。然后在该对 话框中单击确定按钮。
(8) 程序段结束符(End of block) 每一个程序段结束之后,都应加上程序段结束符。
9
PROE模具型腔加工
二、凹模型腔的体积块加工 1、新建一个数控制造模型文 件 步骤1:设置工作目录,选择 下拉菜单文件→设置工作目录命 令,将工作目录设置到自己预先 确定的工作目录下。 步骤2:新建制造模型文件, 选择类型为NC组件,取消使用缺 省模板按钮复选框,选取 mmns_mfg_nc模板。然后在该对 话框中单击确定按钮。
攀枝花学院
计算机辅助工程设计(Pro/E)
主讲人:曾富洪
PROE模具型腔加工
一、数控基础 1、数控加工流程 设计产品 设置夹具规划 规划制造模型 设置制造数据 操作设置 设置NC序列 创建刀具轨迹数据文件 后处理程序 驱动机床
2
规划工件 选择加工机床 设置刀具数据
PROE模具型腔加工
2、数控代码基础
20
PROE模具型腔加工
二、凹模型腔的加工
粗加工选项: 仅粗加工:不包含组成体积块的轮廓加工 粗糙轮廓:先加工体积块,再加工组成体积块的轮廓 轮廓粗加工:先加工组成体积块的,再加工体积块 仅轮廓:只加工组成块的轮廓 安全距离:退刀的安全高度,单位mm 主轴速率:主轴的运转速率,单位r/min COOLANT_OPTION:冷却液开关 步骤3:选取先前定义的铣削体积块。
注意:如果NC检查命令不能使用:在工具/选项中查 出nccheck_type,将其值修改为nccheck便可。
23
PROE模具型腔加工
二、凹模型腔的体积块加工 8、材料切割 步骤1:完成NC序列,选取加工→材料切减材料,在NC 序列列表中选取体积块铣削,在材料删除表中选择自动 →完成,系统弹出相交元件对话框,然后选取工件,单 击确定,便完成材料切减。 步骤2:在系统弹出的加工菜单中选取完成命令,返回 制造菜单 9、遮蔽体积块 步骤1:选取下拉菜单视图→可见性→遮蔽命令 步骤2:选取先定义的体积块进行遮蔽,并将文件保存 。
17
PROE模具型腔加工
二、凹模型腔的体积块加工 5、加工方法的设置
步骤1:通过制造→加工 →NC序列→辅助加工→加工 →体积块(3轴),进入加工 模块。 步骤2:在打开的序列设置 菜单中选择如图所示的复选 框,然后选择完成命令,在 弹出的刀具设置对话框中单 击确定按钮,此时系统弹出 如图所示的制造参数菜单, 选择其中的设置命令,系统 弹出参数树对话框。完成加 工参数
二、凹模型腔的体积块加工
4、制造设置 步骤2:机床 设置:机床设置 的对话框如图所 示,在机床类型 下拉列表中选择 铣削,在轴数下 拉列表框中选择 3轴。