主轴加工工艺卡片
机械加工工艺过程卡片与工序卡片
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片机械加工工艺过程卡片是根据零件的工艺要求和加工顺序编制的一种工作文件。
它主要描述了零件的加工过程,包括工艺路线、工艺参数、工装夹具、工艺手段以及工艺规程等内容。
该卡片是工序卡片的上层次,对于机械加工车间而言,是指导生产和管理的重要文档。
1.零件加工工艺路线:根据零件的结构特点和工艺要求,确定加工过程中的各个环节和顺序。
包括粗加工、精加工、合理的工序布置等内容。
2.工艺参数:描述了加工过程中一些重要的参数,如切削速度、进给量、切削深度等。
这些参数是确定工件加工质量和生产效率的关键因素。
3.工装夹具:指导机械加工过程中的夹具选择和使用。
包括夹具类型、夹具位置和夹具调整等内容。
4.工艺手段:描述了机械加工中所具备的各种工艺手段,如车削、铣削、钻削等。
并根据具体的工件要求,选择合适的工艺手段进行加工。
5.工艺规程:详细描述了机械加工过程中具体的操作方法和步骤。
包括加工精度要求、刀具选择、刀具切削角度以及刀具切削顺序等内容。
1.指导生产:工艺过程卡片能够对加工过程进行规范化和标准化管理,确保生产过程的准确性和可控性。
2.提高生产效率:通过合理规划和布置加工过程,避免生产中的重复操作和浪费,提高加工效率和生产能力。
3.保证加工质量:工艺过程卡片详细描述了加工过程中的参数和要求,可以及时发现和解决加工中的问题,确保零件的生产质量。
4.节约成本:通过合理设置工艺参数和工装夹具,可以降低加工成本,提高资源利用率。
二、工序卡片工序卡片是机械加工过程中的一种重要记录和指导工具。
它是对机械加工工艺过程卡片的细化和补充,更加具体地描述了每个工序的加工方法、操作顺序和操作要点等内容。
工序卡片的主要内容包括以下几个方面:1.工序顺序:描述了每个工序的顺序和次序。
2.加工设备:说明了该工序需要使用的设备和机床。
3.刀具选择:选择适合于该工序的刀具,并给出刀具的尺寸和规格。
4.工装夹具:描述该工序中使用的夹具类型和夹具的调整方法。
车床主轴加工工艺(分析“加工”文档)共55张PPT

➢主轴各外圆表面的精加工和光整加工
主轴的精加工
• 1) 主要采用磨削加工;
• 2) 应在热处理之后进行,纠正热处理 后的变形;
• 3) 磨削加工能达到的精度为IT6,表面粗
糙度为
Ra0.8~0.2。m
光整加工的作用及特点
• 1) 用于精密主轴上尺寸公差等级为IT5以上或表面粗糙
• 支承轴颈为三支承结构,并且跨度大;
• 支承轴颈采用锥面 (1:12) 结构,接触率≥70%,可
用来调整轴承间隙;
•
•
中支承间轴支颈承圆为度IT误5差~I为T6,,径粗向糙跳度动为;Ra 0.63m;
• 其他外圆的圆度要求,误差小于50%尺寸公差,高
精度者为5~10%;
• 轴颈与有关表面的同轴度误差应很小。
• 3) 劳动强度。
车削加工的设备
• 1) 单件、小批:普通车床
• 2) 成批生产:液压仿形车床
• 3) 大批量生产:液压仿形、多刀半自动车床
➢主轴深孔的加工 深孔加工的难点
• 1) 刀具细长,刚性差,易振动,易引偏;
• 2) 排屑困难;
• 3) 钻头散热条件差,冷却困难,易失去切
削能力。
More to learn
采取措施
• 1) 采用工件旋转、刀具进给的加工方法, 使钻头自定中心;
• 2) 采用特殊结构的深孔钻;
• 3) 预先加工一导向孔,防止引偏;
• 4) 采用压力输送切削润滑液,既使冷 却充分,又使切屑排出。
➢主轴锥孔的加工
主轴锥孔的作用及要求 • 1) 主轴锥孔是安装顶尖的定位面; • 2) 主轴支承轴颈及主轴前端短锥的同轴
机械加工工艺过程卡片

机械加工工艺过程卡片1. 引言机械加工工艺过程卡片是记录和指导机械加工过程的一种重要文档。
通过详细记录每个工艺步骤的具体要求和操作方法,工艺过程卡片可以提高机械加工的效率和质量,并保证加工过程的可追溯性和一致性。
本文将介绍机械加工工艺过程卡片的基本要素和编写方法,并提供一些实际案例和注意事项。
2. 机械加工工艺过程卡片的基本要素机械加工工艺过程卡片通常包括以下基本要素:2.1 零件信息•零件名称:明确被加工的零件的名称。
•零件编号:每个被加工的零件都应有唯一的编号。
•零件材料:指明被加工零件的材料特性和规格。
2.2 工艺步骤•排序编号:按照加工的顺序,为每个工艺步骤分配一个唯一的编号。
•工序名称:简明扼要地描述每个工艺步骤的操作内容。
•工序要求:详细说明每个工艺步骤的要求,包括加工精度、尺寸要求等。
•工装夹具:说明工装夹具的使用方式和要求。
•加工设备:明示加工设备的种类、型号和设置参数。
2.3 加工工艺•切削用量:指明每个切削工序所需的切削剂用量和喷洒位置。
•加工速度:表明机床的主轴转速。
•进给速度:规定切削的进给速度,包括水平进给速度和垂直进给速度。
2.4 质量检验•检验项:列出需要检验的尺寸、表面质量等项目。
•检验工具:描述用于检验的具体仪器、测量范围和精度等。
•合格标准:说明零件加工质量必须满足的标准。
3. 机械加工工艺过程卡片的编写方法编写机械加工工艺过程卡片需要遵循以下步骤:3.1 收集零件信息首先,需要收集零件的基本信息,包括名称、编号和材料等。
这些信息可以来自于设计部门、物料部门或者零件图纸。
3.2 确定工艺步骤根据零件的特点和加工流程,确定相应的工艺步骤,并分配排序编号。
每个工艺步骤应按照加工顺序编写,并确保每个工艺步骤都具有明确的操作内容和要求。
3.3 编写工艺要求根据每个工艺步骤的要求,编写相应的工艺要求。
这些要求可以包括加工精度、尺寸要求、工装夹具要求等。
3.4 定义加工工艺根据工艺要求,确定切削用量、加工速度和进给速度等加工工艺参数。
钻床主轴加工工艺

钻床主轴的加工工艺下图为钻床主轴的零件图,其材料为40Cr ,生产类型为中批生产。
1)钻床主轴的结构分析根据对钻床主轴零件图的分析,该零件的结构具有以下特点:从形状上看,该零件为多阶台结构的细长轴,且外圆直径相差较多;从加工表面类型看,外圆表面有光轴、花键和螺纹;内孔表面为锥孔,且有两径向腰形孔,与锥孔相交。
图3.14钻床主轴2)钻床主轴的技术条件分析钻床主轴的技术条件是根据其功用和工作条件制订的。
从图3.14钻床主轴零件图和图3.15主轴部件装配图可以看出,主轴的支承轴颈A 、B 是主轴部件的装配基准,因此技术条件中各项精度指标均是以支承轴颈A 、B 为基准确定的。
现将主要加工表面的技术要求分析如下: (1)支承轴颈的技术要求主轴支承轴颈与两对角接触轴承相配合,前端A 比后端B 对主轴的回转精度影响大,故与轴承的配合A 比B 要紧些,其尺寸精度都按IT5级公差制造,都属过渡配合性质。
A 、B 的圆度和圆柱度要求都很高(0.004mm),而表面粗糙度要求一般(m R a μ63.0),这也和装配滚动轴承有关。
由于主轴支承轴颈是主轴部件的装配基准,因而它的制造精度直接影响到主轴部件的回转精度。
当支承轴颈有同轴度误差时,必将引起主轴的径向圆跳动,从而影响工件的加工质量,故A 、B 的同轴度要求很高(mm 008.0φ)。
(2)锥孔的技术要求主轴锥孔(莫氏4号)对支承轴颈A 、B 的跳动,在轴端处要求0.008mm ;离轴端300mm 处要求0.015mm ;锥孔涂色检查接触面不小于70%;表面粗糙度值为Ra0.32m μ;硬度要求45 ~48HRC 。
主轴锥孔是用来安装钻头、铰刀或钻夹头、锥度套的,其轴心线与两个支承轴颈的轴心线应尽量重合,否则将影响机床精度和工件加工质量。
由于钻床工作时,需经常调换钻头、铰刀或工具,要求锥孔有一定的硬度和较细的表面粗糙度,以减少磨损和保持紧密接触。
图3.15 钻床主轴部件装配图(3)轴肩的技术要求主轴轴肩与角接触球轴承的端面相接触,要求轴肩与支承轴颈A、B的端面跳动在0.02mm内,如果端面跳动量过大,会使轴承内圈轴心线倾斜,从而引起主轴的径向圆跳动。
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)_百度解析
机械加工工艺过程卡片1
3
4
5
6
7
9
10
产品名称柴油机零(部)件名称车间大件老连杆连杆工序号 120 毛坯外型尺寸共( 43)页第( 8 )页材料牌号工序名称粗铣剖分面及止口毛坯种类每毛坯可制件数每台件数设备名称设备型号 NZ73020 设备编号同时加工件数 1 夹具编号夹具名称切削液工序工时准终 H-32-221-06 工步号工步内容工艺装备主轴转速切削速度连杆剖分面粗铣刀进给量切削深度进给次数工步工时机动
辅助单件 r/min 粗铣剖分面至尺寸粗铣止口至尺寸 75 75 m/min 22.4 24.7 mm/r 0.80 0.80 mm 4.5 4.5 1 描图 1 1 描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号产品名称 2105A 柴油机零(部)件图号零(部)件名称 H-32A 连杆共( 43 )页第( 9 )页 11
车间工序号 130 工序名称半边镗大头孔每毛坯可制件数材料牌号毛坯种类毛坯外型尺寸每台件数设备名称粗镗大头孔专机夹具编号设备型号设备编号同时加工件数 1 夹具名称切削液工位器具编号工位器具名称准终工序工时单件 H-32-734-06 工步号工步内容工艺装备主轴转速切削速度连杆大头孔粗镗夹具进给量切削深度进给次数工步工时机动辅助 r/min 半边镗大头孔至尺寸 270
m/min 62.77 mm/r 0.25 mm 5 1 描描图校 1 底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 12。
机械加工工艺过程卡片

日期
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转数r/min
切削速度m/min
进给量mm./r
切削速度mm
进给次数
工步工时
机动
辅助
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外型尺寸
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
描图
机械加工工艺过程卡片及工序卡

手柄
共2页
第2页
车间
工序号
工序名称
材料牌号
机加工
20
粗铣端面A
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立铳
X52
1
夫具编号
夹具名称
切削液
专用铳夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
-r心口、 工步号
工步内容
工艺装 备
主轴转速
切削速度
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣端面B保证厚度尺寸28
端面铣刀,游标卡尺U型
60
59.35
0.18
1
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改 文件号
签字
日期
标记
更改 文件号
签字
日期
07机制3班
工序卡片
产品型号
零件图号
KCSJ-01
机械加工一
产品名称
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
1
粗铣端面A保证厚度尺寸27
端面铣刀,游标卡尺U型
60
59.35
0.18
1
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
单拐曲轴加工 工艺卡 机械制造工艺学

机电工程学院机械加工工艺过程卡片产品名称产品图号共1页零件名称单拐曲轴零件图号第1页材料牌号QT60-2 毛坯种类铸造毛坯外形尺寸每毛坯件数 1 每台件数1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铸造铸2 热处理人工时效3 粗车夹右端主轴颈,车主轴左端面、钻主轴左端面中心孔。
反装后夹左端主轴轴颈,车主轴右端面、钻轴右端面中心孔。
金CA6140三爪卡盘、端面车刀、中心钻4 粗车双顶尖夹持中心孔,车倒角、动力输出部分圆锥、φ105轴颈、倒圆、右侧主轴颈、导圆、凸台。
反装后,倒角、车左侧主轴颈、导圆、凸台。
金CA6140车床顶尖、偏头车刀5 粗车专用卡具卡左右主轴颈,百分表找正后车左侧连杆轴颈、导圆、凸台、左侧连接板内侧。
钻左侧连接板左侧通孔,机用丝锥攻丝。
反装后车右侧轴颈、导圆、凸台、右侧连接板内侧。
金CA6140四爪卡盘、偏头车刀、钻头、机用丝锥6 粗铣双V型块支撑两主轴轴颈、配以辅助支撑并以压板夹紧,盘铣刀铣连接板前面。
换键槽铣刀铣动力输出部分键槽。
同样夹紧方法盘铣刀铣连接板后面、上面、下面。
金X62WV形块、支撑板、压板、盘铣刀、键槽铣刀7 钻、扩孔双V型块支撑两主轴轴颈、配以辅助支撑,钻两侧连接板下面螺纹孔。
装卡方式不变,扩两侧连接板下面螺纹孔。
金Z50V形块、支撑板、钻头、扩孔刀8 辅助工序去毛刺、钝角倒边、检验金钳工台9 半精车双顶尖夹持中心孔,车动力输出部分圆锥、φ105轴颈、倒圆、右侧主轴颈、导圆。
反装后,车左侧主轴颈、导圆。
金CA6140车床顶尖、偏头车刀10 半精车专用卡具卡左右主轴颈,百分表找正后车左侧连杆轴颈、导圆、凸台。
反装后车右侧轴颈、导圆、凸台。
金CA6140专用卡具、百分表、偏头车刀11 攻丝在工作台上直接攻连接板底面M12螺纹。
换刀,攻M24螺纹。
金攻丝机机用丝锥12 辅助工序去毛刺、检验检钳工台13 精加工双顶尖夹持中心孔,车动力输出部分圆锥、φ105轴颈、倒圆、右侧主轴颈、导圆。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
共2页
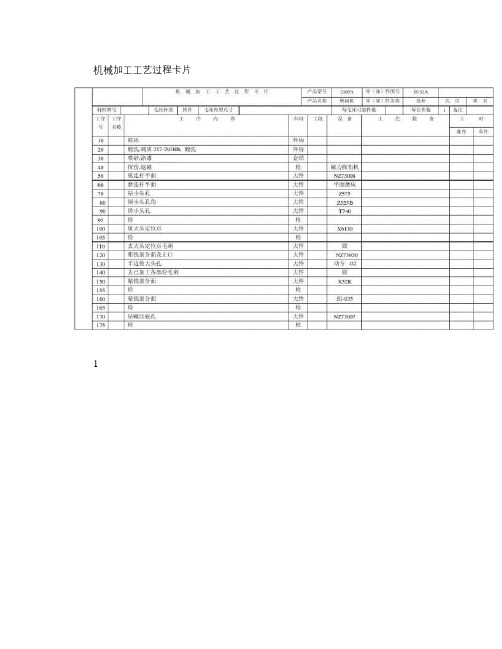
机械加工工艺卡片
产品型号
零件图号
产品名称
SSCK20A
零件名称
主轴
序号
工序
工 序 内 容
车间
设备
工 艺 装 备
工等
工时
单件
备注
夹具
刃具
量具
辅具
0
备料
10
精锻
立式精锻机
20
热处理
正火
30
锯头
40
铣端面
专用机床
50
粗车
车各外圆面
卧式车床
60
热处理
调质220~240HBS
70
车大端面
卧式车床
80
130
精铣
铣键槽
铣床
140
精车
加工三段螺纹
卧式车床
150
粗精磨
粗精磨各外圆
万能外圆磨床
粗车
仿形车小端各部
仿形车床
90
钻
钻打断各孔
摇臂钻床
第2页
共2页
机械加工工艺卡片
产品型号
零件图号
产品名称
SSCK20A
零件名称
主轴
序号
工序
工 序 内 容
车间
设备
工 艺 装 备
工等
工时Байду номын сангаас
单件
备注
夹具
刃具
量具
辅具
100
热处理
高频感应加热淬火
110
数车
精车各外圆并车槽
数控车床
′
120
粗磨
粗磨个外圆
万能外圆磨床