折弯系数计算
5mm铁板折弯系数
5mm铁板折弯系数【实用版】目录1.5mm 铁板折弯系数的概念2.5mm 铁板折弯系数的计算方法3.5mm 铁板折弯系数的影响因素4.5mm 铁板折弯系数的实际应用正文一、5mm 铁板折弯系数的概念5mm 铁板折弯系数是指在折弯过程中,铁板厚度为 5mm 时,所需要施加的压力与铁板宽度和长度的乘积之比。
它在工程设计、机械制造等领域具有重要意义,因为它直接影响到折弯效果和生产成本。
二、5mm 铁板折弯系数的计算方法5mm 铁板折弯系数的计算方法通常采用经验公式,即:折弯系数 = 压力 / (宽度×长度)其中,压力是指施加在铁板上的力,单位为牛顿(N);宽度和长度是指铁板的尺寸,单位为米(m)。
需要注意的是,折弯系数会受到材料性质、折弯角度等多种因素的影响,因此在实际应用中可能需要根据具体情况进行调整。
三、5mm 铁板折弯系数的影响因素1.材料性质:不同材料的弹性模量、泊松比等物理性质不同,因此折弯系数也会有所差异。
2.折弯角度:折弯角度越大,所需的折弯力越大,折弯系数也就越大。
3.折弯半径:折弯半径越小,所需的折弯力越大,折弯系数也就越大。
4.铁板宽度和长度:铁板宽度和长度的增大,会降低折弯系数。
四、5mm 铁板折弯系数的实际应用在实际工程中,5mm 铁板折弯系数常常用于预测和控制折弯过程中的压力分布,以保证折弯质量和效率。
例如,在汽车制造、船舶制造、桥梁建设等领域,合理利用 5mm 铁板折弯系数可以降低生产成本,提高产品性能。
综上所述,5mm 铁板折弯系数是一个重要的工程参数,对于折弯过程中的压力分布、生产成本等方面具有重要影响。
钣金折弯系数表和计算公式

钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L:钣金展开长度(Developed length)
R:折弯处的内侧半径(Inner radius)
T: 材料厚度
θ:折弯角度
Y系数:由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”).可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下Y系数=(π/2)×k系数。
折弯精准计算公式及系数!
折弯精准计算公式及系数!
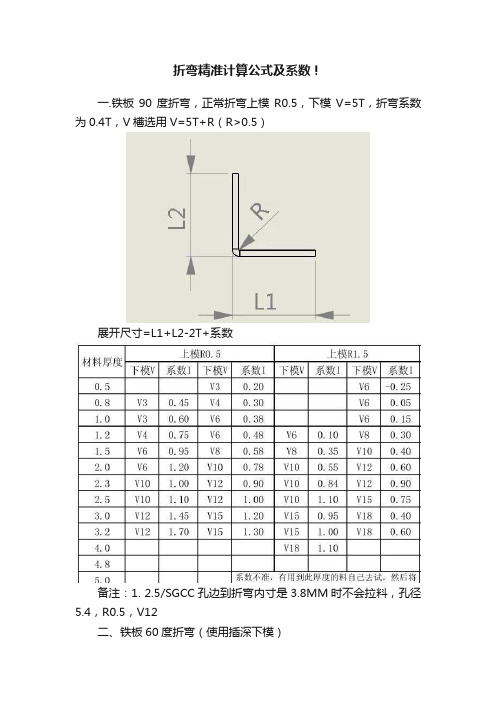
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
折弯系数完整版

折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
折弯系数表
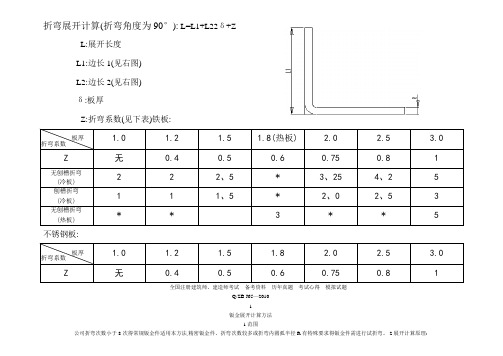
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
8毫米钢板折弯系数

8毫米钢板折弯系数摘要:1.钢板折弯系数概述2.8毫米钢板的折弯系数计算3.影响钢板折弯系数的因素4.钢板折弯注意事项5.总结正文:在我们日常生活中,钢板折弯是一种常见的加工工艺。
钢板的折弯系数是衡量钢板在折弯过程中材料性能的重要参数。
本文将重点讨论8毫米钢板的折弯系数,以及与之相关的计算方法、影响因素和注意事项。
一、钢板折弯系数概述钢板折弯系数是指钢板在折弯过程中,材料厚度与折弯半径之间的比值。
这个系数可以帮助我们了解钢板的弯曲性能,为设计和加工提供参考。
二、8毫米钢板的折弯系数计算8毫米钢板的折弯系数计算公式为:折弯系数= (厚度× 弯曲半径)/ 弯曲半径。
在实际操作中,可以根据这个公式来计算钢板的折弯系数。
需要注意的是,不同材料的钢板折弯系数可能有所不同。
三、影响钢板折弯系数的因素1.钢板厚度:钢板厚度越大,折弯系数越大。
2.弯曲半径:弯曲半径越大,折弯系数越小。
3.材料硬度:材料硬度越高,折弯系数越小。
4.温度:温度对钢板的折弯系数也有影响,一般来说,温度越高,折弯系数越大。
四、钢板折弯注意事项1.选择合适的折弯系数:根据实际需求,选择合适的折弯系数,以确保钢板在折弯过程中不会出现断裂等问题。
2.合理设计折弯半径:在设计过程中,要充分考虑折弯半径对折弯系数的影响,以达到最佳的折弯效果。
3.控制折弯速度:折弯速度过快会导致钢板温度升高,进而影响折弯系数。
因此,在折弯过程中要控制好速度。
4.防止钢板表面损伤:在折弯过程中,要注意保护钢板表面免受损伤,以免影响钢板的使用寿命。
五、总结8毫米钢板的折弯系数是一个重要的工艺参数,了解其计算方法和影响因素,对于提高钢板折弯质量和效率具有重要意义。
钣金折弯系数表和计算公式
钣金折弯系数表
钣金折弯系数
折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料及加工的状况及折弯的角度;PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度;计算公式如下:
L=π×R+K系数×T×θ/90
L: 钣金展开长度Developed length
R: 折弯处的内侧半径Inner radius
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线Neurtal bend line的位置决定的一个,其默认值为所谓的“折弯中线”;可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度;与Y系数的关系如下
Y系数=π/2×k系数。
折弯系数最简单的算法
在计算钣金弯曲或CAD钣金展开中的钣金展开长度时,总是希望提高效率。
计算越简单越好。
弯曲系数的计算公式是最简单和最好的。
实际上,如果不需要精确的钣金误差,则可以通过一种简单的方法来计算弯曲系数。
发现最简单的弯曲系数计算方法是90度弯曲系数的经验公式:材料厚度的1.7倍。
该公式如何使用?在90钣金弯曲工艺中使用,直角弯曲减去材料厚度的1.7倍。
例如,如果材料是1毫米的铁板,弯曲角度为90度,弯曲尺寸分别为100和50,则计算和展开方法为:100 + 50-1.7 = 148.3 mm。
计算为展开长度。
有人说这个1.7是1.6或1.65倍。
是的,可以稍作调整。
由于每个钣金工厂使用的折弯模子都不相同,因此会产生轻微的误差,无需调整即可使用,并且可以在较高的要求下进行微调。
弯曲系数最简单的计算公式钣金弯曲不仅是90度弯曲,也是非90度弯曲。
有最简单的计算方法吗?有一个公式可以精确地计算非90度弯曲系数,该公式是使用中性层的概念来计算弯曲部分的弧长,最后计算弯曲系数。
网络上有很多示例,并且上一篇文章还提供了计算方法。
在此,可以使用特殊角度以简单的方式计算弯曲系数。
当金属板的弯曲角度为135度时,可以将弯曲系数降低到材料厚度的0.5倍。
例如,如果材料是1毫米的铁板,弯曲角度为135度,弯曲尺寸分别为100和50,则计算和展开方法为:100 + 50-0.5 = 149.5 mm。
其他钣金厚度也可以通过此方法计算。
仅对于135度,其他角度不可用。
135度钣金弯曲系数的最简单算法钣金折弯中还有一个特殊的角度折弯,即钣金折边,也称为死角,可以通过简单的方法进行计算。
弯曲系数等于钣金厚度的0.4倍。
例如,如果材料是1毫米的铁板,弯曲是死角,弯曲尺寸分别是100和10,则计算和展开方法是:100 + 10-0.4 = 109.6 mm。
该计算是一个经验公式,所有这些公式都非常准确。
一些钣金工厂可能会因设备不同而有所差异。
5mm铁板折弯系数
5mm铁板折弯系数
在我们日常生活中,5mm铁板作为一种常见的金属材料,被广泛应用于各种工程和制造领域。
了解5mm铁板的折弯系数,对我们更好地利用这种材料具有重要意义。
本文将详细介绍5mm铁板的折弯系数,包括其定义、计算方法、应用实例以及影响因素等,帮助大家更好地掌握这一概念。
首先,我们来了解一下5mm铁板的基本特性。
5mm铁板指的是厚度为5毫米的铁板,具有较高的强度和耐磨性。
在金属加工过程中,折弯是一种常见的加工方法。
折弯系数就是用来描述材料在折弯过程中,厚度变化的一个参数。
接下来,我们来了解一下折弯系数的定义和计算方法。
折弯系数通常用符号K表示,计算公式为:K = (厚度变化)/初始厚度。
在实际应用中,5mm铁板的折弯系数会根据不同的折弯角度、折弯半径和材料硬度等因素发生变化。
那么,5mm铁板的折弯系数如何应用呢?下面举一个实例来说明。
假设我们要制作一个弯折角度为90度、折弯半径为R的5mm铁板零件,我们需要先知道该材料的折弯系数K。
然后根据实际需求,计算出折弯后的厚度变化,从而确保零件的设计尺寸和实际加工尺寸相符。
在实际应用中,影响5mm铁板折弯系数的因素有很多,如材料硬度、折弯角度、折弯半径等。
因此,在选择合适的折弯系数时,需要综合考虑这些因素。
一般来说,硬度越高、折弯半径越大,折弯系数就越小。
总之,5mm铁板的折弯系数是一个非常重要的参数,掌握它有助于我们更好地利用这种材料进行加工制造。
在实际应用中,我们需要根据零件的设计
要求、材料的特性和加工条件等因素,合理选择折弯系数,以确保零件的质量和性能。
折弯系数完整版
折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.折弯系数计算
以下方程用来决定使用折弯系数数值时的总平展长度。
L t= A + B + BA
其中:
•L t是总的平展长度
•A与B如图所示
•BA为折弯系数数
值
2.折弯扣除计算
以下方程用来决定使用折弯扣除数值时的总平展长度。
L t= A + B - BD
其中:
•L t是总的平展长度
• A 与B如图所示
•BD是折弯扣除值
3.K 因子
K-因子为代表中立板相对于钣金零件厚度的位置的比率。
当您选择K-因子作为折弯系数时,您可以指定K-因子折弯系数表。
SolidWorks 应用程序随附Microsoft Excel 格式的K-因子折弯系数表格。
此位于<安装目录>\lang\Chinese-Simplified\Sheetmetal Bend Tables\kfactor base bend table.xls。
您也可通过使用钣金规格表来应用基于材料的默认K-因子。
带K-因子的折弯系数使用以下计算公式:
BA= (R + KT) A/180
其中:
BA = 折弯系数
R = 内侧折弯半径
K = K-因子,即为t / T
T = 材料厚度
t = 内表面到中性面的距离
A = 折弯角度(经过折弯材料的
角度)。