焊接符号对照表
中韩焊接符号对照表

20
将焊缝余高切削(去掉)平整 60° 1
60° M
28
M
管子焊接,焊缝余高切削 去掉,平整
12 中韩相同
宇光图纸角焊缝符号,连 续角焊缝。
13 中韩相同
6
6
6
6
500
6 中 韩 焊 接 符 6 号 对 照 表
6
6
序号 符号
示意图
500
标 注 方 法 中 国 韩
(6 12)
国
(6 12)
备 注
中国标准:只标焊角高度 尺寸
500
500
500 500
500
6
6
中韩相同
13
9 6 9 6 6 9 6 9
备 注
c
n L(e)
50(4)-150 0°
A
50
50
16
22
15
50
50
22
A
d n (e)
d n (e)
(2)-75
(2)-75
17
75
A-A
A
A
c
c
18
A
A-A
19
A
A-A
中 韩 焊 接 符 号 对 照 表
序号 符号 示意图 标 注 方 法 中 国 韩 国 备 注
19
20
中 韩 焊 接 符 号 对 照 表
为简明,从序号2开始, 只标注基本符号在基准线 上侧(或下侧)的情况 (中国标准)
2
2
2
2
2
中 韩 焊 接 符 号 对 照 表
序号 符号 示意图 标 注 方 法 中 国 韩 国
2
2
备 注
3
焊接符号大全
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
焊接符号大全最全易理解
(O)19 焊接符号"
"是表示方形槽,根部间隙 2 公厘。
(O)20 焊接符号"
"是表示 V 形槽焊接。
(X)21 焊接符号" 公厘及 9 公厘。
(X)22 焊接符号"
(O)23 焊接符号"
"是表示单侧断续角焊,脚长分别为 6 "是表示 V 形槽焊接。 "是表示全周焊接之意。
(X)24 " (X)25
(O)60
(X)61
(O)62 (O)63 (X)64
在焊接符号中"
"是表示双边连续角焊。
CNS 焊接符号适用于电焊与气焊。 中国国家标准的简称是 CNS。 技能检定试板中 B1F4 是代表薄管有衬环对接。 技能检定试板中 C1VF3 是代表薄管有衬环对接。 技能检定时,有垫板之软钢薄板立焊之技能代号是 A1H2。 厚板,横焊试板在焊接时方形槽板的方向应置于上方。 在薄板检定弯曲试验之试片标准宽度应取 38 公厘。 一般手工电焊经技能检定合格,其资格时效是永久有效。 技能检定 B 类有垫板对接,其开槽角度为 60~75°。 技能检定代号 A2F3 是代表薄板无垫板平焊。 技能检定代号 A2F3 中"2"是代表有垫板焊接。 焊接符号的主要目的是用简单的符号来表示焊接之方法。 技能检定代号 A2F3 中"F"是代表立向焊接。 焊接符号之表示法,凡焊道在箭头之同侧,则画在副基在线。 技能检定代号 D2VH4 中"VH"是代表管轴水平固定焊。 凡焊接符号置于基在线则表示焊道焊在箭头同侧。 焊接符号中符号及尺寸置于副基在线时即表示箭头侧要焊接。 焊接符号中如焊接符号及尺寸置于基在线时即表示箭头侧要焊接。 焊接符号表示方式,电焊与气焊不同。 制图中线条所构成的视图,尺寸符号及注释等系图面的要素。 制图中的比例为 1:2 是为放大的画法。 制图的线条是构成工程图的基本要素,但其粗细可以不分。 绘图时,机件的轮廓形状是用粗的虚线绘之。 投影线是从一视图的一点连到另一视图或另一点的细线。 所谓正投影的绘图方法是能正确地表示出其形状及机件各部份的细则 及尺寸。 所谓视图为观察者与对象之间放置一透视面,而由对象上的各点引线垂 直于透视面所构成的图样。 一个复杂的工程图只要一个视图就能完全表示出对象的全部形状及尺 寸。 前视图是表示对象前部的形状,长度及高度。 正投影系利用投影原理来求视图,以表示对象的正确形状。 绘侧视图时,不必与前视图对齐。
焊接常用符号
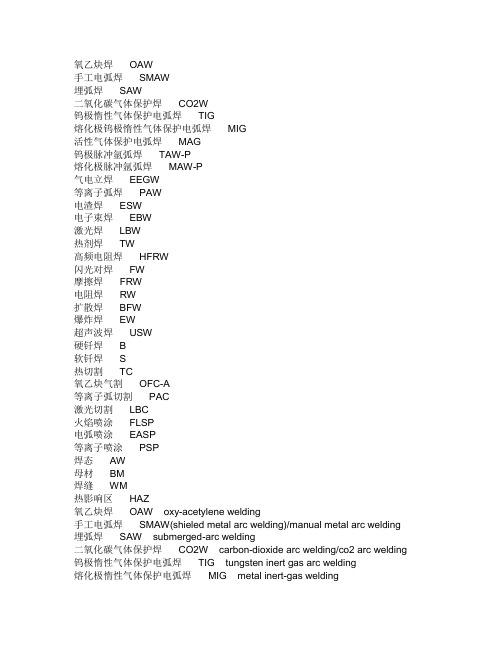
氧乙炔焊 OAW手工电弧焊 SMAW埋弧焊 SAW二氧化碳气体保护焊 CO2W钨极惰性气体保护电弧焊 TIG熔化极钨极惰性气体保护电弧焊 MIG活性气体保护电弧焊 MAG钨极脉冲氩弧焊 TAW-P熔化极脉冲氩弧焊 MAW-P气电立焊 EEGW等离子弧焊 PAW电渣焊 ESW电子束焊 EBW激光焊 LBW热剂焊 TW高频电阻焊 HFRW闪光对焊 FW摩擦焊 FRW电阻焊 RW扩散焊 BFW爆炸焊 EW超声波焊 USW硬钎焊 B软钎焊 S热切割 TC氧乙炔气割 OFC-A等离子弧切割 PAC激光切割 LBC火焰喷涂 FLSP电弧喷涂 EASP等离子喷涂 PSP焊态 AW母材 BM焊缝 WM热影响区 HAZ氧乙炔焊 OAW oxy-acetylene welding手工电弧焊 SMAW(shieled metal arc welding)/manual metal arc welding 埋弧焊 SAW submerged-arc welding二氧化碳气体保护焊 CO2W carbon-dioxide arc welding/co2 arc welding 钨极惰性气体保护电弧焊 TIG tungsten inert gas arc welding熔化极惰性气体保护电弧焊 MIG metal inert-gas welding活性气体保护电弧焊 MAG metal active gas arc welding钨极脉冲氩弧焊 TAW-P argon tungsten pulsed arc welding 熔化极脉冲氩弧焊 MAW-P argon metal pulsed arc welding 气电立焊 EEGW electrogas (arc) welding等离子弧焊 PAW plasma arc welding电渣焊 ESW electro-slag welding电子束焊 EBW electron beam welding激光焊 LBW laser welding热剂焊 TW thermit welding高频电阻焊 HFRW hign frequency resistance welding闪光对焊 FW flash butt welding摩擦焊 FRW friction welding电阻焊 RW resistance welding扩散焊 BFW diffusion welding爆炸焊 EW explosive welding超声波焊 USW ultrasonic welding硬钎焊 B brazing软钎焊 S soldering热切割 TC thermal cutting氧乙炔气割 OFC-A oxy-acetylene flame cutting等离子弧切割 PAC plasma arc cutting激光切割 LBC laser cutting LBC?火焰喷涂 FLSP flame spraying电弧喷涂 EASP clectric arc spraying等离子喷涂 PSP plasma spraying焊态 AW as-welded母材 BM base metal焊缝 WM weld WM?热影响区 HAZ heat-affected zone。
常用焊接符号大全

常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
焊接符号大全最全易理解
"是表示单侧断续角焊,脚长分别为 6 "是表示 V 形槽焊接。 "是表示全周焊接之意。
(X)24 " (X)25
"属于搭接接头。
(O)26 焊接符号"
(X)27 工程图"
(O)28 焊接符号" (X)29
"表示开 60 度之 V 形槽。 "中,"2"是表示焊件根面。
"是表示 V 形槽焊接,箭头反侧加焊道。
(X)137 (X)138 (O)139 (X)140 (O)141 (O)142 (X)143 (O)144 (O)145 (O)146 (O)147 (O)148 (X)149 (X)150 (X)151 (O)152 (X)153 (O)154 (O)155 (X)156 (X)157 (O)158 (X)159 (X)160 (O)161 (O)162 (O)163 (O)164 (X)165 (X)166 (O)167 (O)168 (X)169 (O)170 (O)171 (X)172 (O)173 (X)174
金属材料中目前以钢铁合金之用途最为广泛。 铸铁材料,因缺乏延展性,易使焊件发生龟裂。 含碳量较高的金属,机械加工时比较容易。 软钢的熔点温度约为 1530℃。 钢铁中如含磷量过高,焊接后焊道容易发生龟裂。 钢铁中含铬量高时其强度及耐磨性均会降低。 材料编号中 SM 是属于锅炉用轧钢料之代号。 凡金属比重在 4 以上者称为重金属。 高张力钢的抗拉强度在 490N/m ㎡(50kgf/m ㎡)。 用高碳钢制成的鎯头可经久耐用。 铝和镁是属于轻金属,其比重均在 4 以下。 制作錾子之材料以中工具钢为宜。 SS41(SS400)之碳钢材料其抗拉强度应在 400N/m ㎡(41kgf/m ㎡)以下。 CNS 钢材编号 SS400(SS41)中"400"("41")表示含碳量。 CNS 金属材料规格 SS400(SS41),其中第一个"S",表示钢料。 SS400(SS41)为中国国家标准(CNS)一般结构用轧钢料规格。 抗拉强度即表示金属在拉断之前,每单位面积能承受之最大拉力。 钢之硬度随着含碳量的增加成反比。 钢铁中含碳量增加时,抗拉强度,也跟着增加。 凡延伸率高之金属其硬度亦较高。 高碳钢于焊接后,其硬度与冷却速率成正比。 碳钢是依据含碳量之高低,可区分为低、中、高碳钢。 软钢之熔点温度较不锈钢低。 铝之比重较钢为大。 硫元素含量多时,将与铁化合成 FeS,增加钢铁材料之热脆性。 碳当量愈高的碳钢焊接后,焊接部位愈倾向于形成麻田散铁。 制造切削工具通常采用低碳钢。 通称软钢是指高碳钢。 铝及镁材料是属于重金属类。 含碳量在 0.6~0.8%之钢,多用于制造工具。 铸铁的抗拉强度与抗压强度相等。 一般而言,延性愈大的材料,焊后愈不易龟裂。 铜的延展性及导电性均比软钢为优。 一般金属会因温度的高低而影响其导电率,在温度较高时导电率较低。 金属材料之机械性质系指其强度、硬度、韧性及脆性等性质而言。 碳钢中含磷量多,则对机械性质有害。 焊件受力在降伏点以下,当外力去除后,恢复原状称之为弹性变形。 软钢的含碳量为 0.13~0.2%。
焊接符号详解

(4)、基准线的虚线也可以画在基准线实线的上方,如图732c所示。
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧, 如图7-33中的角焊缝符号。当箭头线指向焊缝的另一侧时,基 本符号应标注在基准线的虚线侧,如图7-32c中的V形焊缝的标 注以及7-33中下方的角焊缝。
图7-33 基本符号相对基准线的位置(双角焊缝)
焊接件及其表达
焊接是将零件的连接处加热熔化,或者加热加压熔化(用 或不用填充材料),使连接处熔合为一体的制造工艺,焊接属 于不可拆连接。
焊接图样是焊接加工时要求的一种图样。焊接图应将焊 接件的结构和焊接有关的技术参数表示清楚。国家标准中规 定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注 方法。
辅助符号见表7-2所示,它是表示焊缝表面形状的符号, 如凸起或凹下等;
补充符号见表7-3所示,它是用来表示焊缝的范围等特 征的符号。
表7-2 焊缝的辅助符号
(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为 箭头线)和两条基准线(其中一条为实线,另一条为虚线,基 准线一般与图纸标题栏的长边平行)必要时可以加上尾部 (90°夹角的两条细实线),如图7-31所示。
(6)、标注对称焊缝和双面焊缝时,基准线中的虚线可省略。 如图7-34、7-35所示。
图7-34 双面焊缝(单边V形焊缝)
图7-35 对称焊缝(角焊缝)标注
(7)、在不致引起误解的情况下,当箭头线指向焊缝,而另 一侧又无焊缝要求时,允许省略基准线的虚线。
(8)、焊缝的尺寸符号为:
高度方向
长度方向
图7-36 焊接尺寸符号及意义
在焊缝基本符号的上侧或下侧,标注坡口角度α; 坡口面角度β和根部间隙b。
在指引线的尾部表注相同焊缝的数量N和焊接方 法。
2023年度焊接符号大全
2023年度焊接符号大全由于焊接是现代制造业中的重要工艺之一,因此焊接符号也成为大众关注的焦点。
为了帮助大家更好的了解焊接符号,本文将介绍2023年度焊接符号大全。
一、焊条符号1. AWS(美国焊接学会)E7018:表示一种炭钢电焊条,适用于直流电焊和交流电焊。
2. AWS E6013:表示一种碱性电焊条,可用于炭钢的所有硬度等级的焊接。
3. AWS E308L:表示一种不锈钢电焊条,适用于焊接304L和308L不锈钢材料。
4. AWS E316L:表示一种镍铬钼不锈钢电焊条,适用于焊接316和316L不锈钢材料。
二、焊接缝符号1. V型翻边焊接缝(V-groove):这种缝口形状呈V字形,适用于厚度超过6毫米的材料。
2. X型焊缝(X-groove):这种缝口形状为双面斜角,适用于厚度为8毫米以上的材料。
3. W型焊缝(W-groove):这种缝口形状为双面倒角,适用于搭接板材厚度为15毫米以上的材料。
4. U型焊缝(U-groove):这种缝口形状呈U字形,适用于厚度大于12毫米的板材和管道的连接。
三、焊接位置符号1. 1G:表示水平位置下的焊接;2. 2G:表示向上仰视时的竖直位置下的焊接;3. 3G:表示向前仰视时的竖直位置下的焊接;4. 4G:表示在向下仰视时的竖直位置下的焊接。
四、焊缝表面处理符号1. V:表示在焊接之前,要用钢刷对工件的缝口进行清洁;2. F:表示在焊接之前,先要将缝口表面打磨干净;3. G:表示在缝口中性气体焊接时,需要使用惰性气体将焊接处覆盖起来。
五、焊接质量等级符号总共有三个等级:1. A级:表示最高等级,适用于关键的焊接结构;2. B级:表示适用于普通的焊接结构,但质量仍需保证;3. C级:表示适用于非常规的焊接结构,例如对于未知材料的焊接。
以上就是2023年度的焊接符号大全,希望这篇文章能够帮助你更好地了解焊接符号。
当然,由于焊接符号会根据不同地区和不同产业有所差异,因此这份符号大全仅供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
箭头所指部位为坡口全熔透焊缝,4.8mm 熔深,焊
CP
4.8
BACKGOUGE
后磨平;反面为 4.8mm 角焊缝,要求背面清根;未
4.8
TYP
标注的类似情况相同。
3.2
6
2-POINT TYP
箭头所指部位为 3.2mm 角焊缝,焊缝长度 6mm, 注意只焊 2 点,每点长度均为 6mm,未标注的类似 情况相同。
况相同。
箭头所指部位为 3.2mm 角焊缝,注意此焊缝必须要
AT LINER
在所有其他装配衬垫完成后才焊接。
Байду номын сангаас
3.2
ASSEMBLY
4.8 50-150 4.8
箭头所指部位为 4.8mm 角焊缝;反面为 4.8mm 断 续角焊缝,每 150mm 焊 50mm
第2页共4页
符号 4.8 4.8
500
(3.2)
4.8
TYP T&B
的类似情况相同。
第1页共4页
符号 6.4 (4.8)
符号意义
箭头所指部位周围均为 6.4mm 角焊缝,未标注的类 似情况相同。 TYP
箭头所指部位为对接焊,焊后磨平;反面为天然喇
TYP
叭形坡口焊,熔深 4.8mm,未标注的类似情况相同。
箭头所指部位四周均为 3.2mm 角焊缝。 3.2
第3页共4页
符号
符号意义
箭头所指部位为对接接头单面单边削斜坡口焊缝, 坡口角度 45°,坡口间隙 0-3mm,坡口钝边高度 0-3mm,(见下图)焊后焊缝余高需打磨平;背面为 单边角焊缝,焊后需有余高。
B-U4b G
°,-0°)
箭头所指部位为开坡口全熔透焊缝,加焊角焊缝焊
角尺寸 8mm;反面为开坡口全熔透角焊缝,需清根,
8
加焊角焊缝焊角尺寸 8mm。
8
通用要求: 1、 在图纸出现不明白焊缝标识时,不得随意猜测,随意施工,必须向工艺人员咨询。
编制: 日期:
第4页共4页
符号 3.2 50-150 3.2 50-150
4.8
(3.2)
TYP 100B.E
符号意义
箭头所指部位正、反面均为 3.2mm 角焊缝,且为间 断焊,每间隔 150mm 焊接 50mm。(100B.E 表示开 头和结尾的焊缝要满足 100mm) 如下如图:
150mm
150mm
50mm
50mm
50mm
4.8 50-150 4.8
箭头所指部位为 4.8mm 角焊缝,反面为 4.8mm 角 焊间断焊,每 150mm 焊 50mm。
箭头所指部位为对接焊,焊后磨平;反面为 6.4mm
6.4
角焊缝,未标注的类似情况相同。
TYP
箭头所指部位为坡口焊,且焊后需磨平;反面清根
C.P. BACKGOUGE
后对接焊,焊后磨平;此焊缝为全熔透焊,未标注
C.P.
6
TYP.
45°
箭头所指部位为背面衬垫,单面单边削斜坡口全熔 透焊,根部间隙 6mm,单边削斜坡口角度 45°, 焊后焊缝留有余高(坡口形式见下图)。未标注的 类似情况相同。
0 7(5) P.P. 45° G
箭头所指部位为单边 45°坡口焊,坡口间隙 0mm, 焊缝高度 7mm,熔透要求 5mm,焊后需磨平焊道; 背面为 I 型坡口对接焊道,焊前不需清根,焊后不 需磨平焊道。
箭头所指部位为 4.8mm 角焊缝,反面对接焊且焊后 需磨平焊道。
箭头所指部位为对接焊,熔深 3.2mm。
箭头所指部位的正、反面均为 4.8mm 角焊缝;未标
4.8
注的类似情况相同。
4.8
TYP
(3.2)
(4.8)
G
Before Welding To Plate 303P13
箭头所指部位正反面均为对接焊,正面熔深 4.8mm, 反面熔深 3.2mm,且正面焊后打磨平。注意此焊缝 要在焊到板 303P13 上之前完成。
TYP AT 4 CORNERS
箭头所指部位为对接焊缝,未标注的类似情况的四 个角都相同。
箭头所指部位为 3.2 角焊缝,未标注的各类似角部
TYP
位置情况相同。
3.2
AT CORNERS
箭头所指部位的正反面均为天然喇叭口焊缝,熔深
3
38
均为 3mm,焊缝长度均为 38mm,未标注的类似情
3
38
TYP
TYP
TYP
符号意义 箭头所指部位为 4.8mm 熔深坡口焊,焊后焊缝磨 平,要求粗糙度 500μm;反面为 4.8mm 角焊缝, 未标注的类似情况相同。
箭头所指部位为 3.2mm 熔深的对接焊缝,焊后磨 平,未标注的类似情况相同。
TYP
3.2
6
箭头所指部位为 3.2mm 角焊缝,焊缝长度为 6mm, 未标注的类似情况相同。