第6章顺序控制与S7 GRAPH 编程
S7 GRAPH的编程与应用(实例).ppt
下面结合交通信号灯控制系统,介绍如何用S7 GRAPH编 辑顺序功能图。
三、S7 GRAPH编程
1.创建S7项目
打开SIMATIC Manager,然后执行菜单命令【File】→ 【New】创建一个项目,并命名为“信号灯Graph”。
三、S7 GRAPH编程
(1)设置S7 GRAPH功能块的参数集
在S7 GRAPH编辑
器中执行菜单命令
【Option】→
【Block Setting】,
打开S7 GRAPH功能
块参数设置对话框,本
例将FB设置为标准参
数集。其他采用默认值,
设
置
完毕保存FB1。
三、S7 GRAPH编程
(2)调用S7 GRAPH功能块
三、S7 GRAPH编程
(3) 转换条件编辑工具栏
梯形图分支闭合 插入梯形图分支 插入比较指令 插入常闭指令触点 插入常开指令触点
三、S7 GRAPH编程
(4) 浏览窗口
图形选项卡
顺控器选项卡
变量选项卡
三、S7 GRAPH编程
(5) 步与步的动作命令
转换条件梯形图
步序 步名
转换编号 转换名
动作命令框 命令区 操作数地址区
红
三、S7 GRAPH编程
(3) 动作的编辑 ①用鼠标点击S2的动作框线, 然后点击动作行工具,插入3个 动作行;在第3个动作行中输入 命令“D”回车,第2行的右栏 自动变为2行,在第1行内输入 位地址,如M0.0,然后回车; 在第2行内输入输入时间常数, 如T#20S(表示延时 20s),然后回车。 ②按照同样的方法,完成 S3~S5的命令输入。
顺序控制与S7编程

Q4.0 Q4.1 Q4.2 启动 I0.0
交通信号灯控制盘
返回本节
上图所示为双干道交通信号灯设置示意图,元件分配表 如下。
返回上级
开 始
1.控制说明
东西向红灯亮、南北向绿灯亮 20s
信号灯的动作受 开关总体控制 , 按一 下起动按钮 , 信号灯 系统开始工作 , 工作 流程如图所示。
时间到否? Y 东西向红灯亮、南北向黄灯亮 5s
S M0.0
Mo d e = Q4.1
R Q4.1 R Q4.2 R Q4.3 R M0.0
R M0.0
①待洗状态用S1表示。 ②洗车作业流程包括:泡沫清 洗、清水冲洗、风干3个工序,因 此在“自动”和“手动”方式下可 分别用3个状态来表示:自动方式 使 用 S2~S4;手动方式使用S5~S7。 ③洗车作业完成状态使用S8。
第6章
顺序控制与S7 GRAPH编程
本章介绍顺序控制的概念、顺控系统的结构及顺序功能 图的分类,结合具体实例详细分析顺序功能图的设计方法和 设计步骤,最后介绍了如何在S7 GRAPH环境下完成顺控器的 设计及调试。 §6.1 梯形图的经验设计法与继电器电路转换法 §6.2 顺序功能图 §6.3 顺控器设计举例 §6.4 S7 GRAPH的应用
返回上级
【6-3-3】
指示灯控制系统。
某指示灯控制系统有3个指示灯,按下述要求控制: ①按动起动按钮Start,按一定的时间间隔依L0→L1→L2的顺 序点亮。 ②随时按动停止按钮Stop,按一定的时间间隔依L2→L1→L0 灭灯,但未被点亮的灯不必执行灭灯动作。例如,若只有L0和L1 被点亮,按动Stop后则只执行L1→L0灭灯动作。 元件分配表如下。
返回上级
§6.3.2 选择性分支流程设计
第6章 顺序控制梯形图的编程方法

原设计
改进后
6.3 以转换为中心的编程方式
用SET、RST指令将后续步置1,前级步清0,实现活动步的转换
注意 M1自己断自己,因此该电路 块只接通一个扫描周期,不能 用其直接驱动负载。 转换电路块
要驱动M2为活动步,转换电路块如图 用SET置位M2=1,用RST复位M1=0
1)用活动步的M直接驱动输出 2)不用起保停电路,转换电路块只通一个扫描周期 3)先不管输出,只写转换,最后写输出,防止双线圈输出 4)保证同一时刻只有一个M得电,一个活动步
分支: M4后是选择序列分支 M4、X1、M7都为ON启动M1 M4、X1为ON,M7为OFF启动M0 用M0、M1都可断M4,串 合并: M1前是选择序列合并 M4、X1、M7满足驱动M1, M 0、X1、X3满足驱动M1(支路并)
选择分支 两行
都可断M4
3、并行序列的编程
人行横道交通灯控制
工作过程: 1)初始状态,车道绿灯,人行道红灯,禁止行人通过(30S) 2)30S后,车道黄灯,人行道依然红灯,同时进行,并行序列开始 3)5S后,车道红灯,人行道绿灯(15S) 4)15S后,人行道绿灯闪烁5次,共5S,返回到初始状态,重复以上过程 共分为4个阶段,每个阶段都由定时器来控制
第6章 顺序控制梯形图的编程方法
6.1 使用STL指令的编程方法 6.2 使用起保停电路的编程方法 6.3 以转换为中心的编程方法 6.4 仿STL的编程方法
顺序控制梯形图的编程方式:
梯形图的编程方式是指根据顺序功能图设计出梯形图的方法
顺序功能图 设计方法:
某种编程方法
设计出梯形图
1)使用STL指令的编程方式
手动,X10
以后就由手动按钮X10起动系 统工作
顺序功能图语言S7 Graph的应用

5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
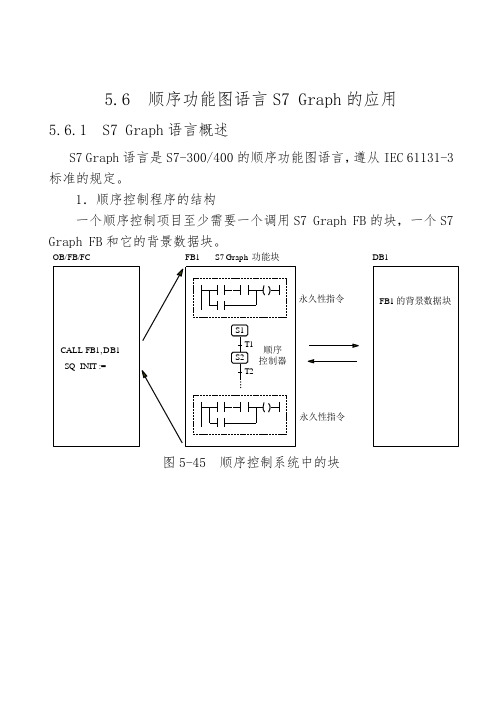
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
S7-GRAPH编程示例
5. 在OB 100 里建立初始化程序如下
6. 建立公用程序FC1
7. 建立手动程序FC2Biblioteka 8. 建立回原点程序FC3
9. OB1调用 FC1 FC2 FC4
OB1调用 FB0
FB接口参数意义:
FB接口参数意义: INT_SQ:=1,激活初始步,复位顺序控制器 OFF_SQ:=1,复位顺序控制器,所有步变成不活动步 ACK_EF:=1,确认错误和故障,强制到下一步。 SW_AUTO:=1,切换到单周期模式
ON:变为活动步(S_ALL 所有步) OFF:变为步活动步(S_ALL 所有步) 命令后加C:当前步活动时,并互锁条件满足时执行 二,动作事件
三,动作中的计数器 CS:初始值装入计数器 CU:计数值+1 CU:计数值-1 CU:计数值复位为0
四,动作中的定时器
TD:延时定时器 TL:脉冲定时器 TR:定时器复位
S7-GRAPH编程示例
机械手工作过程
1. 在STEP7中插入GRAPH source 2. 在SGRAPH source输入以下程序
设置步属性,设置初始化步
插入步动作:在步上单击鼠标右键,选择要插入的指令
一,命令 S:当前步活动时,输出置1,并保持 R:当前步活动时,输出置0,并保持 N:当前步活动时,输出置1,当前步不活动时,输出置0 D:当前步活动时,产生延时。 L:当前步活动时,产生定时脉冲。 CALL:当前步活动时,调用块
SW_TAP:=1,切换到单步模式
T_PUSH:=上升沿,转换实现
10. 程序下载
11. 顺控程序调试 打开顺控程序,
五,动作中的算术运算 A:=B A:=函数(B)
六,顺控制中条件
转换条件: 互锁条件:条件满足,受互锁控制的动作执行 监控条件:条件满足,受表示有干扰发生,顺控制不会转换 到下一步。
S7-GRAPH编程
䈧⌘л䶒᧿䘠ѝⲴ㤡᮷ޣ䭞ᆇˈ䘉Ӌޣ䭞ᆇሩҾᆖҐᇎ⭘ S7-GRAPH 䶎ᑨ䟽㾱 1. ⇿њ亪᧗ಘ䜭ԕྲлᛵߥᔰ˖ x ањࡍ↕ᡆ㘵 x ཊњսҾ亪᧗ಘԫս㖞Ⲵࡍ↕ ਚ㾱Ḁњ↕ⲴḀњࣘ˄action˅㻛ᢗ㹼ˈࡉ䇔Ѫ↔↕㻛◰⍫˄active˅ྲ᷌ཊњ↕㻛਼ ᰦᢗ㹼ˈࡉ䇔Ѫᱟཊњ↕㻛◰⍫˄active˅ 2. ањ◰⍫Ⲵ↕൘ྲлᛵߥ䘰ࠪ˖ x ԫ◰⍫Ⲵᒢᢠ˄active disturbaces˅ˈֻྲӂ䬱ᶑԦᡆⴁ᧗ᶑԦⲴ⎸䲔ᡆ⺞䇔 x ᒦф㠣ਾ㔝↕Ⲵ䖜ᦒᶑԦ˄transition˅┑䏣 3. ┑䏣䖜ᦒᶑԦⲴਾ㔝↕㻛◰⍫ 4. ൘亪᧗ಘⲴ㔃ᶏս㖞ྲ᷌ᴹ˖ x ањ䐣䖜ᤷԔ˄jump˅ˈᤷੁᵜ亪᧗ಘⲴԫ↕ˈᡆ㘵 FB Ⲵަᆳ亪᧗ಘDŽ↔ᤷԔਟ ԕᇎ⧠亪᧗ಘⲴᗚ⧟ x ࠶᭟→ڌᤷԔDŽ亪᧗ಘⲴ↕ሶ→ڌ
3.2.4. ᾲ㿸デਓ
ᾲ㿸デਓⲴGraphic㿶മ˖
亪᧗ಘѻࡽⲴ Permanent instructions
亪᧗ಘ
亪᧗ಘѻਾⲴ Permanent instructions
മ 3-6: ᾲ㿸デਓⲴ Graphic 㿶മ Permanent instructions˖㤡᮷Ѫ≨ѵⲴˈപᇊⲴᤷԔDŽਟԕ䙊䗷ਣ䭞⛩ࠫമѝⲴ४ ฏˈ൘ᨀ皮 Insert New Element->Permanent Instruction лˈ䘹ᤙ Condition ᡆ㘵 CallDŽн䇪 亪᧗ಘⲴ⣦ᘱྲօˈ䘉ӋᤷԔਟԕ൘⇿⅑ᢛ᧿ᰦ㻛ᢗ㹼DŽਟԕ൘ S7-GRAPH Ⲵ FB ѝ㕆߉ԫཊⲴ ᤷԔ˄䍴Ⓚ䏣ཏⲴᛵߥл˅DŽ ⌘˖Permanent instructions ਚ᭟ᤱє⿽Ṭᔿˈণ˖
俆ˈݸ൘ STEP7 ᖃѝ⭏ᡀањᯠ亩ⴞˈ⭘ਣ䭞⛩ࠫ Sourc ᮷ԦཀྵˈᨂޕањᯠⲴ GRAPH Source,ྲ лമ˖
顺序控制与SGRAPH编程

Date: 1/23/2020
9 Page: * 返回上 级
2.顺序功能图
分析信号灯的变化 规律,可将工作过程 分成4个依设定时间而 顺序循环执行的状态: S2、S3、S4和S5, 另设一个初始状态S1。 由于控制比较简单, 可用单流程实现,如 图6-7所示。
Date: 1/23/2020
10 Page: * 返回上 级
2.顺序功能图
分析信号灯的变 化规律,可将工作过 4 和S5,另设一个初 始状态S1。由于控 制比较简单,可用单 流程实现,如图6-7
所示。
Date: 1/23/2020
11 Page: * 返回上 级
编写程序时,可将顺序功能 图放置在一个功能块(FB) 中,而将停止作用的部分程序 放置在另一个功能(FC)或 功能块(FB)中。这样在系 统启动运行期间,只要停止按 钮(Stop)被按动,立即将 所有状态S2~S5复位,并返
回到待命状态S1。
在待命状态下,只要按动起 动按钮(Start),系统即开 始按顺序功能图所描述的过程
循环执行。
§6.2.2 选择性分支流程设计
【例6-2-2】 洗车控制系统设计。
Date: 1/23/2020
12 Page: * 返回本 节
上图所示为洗车控制系统布置图,元件分配表如下。
Date: 1/23/2020
Date: 1/23/2020
2 Page: * 返回首 页
§6.1 顺序功能图
顺序功能图(简称SFC)是IEC标准编程语言,用于编制 复杂的顺控程序,很容易被初学者接受,对于有经验的电气 程师,也会大大提高工作效率。
§6.1.1 顺序控制 §6.1.2 顺序功能图
Date: 1/23/2020
西门子顺序功能图语言S7Graph的应用
5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在S1(L0被点亮)被 激活的情况下,若按动停 止按钮Stop,则跳过S2~ S5,直接激活S6(熄灭
L0),然后自动复位S6; 在S2(L0、L1被点亮) 被激活的情况下,若按动 停止按钮Stop,则跳过S3、 S 4 , 直 接 激 活 S 5 (熄灭L1);
在S3(L0、L1、L2被 点亮)被激活的情况下, 若按动停止按钮Stop,则
激活S4(熄灭L2)。
返回上 级
§6.2.3
【例6-2-4】
并进分支流程设计
饮料灌装线的设计。
Date:
7/14/2013
18 Page: *
返回本 节
上图为某流质饮料灌装生产线的示意图,在传送带上设 有灌装工位和封盖工位,能自动完成饮料的灌装及封盖操 作,元件分配表如下。
Date:
7/14/2013
19 Page: *
返回上 级
1.控制说明
传送带由电机M1驱动,传送带上设有灌装工位工件传感器 SE1、封盖工位工件传感器SE2和传送带定位传感器SE5。 ①按动起动按钮Start,传送带M1开始转动,若定位传感器 SE5动作,表示饮料瓶已到达一个工位,传送带应立即停止。 ②在灌装工位上部有一个饮料罐,当该工位有饮料瓶时,则 由电磁阀LT1对饮料瓶进行3s定时灌装(传送带已定位)。 ③在封盖工位上有2个单作用气缸(A缸和B缸),当工位上有 饮料瓶时,首先A缸向下推出瓶盖,当SE3动作时,表示瓶盖已推 到位,然后B缸开始执行压接,1s后B缸打开,再经1s A缸退回, 当SE4动作时表示A缸已退回到位,封盖动作完成。 ④瓶子的补充及包装,假设使用人工操作,暂时不考虑。
Date: 7/14/2013 30 Page: *
返回上 级
2. 顺序功能图设计
由于机械手臂和 传送带可以看作2个独 立的系统,因此应采 用并进分支流程设 计。 ①当按动起动按钮Start以后,首先激活S2进行原点复位;复位 结束(LS2和LS4动作),若D点有工件(LS0动作),则激活S3使手 臂下降;下降到位后(LS3动作)激活S4,抓取工件并延时2s;延时 2s后激活S5,手臂上升;上升到位后(LS4动作),若传送带E点无 工件(LS5未动作),则激活S6,手臂向左伸出;伸出到位后(LS1 动作),激活S7,手臂带动工件下降;下降到位后(LS3动作)激活 S8,抓手松开并放下工件;工件放下后(延时2s为准)激活S9,手 臂上升,到位后(LS4动作)返回原点待命。 ②当按下停止按钮Stop时,激活S14手臂返回原点,但为了防止 机械损坏,工件不能松开。 ③当传送带上的E点有工件且机械手臂处于上方时,可激活S10、 S 1 1,起 动传送带 电机;延 时 3s 后激活 S 12 ,使 传送带电 机停 止
被点亮,按动Stop后则只执行L1→L0灭灯动作。 元件分配表如下。
Date:
7/14/2013
16 Page: *
Hale Waihona Puke 返回上 级由于要求 灯的状态能够 保持,因此应 使用置位指令 点亮指示灯, 用复位指令使 指示灯熄灭。 程序采用带有 跳转的选择性 分支设计,如
图所示。
Date: 7/14/2013 17 Page: *
7/14/2013
21 Page: *
返回上 级
【例6-2-5】
气压式冲孔加工控制系统设计。
Date:
7/14/2013
22 Page: *
返回上 级
上图为气压式冲孔加工控制系统示意图,右边为输送工 件的传送带,左边为加工转盘, 元件分配表如下。
Date:
7/14/2013
23 Page: *
返回上 级
Date:
7/14/2013
2 Page: *
返回首 页
§6.1 顺序功能图
顺序功能图(简称SFC)是IEC标准编程语言,用于编制 复杂的顺控程序,很容易被初学者接受,对于有经验的电气 程师,也会大大提高工作效率。 §6.1.1 顺序控制 §6.1.2 顺序功能图
Date:
7/14/2013
3 Page: *
Date:
7/14/2013
24 Page: *
返回上 级
③在第3工位上设有测孔机和由单作用气缸A控制的废料 箱隔离挡板。测孔机上设有下限位开关SB3和上限位开关SB4, 当该工位有工件时,首先进行测孔,若测孔机在设定时间内 能测孔到底(SB3动作),则为合格品,否则即为不合格品。 不合格品在测孔完毕后,由A缸抽离隔离板,让不合格的工 件自动掉入废料箱;若为合格品,则送到第4工 位。 ④在第4工位设有由单作用气缸B控制的包装箱隔离挡板, 当合格的工件到达该工位时,有气缸B抽离隔离挡板, 将合格的工件落入包装箱。
返回上 级
§6.2.2 选择性分支流程设计
【例6-2-2】 洗车控制系统设计。
Date:
7/14/2013
12 Page: *
返回本 节
上图所示为洗车控制系统布置图,元件分配表如下。
Date:
7/14/2013
13 Page: *
返回上 级
1.控制说明 洗车过程包含3道工艺:泡沫清洗、清水冲洗和风干。 系统设置“自动”和“手动”两种控制方式。控制要求如下: ①若方式选择开关Mode置于“手动”方式,按起动按钮 Start,则按下面的顺序动作: 首先执行泡沫清洗→按冲洗按钮SB1,则执行清水冲洗 →按风干按钮SB2,则执行风干→按完成按钮SB3,则结束洗 车作业。 ②若选择方式开关置于“自动”方式,按起动按钮后, 则自动执行洗车流程:泡沫清洗10s→清水冲洗20s→风干 5s→结束→回到待洗状态。
返回本 章
§6.1.1 顺序控制
Date:
7/14/2013
4 Page: *
返回本 节
§6.1.2 顺序功能图
Date:
7/14/2013
5 Page: *
返回本 节
§6.2 顺控器设计举例
§6.2.1 单流程设计 §6.2.2 选择性分支流程设计 §6.2.3 并进分支流程设计
Date:
7/14/2013
Date:
7/14/2013
1 Page: *
第6章
顺序控制与S7 GRAPH编程
本章介绍顺序控制的概念、顺控系统的结构及顺序功能 图的分类,结合具体实例详细分析顺序功能图的设计方法和 设计步骤,最后介绍了如何在S7 GRAPH环境下完成顺控器的 设计及调试。 §6.1 顺序功能图 §6.2 顺控器设计举例 §6.3 S7 GRAPH的应用 §6.4 思考与练习
流程如图所示。
Date:
7/14/2013
9 Page: *
返回上 级
2.顺序功能图
分析信号灯的变化 规 律 ,可将工作过程 分成4个依设定时间而 顺序循环执行的状态: S2、S3、S4和S5, 另设一个初始状态S1。 由于控制比较简单 , 可用单流程实现 ,如 图 6 - 7 所 示 。
Date:
Date: 7/14/2013 14 Page: * 返回上 ③任何时候按下停止按钮Stop,则立即停止洗车作业。
级
2. 顺序功能图设计 此 由于“手动”和“自动”工作方式只能选择其一,因 使
用选择性分支来实现,如图所示。
①待洗状态用S1表示。 ②洗车作业流程包括:泡沫清 洗、清水冲洗、风干3个工序,因 此在“自动”和“手动”方式下可 分别用3个状态来表示:自动方式 使 用 S2~S4;手动方式使用S5~S7。 ③洗车作业完成状态使用S8。
1.控制说明 ①在第1工位上设有转盘定位传感器SE1和工件检测传感 器SE2。当转盘转到工位位置时SE1动作,利用该信号可控制 转盘停止;有工件时SE2动作,利用该信号可控制第2和第3 工位上的气压式冲孔机和测孔机是否动作,也可以控制第3 和第4工位的隔离挡板是否抽离。 ②在第2工位上设有气压式冲孔机,并安装有下限位开 关SB1和上限位开关SB2。当该工位有工件时执行冲孔操作, 冲孔完成时SB1动作;冲孔机返回到位后SB2动作。
Date:
7/14/2013
26 Page: *
返回上 级
【例6-2-6】 机械手臂的控制。
Date:
7/14/2013
27 Page: *
返回上 级
上图为机械手臂控制系统示意图,元件分配表如下。
Date:
7/14/2013
28 Page: *
返回上 级
1.控制说明 试设计一个使用机械手臂来搬运工件的顺序控制程序, 机械手臂控制示意图左边为传送带,由电机MC驱动,在传送 带的右端(E点)设有工件传感器LS5。右边为3个单作用气 缸控制的机械手臂,A缸可使机械手臂左右移动,并设置有 左限位开关LS1和右限位开关LS2,通电时气缸向左伸出,断 电时自动缩回;B缸可使机械手臂上下移动,并设置有下限 位开关LS3和上限位开关LS4,通电时气缸向下伸出,断电时 自动缩回;C缸为气动抓手,通电时抓手动作将工件抓紧, 断电时抓手松开。
①机械手臂的原点位置:A缸缩回到最右端、B缸缩回到
最上端、C缸松开状态。
Date: 7/14/2013 29 Page: *
返回上 级
②当人工将工件放置在D点时LS0动作→B缸即得电伸出 并带动机械手臂下降直到LS3动作→C缸得电将工件抓取,然 后延时2s→B缸断电复位并带动机械手臂上升直到LS4动作 →A缸得电伸出并带动机械手臂,将工件搬运到E点上方直到 LS1动作→B缸得电伸出并带动机械手臂下降直到LS3动作→C 缸断电放开工件,延时2s→B缸断电缩回并带动机械手臂上 升直到LS4动作→A缸断电缩回并带动机械手臂返回到原点待 命。 ③当E点有工件(LS0动作)且B缸已上升到最上方(LS4 动作)时,传送带电机MC转动以运走工件,经3s后传送带电 机自动停止。机械手臂应等待传送带电机停止后才能将工件 放置在E点。