注塑报价计算方法
注塑件价格核算
方法很简单, 1, 材料费: 按注塑件重量乘以对应的塑料原料的单价,除非有特殊要求,一般不考虑水口的重量, 所谓的特殊要求是指不能添加任何水口料,比如高透明塑胶件及特殊工作条件要求的工程塑胶件. 2,注塑机加工费: 根据地区的不同,一般按照注塑机的锁模力大小(常说的吨位) 或注塑量的大小来确定每单台注塑机的加工费,其中按锁模力来确定加工费的较常见,这是因为锁模力大小确定了注塑机的购买价格及使用注塑机所产生的成本(如耗电量),在深圳地区从80吨"200吨,每个工作班(12小时)的加工费大约是 200元"700元,有些小的工厂可能会偏低一点,有的大的工厂可能会高一点. 3,计算实例: 计算注塑件的价格时,首先自己一定要知道每一啤的加工时间,比如说你的每件产品是一模出两件, 每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克, 使用120吨的注塑机, 而120吨的注塑机每工作班(12小时) 的加工费是350元, ABS原料的价格是: 10000元/吨, 则计算如下: 材料费: 40X0.01=0.4元加工费: 每小时的啤数=60X60/40=90 每小时的加工费=350/12=29.2元则每啤的加工费=29.2/90=0.325元因是一出二件,所以每件的加工费=0.325/2=0.163元, 所以总的价格为: 0.4+0.163=0.563元模具价格的核定,一般按材料的2.5-3倍计算钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价= 展开落料公斤数x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t = 2.0 1804-m 7级IT7冷作加工费用:8.0~8.4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7.2~7.5RMB/KG。
塑胶类产品报价计算方法
塑胶类产品报价计算方法塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费 = 最终价格1、原材料价格 = {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费 = 成型机台费用 / 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费 = 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费 = 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
塑料产品的报价计算方式
塑料产品的报价计算方式
塑料产品的报价计算方式
单价(V AT/17%)=材料费+加工费+包装费+管理费+税
一、材料费:
1、塑胶原料:
A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(V AT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(V AT/17%)。
<br />ﻫ3、铜花母:价格按0、10元/个计算。
二、注塑及其加工费:
1、成型费标准:<br />ﻫ注塑机型/吨位(T) 成型费(元/分钟)
海天/80T ¥0.48
海天/110T¥0.57
海天/150T¥0.62
海天/200T ¥0、75
海天/250T ¥0、89
2、喷油费:
A、大件产品(如外壳):价格按0、05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0、05元/排(含人工费)计算。
3、丝印费
A、普通丝印(1~3行字或符号):价格按0、03元/次/颜色(含材料与人工费)计算
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料与人工费)计算。
C、镜片丝印:加5%成品损耗。
4、超音波:
价格按0、12元/次计算,不计损耗。
注塑产品成本核算表格
注塑产品成本核算表格注塑产品成本核算表格本文介绍了塑胶产品成本计算公式和相关费用标准。
一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)×原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)×原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)×色漆价格(VAT/17%)。
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:注塑机型/吨位(T)成型费(元/分钟)海天/80T 0.48海天/110T 0.57海天/150T 0.62海天/200T 0.75海天/250T 0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封盖等):价格按0.05元/排(含人工费)计算。
3、丝印费:A、普通丝印(1-3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算。
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1.材料费=【(1+材料损耗)×产品重量×批量+调机损耗材料重量+正常报废率×产品重量×批量】×材料单价/批量。
其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g-g。
2.加工费=(调机时间/批量+成型时间/模具穴数)×注塑机工缴费。
据了解,目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)。
另一种注塑价格核算方法是按材料区分,规定材料价格×产品重量。
如:产品材料产品重量范围加工单价(元/g) ABS ≤2g 0.08PC 2g-5g 0.06PC 5g-10g 0.04PC。
10g 0.03其他材料 0.05注塑件成本核算计算塑胶件成本需要考虑以下几个因素:1.原料成本:可以直接询问原料供应商,计算方法为产品重量乘以3%的损耗再乘以原料价。
注塑报价方法
C元/只
原、辅材料费
18
原材料
原料克重单价×产品毛重D元来自只19辅助材料
三班消耗总值÷A
E元/只
包装费
20
单个产品包装费
实测计算
F元/只
运输费
21
运输费
实测计算
G元/只
二次加工费:组装、印刷等等
22
二次加工费
实测计算
H元/只
成本合计:
23
自营制品
B+C+D+E+F+G+H==K元/只
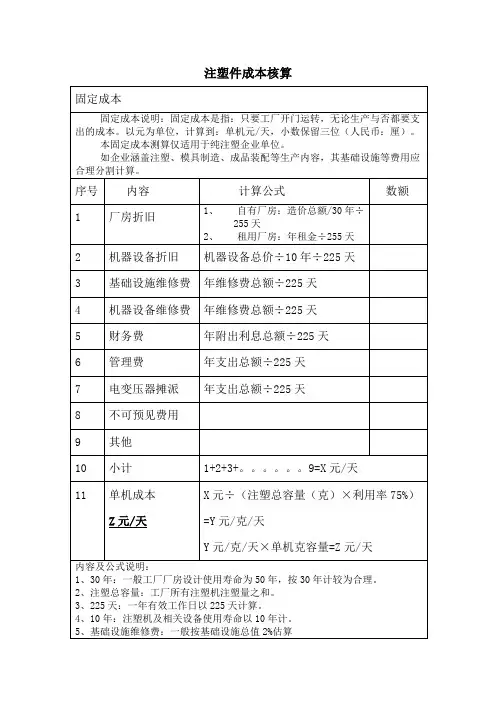
4、10年:注塑机及相关设备使用寿命以10年计。
5、基础设施维修费:一般按基础设施总值2%估算
6、机器设备维修费:一般按机器设备总值3%估算,再加上注塑模具费用。
7、管理费:行政人员工资、招待费、差旅费、交通费、证书费等等总和。
8、电变压器摊派:独立变压器的固定支出费用。
变动成本
变动成本说明:变动成本是指:直接发生在产品本身的成本。以元为单位,计算到:元/只(交付的合格品),小数保留三位(人民币:厘)。
注塑件成本核算
固定成本
固定成本说明:固定成本是指:只要工厂开门运转,无论生产与否都要支出的成本。以元为单位,计算到:单机元/天,小数保留三位(人民币:厘)。
本固定成本测算仅适用于纯注塑企业单位。
如企业涵盖注塑、模具制造、成品装配等生产内容,其基础设施等费用应合理分割计算。
序号
内容
计算公式
数额
1
厂房折旧
24
来模来料加工
B+E+F+G+H==L元/只
利润及税款等:
该项内容各企业视具体情况而定。
注塑模具报价方法
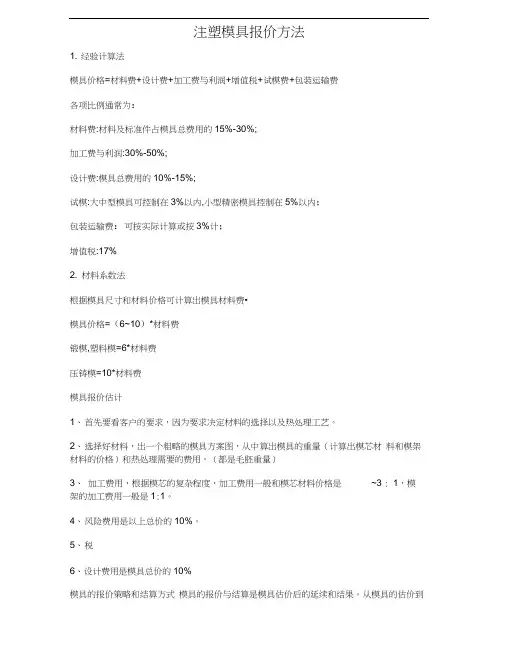
注塑模具报价方法1. 经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2. 材料系数法根据模具尺寸和材料价格可计算出模具材料费•模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是~3 : 1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
注塑报价计算公式
注塑报价计算公式
总报价=材料成本+注塑机台时成本+注塑工艺费用+模具费用
1.材料成本:
材料成本=制品重量×材料单价
制品重量可以通过CAD软件计算得到,材料单价可以通过市场价格获取。
2.注塑机台时成本:
注塑机台时成本是指注塑机运行一小时所需的成本,包括电费、润滑
油费用、人工费用等。
注塑机台时成本=注塑机的小时使用价值+运行一小时所需耗材成本+
人工费用
注塑机的小时使用价值是注塑机的投资成本/年使用小时数。
3.注塑工艺费用:
注塑工艺费用包括成型周期时间、调机时间和开机时间等的人工费用、能耗费用等。
注塑工艺费用=(成型周期时间+调机时间+开机时间)×注塑机台时成
本
4.模具费用:
模具费用是制造模具所需的成本,包括材料费、加工费等。
模具费用=模具材料费用+模具加工费用
根据以上公式,可以计算出注塑报价。
需要注意的是,公式中的一些参数值需要根据实际情况进行估算或获取,如注塑机的投资成本、年使用小时数、注塑机的小时使用价值、材料单价、成型周期时间、调机时间、开机时间等。
这些参数值的准确性对注塑报价的准确性有很大影响,因此需要根据实际情况进行仔细估算和综合考虑。
注塑件成本核算方法(1)(1)
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)80 35-45 200 110-160100 45- 60 250 150-200120 65-85 300 180-220150 80-110 350 200-250180 95-140 400 250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
注塑报价计算方法
注塑报价?
By 波西米亚发表于2007-6-22 15:16:00
复杂的我有份,不过太复杂了,打字很累!就说个简单点的吧:一般我们有时候要快速报价时,会按照料工对半去报!什么意思?就是说产品用的原料价格乘以2就基本是这个产品的价格!比如说:一个产品是PC料做的,重20G(包括流道重量),那么按照原料的进价算出一个产品所用的料钱,再乘以2就行了.不过这个价格是含17%的税钱的,所以应该是乘以1.83,才是最终价格!所以报价时可以报2倍的或以上,但是如果对方还价那么乘以1.83就是你的底价,再少就要亏了!同样,询价的人也可以用乘以1.83来检验供应商有没有黑你!嘿嘿!秘密都说了,大家不要骂我哦
通常的报价都是理论式的表格套一下:
料费+机台大小及费用+包装+运输+增值税````+几%损耗
郝兄,这样报价真的行得通吗?若真的行得通,那真的很快啊,这样算会不会和实际的相差大啊??
顶一下,郝兄!
确定一个:在当地一台注塑机一天最低费用,如果是小件那就要按生产一模多少钱来计算的,
根据产品的厚薄,精度要求的高低来确定生产周期就可以计算出理论产量.
二楼的报价不太科学,1、试问一模产品重量为0.5g加工价是不是该喝西北风去;2、一个PC料产品为3kg时照你这样说这个产品价应该为200人民币,相信日本美国本士的价格都不会有这么高的;3、某套模具从原来的PC料生产改成ABS料生产,那么照你那样说加工费应该降低一半;4、增值税加17%个点的问题是不是地上有钱捡呀,企业行情一般加6-8%都可以开17%的增值税。
我认为按以上的算法对那些不懂的采购人员或对价格有决定权而对这行不是很熟的人是误人子弟
制作成本。
注塑——塑胶成本核算标准
塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
C、副牌料必须提供物性表和权威机构的检测报告。
D、我司可以指定所有原料(包括原料牌号和价格等)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(VAT/17%)。
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:注塑机型/吨位(T) 成型费(元/分钟)海天/80T ¥0.48海天/110T ¥0.57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费:A、普通丝印(1~3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算。
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
4、超音波:价格按0.12元/次计算,不计损耗。
五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100冲压件报价方法1.报价时要和领导沟通,先作开发评估:此车型的定位,预估产量,技术面是否可行(含技术要求能否达到、品质能否确保、材料、外包件件是否有货源、设备是用原有的还是新购、目前公司的产能人力负荷是否足够),就决定了这个开发案是要作(报价要有竞争)还是不作(可报价高点)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑报价?
By 波西米亚发表于2007-6-22 15:16:00
复杂的我有份,不过太复杂了,打字很累!就说个简单点的吧:一般我们有时候要快速报价时,会按照料工对半去报!什么意思?就是说产品用的原料价格乘以2就基本是这个产品的价格!比如说:一个产品是PC料做的,重20G(包括流道重量),那么按照原料的进价算出一个产品所用的料钱,再乘以2就行了.不过这个价格是含17%的税钱的,所以应该是乘以1.83,才是最终价格!所以报价时可以报2倍的或以上,但是如果对方还价那么乘以1.83就是你的底价,再少就要亏了!同样,询价的人也可以用乘以1.83来检验供应商有没有黑你!嘿嘿!秘密都说了,大家不要骂我哦
通常的报价都是理论式的表格套一下:
料费+机台大小及费用+包装+运输+增值税````+几%损耗
郝兄,这样报价真的行得通吗?若真的行得通,那真的很快啊,这样算会不会和实际的相差大啊??
顶一下,郝兄!
确定一个:在当地一台注塑机一天最低费用,如果是小件那就要按生产一模多少钱来计算的,
根据产品的厚薄,精度要求的高低来确定生产周期就可以计算出理论产量.
二楼的报价不太科学,1、试问一模产品重量为0.5g加工价是不是该喝西北风去;2、一个PC料产品为3kg时照你这样说这个产品价应该为200人民币,相信日本美国本士的价格都不会有这么高的;3、某套模具从原来的PC料生产改成ABS料生产,那么照你那样说加工费应该降低一半;4、增值税加17%个点的问题是不是地上有钱捡呀,企业行情一般加6-8%都可以开17%的增值税。
我认为按以上的算法对那些不懂的采购人员或对价格有决定权而对这行不是很熟的人是误人子弟
制作成本。