(全)薄板法兰无法兰(插条立咬口等连接的矩形金属
金属风管预制安装施工技术
金属风管预制安装施工技术6.8.1 金属矩形风管薄钢板法兰连接技术6.8.1.1 技术内容(1)技术特点金属矩形风管薄钢板法兰连接技术,代替了传统角钢法兰风管连接技术,已在国外有多年的发展和应用并形成了相应的规范和标准。
采用薄钢板法兰连接技术不仅能节约材料,而且通过新型自动化设备生产使得生产效率提高、制作精度高、风管成型美观、安装简便,相比传统角钢法兰连接技术可节约劳动力60%左右,节约型钢、螺栓65%左右,而且由于不需防腐施工,减少了对环境的污染,具有较好的经济、社会与环境效益。
(2)施工工艺金属矩形风管薄钢板法兰连接技术,根据加工形式不同分为两种:一种是法兰与风管壁为一体的形式,称之为“共板法兰”;另一种是薄钢板法兰用专用组合式法兰机制作成法兰的形式,根据风管长度下料后,插入制作好的风管管壁端部,再用铆(压)接连为一体,称之为“组合式法兰”。
通过共板法兰风管自动化生产线,将卷材开卷、板材下料、冲孔(倒角)、辊压咬口、辊压法兰、折方等工序,制成半成品薄钢板法兰直风管管段。
风管三通、弯头等异形配件通过数控等离子切割设备自动下料。
1)薄钢板法兰风管板材厚度0.5~1.2mm,风管下料宜采用单片、L型或口型方式。
金属风管板材连接形式有:单咬口(适用于低、中、高压系统)、联合角咬口(适用于低、中、高压系统矩形风管及配件四角咬接)、转角咬口(适用于低、中、高压系统矩形风管及配件四角咬接)、按扣式咬口(低、中压矩形风管或配件四角咬接、低压圆形风管)。
2)当风管大边尺寸、长度及单边面积超出规定的范围时,应对其进行加固,加固方式有通丝加固、套管加固、Z 形加固、V形加固等方式。
3)风管制作完成后,进行四个角连接件的固定,角件与法兰四角接口的固定应稳固、紧贴、端面应平整。
固定完成后需要打密封胶,密封胶应保证弹性、粘着和防霉特性。
4)薄钢板法兰风管的连接方式应根据工作压力及风管尺寸大小合理选用,用专用工具将法兰弹簧卡固定在两节风管法兰处,或用顶丝卡固定两节风管法兰,弹簧卡、顶丝卡不应有松动现象。
金属矩形风管薄钢板法兰连接技术

金属矩形风管薄钢板法兰连接技术文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)金属矩形风管薄钢板法兰连接技术一、施工准备(1)作业条件1、集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房。
2、作业地点要有相应加工工艺的必备工具、设施及电源和可靠的安全防护装置。
3、风管制作应有批准的图纸,经审查的大样图,系统图,并有施工员书面的技术质量及安全交底。
(2)施工器具龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬口机、型钢切割机、角(扁)钢卷圆机、液压钳钉钳、电动拉铆枪、台钻、手电钻、冲孔机、插条法兰机、螺旋卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角尺量角器、圆规、洋冲、铁锤、木锤、拍板、各类胎具、料桶、刷子等小型工具。
(3)材料要求1、能适用的板材、管材等主要材料应有出厂质量证明文件(包括出厂合格证、质量合格证明及检测报告等)。
2、一般通风管道采用镀锌钢板制作,(镀锌钢板板材厚度选型见表1)。
厨房排风管道采用厚不锈钢板,风管和配件的板材连接宜采用咬口或铆接。
表1 普通钢板或镀锌钢板风管板材厚度(mm)3、一般通风管道采用法兰连接时,连接处采用3-5mm厚的闭孔海绵胶板做垫圈。
(连接方式见表2)本工程风管长边大于2000mm的采用角钢法兰连接,小于等于2000mm的采用薄钢板法兰连接,薄钢板法兰统一采用弹簧夹式。
表2 金属矩形风管连接形式及适用范围二、操作工艺(1)风管制作1、画线要根据风管的不同尺寸形状和规格分别进行,同时对同一段风管要完整进行,防止画线错孔和下料的多少有误。
2、板材剪切依据画线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。
按画线形状用机械剪刀和手工剪刀进行剪切。
3、剪切时,手严禁伸入机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录
大
≤±2 ≤±3
横 前、后 端口两 对角线
前 端 口
≤3
长度及
截 其差值 △C (mm)
后 端 口
面
≤3
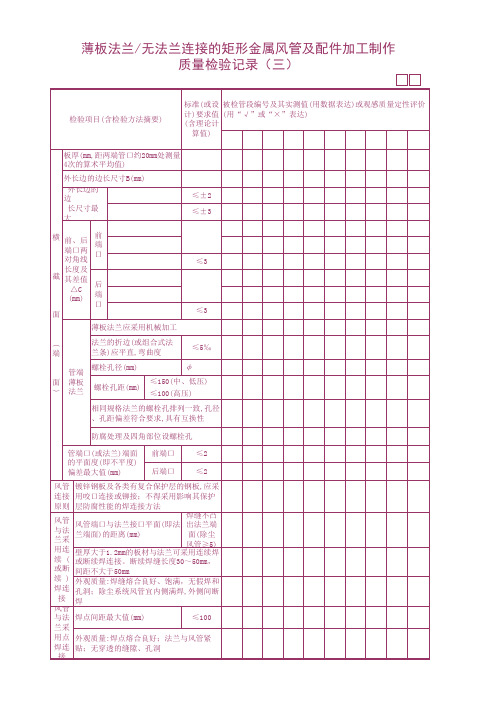
薄板法兰应采用机械加工
︵ 端
法兰的折边(或组合式法 兰条)应平直,弯曲度
≤5‰
管端 螺栓孔径(mm)
φ
面 薄板 ︶ 法兰
螺栓孔距(mm)
≤150(中、低压) ≤100(高压)
相同规格法兰的螺栓孔排列一致,孔径 、孔距偏差符合要求,具有互换性
接
防腐处理及四角部位设螺栓孔
管端口(或法兰)端面 前端口
≤2
的平面度(即不平度)
偏差最大值(mm)
后端口
≤2
风管 镀锌钢板及各类有复合保护层的钢板,应采
连接 用咬口连接或铆接;不得采用影响其保护
原则 层防腐性能的焊连接方法
风管 与法 兰采 用连
焊缝不凸
风管端口与法兰接口平面(即法 出法兰端
兰端面)的距离(mm)
面(除尘
风管≥5) 壁厚大于1.2mm的板材与法兰可采用连续焊
续 ( 或断续焊连接。断续焊缝长度30~50mm,
或断 间距不大于50mm
续 ) 外观质量:焊缝熔合良好、饱满,无假焊和
焊连 孔洞;除尘系统风管宜内侧满焊,外侧间断
接焊
风管
与法 焊点间距最大值(mm)
≤100
兰采
用点 外观质量:焊点熔合良好;法兰与风管紧 焊连 贴;无穿透的缝隙、孔洞
薄板法兰/无法兰连接的矩形金属风管及配件加工制作 质量检验记录(三)
检验项目(含检验方法摘要)
标准(或设 被检管段编号及其实测值(用数据表达)或观感质量定性评价 计)要求值 (用“√”或“×”表达) (含理论计
中央空调系统工程档案目录总表(目录)

22 GD3010267
公司
风管(风道)系统(安装后)严密性检测记 录(一)~(三)
2016年4月2日
38
23 GD3010268
公司
通风/空调风系统总/支路/末端风量测 试记录(一)~(三)
2016年4月5日
41
24 GD3010269
公司
风口风量测试调整记录(一)~(二) 2016年4月6日 44
B类工程档案卷内目录
深城档案统目B3-2-18 序号 文件编号 文件形成单位
文件题名
页 日期
通风与空调安装工程
第卷 共2页 第1
备注:文件是 页次 原件/复写件/
复印件
1 GD3010218
公司
阀门(配件)安装前外观检查/密封性 能水压试验记录
2016年3月22日
1
2 GD3010219
公司
系统阀门(配件)安装前外观检查/压 力试验记录
深城档案统目B3-2-18 序号 文件编号 文件形成单位
文件题名
页 日期
通风与空调安装工程
第卷 共2页 第2
备注:文件是 页次 原件/复写件/
复印件
20 GD3010271
公司
通风机/空调风机试运转检测记录(一) ~(二)
2016年4月23日
34
21 GD3010266
公司
高效过滤器泄漏测试记录(一)~(二) 2016年4月19日 36
32 GD3010260
公司
子系统(设备部件、单元)局部质量验收 记录
2016年7月10日
87
33 GD3010206
公司
分项(子系统)工程质量验收记录1 2016年7月10日 88
通风管道安装与施工规范标准

1、风管制作①金属风管制作②非金属风管制作2、风管安装①一般性风管安装1)送、排风风管2)防排烟系统风管②特殊风管安装1)不锈钢风管2)铝板风管3)防爆系统风管4)净化系统5)复合材料风管6)无机玻璃钢系统风管1、风管制作1.1风管系统1.2风管种类①金属风管-镀锌钢板风管(俗称白铁皮)-薄钢板风管(俗称黑铁皮风管)-不锈钢板风管-铝板风管②非金属风管-机玻璃钢风管-无机玻璃钢风管-硬聚氯乙烯板风管-超级风管:又称玻璃纤维风管1.3金属风管制作①圆形风管制作(略)②矩形风管制作1.3.1 矩形风管制作钢板制矩形风管的常用规格/mm1.3.2 风管厚度对照表注:1、排烟系统风管板厚度可按高压系统2、特殊除尘系统钢板厚度应符合设计要求1.3.3不锈钢板厚度对照表1.3.4 铝板风管厚度对照表1.3.5 风管加固①当矩形风管边长大于或等于630mm和保温风管边长大于或等于800mm,且其管段长度大于1200mm时均应采取加固措施。
对边长小于或等于800mm的风管。
宜采用楞筋、楞线的方法加固。
②当中压和高压风管的管段长度大于1200mm时,应采用加固框的形式加固。
③高压风管的单咬口缝应有加固补强措施④当风管的板材厚度大于或等于2.0mm时,加固措施的围可放宽。
风管加固示意图:(a)风管壁滚槽 (b)风管壁棱线(630~1200) (630~1200)(c)角钢加固 (大于1200)2. 风管安装一、送、排风管安装2.1风管连接(1)法兰连接:风管和风管,风管与部件、配件(弯头三通、异径管)可采用法兰连接,为使风管的法兰用料规格统一和通用化,风管法兰的规格按下表所示:法兰螺栓及铆钉的间距,低压和中压系统风管应小于或等于150mm;高压系统风管应小于或等于100mm。
矩形法兰的四角处应高螺孔,铆钉也应尽量靠近四角处。
矩形风管法兰(mm)(2)风管无法兰连接:采用承插、插条、薄钢板法兰弹簧夹等的连接形式,见表如下:矩形风管无法兰连接形式2.2 风管安装(1)一般规定①风管和空气处理室,敷设电线、电缆以及输送有毒、易燃、易爆气体或液体的管道。
《建筑业10项新技术》2金属矩形风管薄钢板法兰连接技术

角件
风管
薄钢板法兰 装入角件后内外侧抹密封膏处
按照流水线的设计速度12~22.5m/min,日产量可达800~1600m2,设备 操作人员正常只需2~4人。
薄钢板法兰风管与型钢法兰风管相比,在节约材料、降低人工成本同时,可
提高工效约10倍,风管加工安装综合成本大大降低。
◆矩形风管流水线由于使用卷筒钢板,其材料的损耗比板材制 作风管下降5~8%。
≤1000
≤1000
-
顶 丝 卡
顶丝卡厚度大于 或等于3mm
顶丝螺丝M8
h=30、δ 1=1.0
≤2000
≤2000
-
式
h=40、δ 1=1.2 ≤2000
≤2000
-
顶丝卡厚度大于 或等于3mm
h=25、 δ 2=0.75
h=30、δ 2=1.0
≤2000 ≤2500
≤2000
-
≤2000
-
40
广州市机电安装有限公司
17
广州市机电安装有限公司Fra bibliotek 18广州市机电安装有限公司
演示2(2)--薄钢板法兰风管制作(力丰全自动生产线,11s) 演示2(3)--薄钢板法兰风管制作(力丰全自动生产线,209s)
19
广州市机电安装有限公司
③异形风管可采用数控等离子切割设备下料,有效节 省手工展开下料的繁琐工序、操作时间,保证了下料的准 确性。设备的配套使用实现了直风管加工和风管配件下料 的自动化。
薄板法兰无法兰(插条、立咬口等)连接的矩形金属4

GD3050305-4 0 1 标准(或 被检管段编号及其实测值或观感质量定性评价(用“√”或 设计)要 “×”表达)据GB 50243标准规定,按同一规格抽检≥5~ 求值(含 10%,且≥5段(件) 理论计算 9 10 1 2 3 4 5 6 7 8 值)
面
注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
√
√
√
√
√
√
√
√
√
金属板材、型材的材质、几何尺寸和涂镀 层等符合相关技术标准的要求;表面无明 √ 显的外观质量缺陷 平面度最大偏差值(mm)用2m长 板尺及塞尺测量风管外表面与 表 尺之间凹凸的最大间隙 ≤10 √
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√Leabharlann √√风管板材拼接的咬口缝(或铆接缝)错开, 无十字型拼接的咬口连接(或铆接)缝 风管与配件的咬口缝紧密、宽度一致;折 角平直,圆弧均匀;两端面平行;风管无 明显扭曲与翘角,表面平整 焊接风管的焊缝平整,无裂缝、凸瘤、穿 透的夹渣、气孔及其他外观焊接缺陷;焊 接后板材、型材无明显变形;焊渣及飞溅 物已清除干净 彩色涂层钢板的涂塑层设在风管内侧;加 工时避免损坏涂塑层(损坏部分应作修补)
检验项目(含检验方法摘要)
铆钉孔(或压接 ≤150(中、低压) 风管 点) 与法 距最大值 (mm) ≤100(高压) 兰采 用铆 外观质量:铆(压)接牢固,无脱铆(压)、 (压) 漏铆(压);咬缝与四角处无开裂、 连接 孔洞;铆钉采用与风管材质相同或不 产生电化腐蚀的材料 薄板法兰风管的接口及附件,其尺寸应准 确,形状应规则,接口(接缝)处应严密 薄板法兰连接的弹性插条和弹簧夹应具有 相应的弹性强度,形状和规格应与薄板法 薄 兰相匹配,弹簧夹的长度宜为120~150mm 板 C形、S形连接插条与风管插口 法 的宽度应匹配,插条两端延长 ≥20 √ 兰 量[(mm),即两端的压倒长度] / S形插条与风管边长尺寸的允 ±2 无 许偏差(mm) 法 立咬口、包边立咬口连接风管 兰 的立筋高度应不小于同规格风 ≥25 连 管的角钢法兰高度,其最小高 接 度(mm) 及 立咬口的折角应与风管垂直, 其 且高度一致,立筋的直线度允 ≤5‰ 附 许偏差 件 立咬口四角连接处的90°贴角板厚应不小 于风管板厚,且四角连接处的铆固应紧密、 无孔洞 咬口连接铆钉的间距均匀,其 最大间距 (mm) ≤150
国标法兰参考资料

什么是国标法兰?斯意诚讲解分析国标法兰:国家标准法兰,简称国标法兰。
其实就是国家对法兰的型号尺寸的规定,当生产上把法兰尺寸都控制在国家规定的法兰尺寸及法兰尺寸允许偏差内经属于国标法兰了。
国家2000年出台了对法兰的尺寸规定,标准编号为:GB/T9113.1~9124-2000,而此国标法兰中平焊法兰又与2009年出台的化工部标准法兰HG/T205932009的尺寸相符合,简单的说两种法兰是相互替代的完全一致;法兰分欧洲法兰体系和美洲法兰体系两类,下面把国标法兰的标准编号一一详细介绍给您:国家标准法兰(GB)钢法兰规定如下:GB/T9113.1-2000..........................................................................................................................................................................................平面、突面整体钢制管法兰GB/T9113.2-2000..................................................................................................................................................................................................凹凸面整体钢制管法兰GB/T9113.3-2000..................................................................................................................................................................................................榫槽面整体钢制管法兰GB/T9113.4-2000..............................................................................................................................................................................................环连接面整体钢制管法兰GB/T9114-2000.................................................................................................................................................................................................突面带颈螺纹钢制管法兰GB/T9115.1-2000..........................................................................................................................................................................................平面、突面对焊钢制管法兰GB/T9115.2-2000..................................................................................................................................................................................................凹凸面对焊钢制管法兰GB/T9115.3-2000..................................................................................................................................................................................................榫槽面对焊钢制管法兰GB/T9115.4-2000..............................................................................................................................................................................................环连接面对焊钢制管法兰GB/T9116.1-2000..................................................................................................................................................................................平面、突面带颈平焊钢制管法兰GB/T9116.2-2000..........................................................................................................................................................................................凹凸面带颈平焊钢制管法兰GB/T9116.3-2000..........................................................................................................................................................................................榫槽面带颈平焊钢制管法兰GB/T9116.4-2000......................................................................................................................................................................................环连接面带颈平焊钢制管法兰GB/T9117.1-2000..........................................................................................................................................................................................突面带颈承插焊钢制管法兰GB/T9117.2-2000......................................................................................................................................................................................凹凸面带颈承插焊钢制管法兰GB/T9117.3-2000......................................................................................................................................................................................榫槽面带颈承插焊钢制管法兰GB/T9117.4-2000..................................................................................................................................................................................环连接面带颈承插焊钢制管法兰GB/T9118.1-2000..................................................................................................................................................................................突面对焊环带颈松套钢制管法兰GB/T9118.2-2000..........................................................................................................................................................................环连接面对焊环带颈松套钢制管法兰GB/T9119-2000.....................................................................................................................................................................................平面、突面板式平焊钢制管法兰GB/T9120.1-2000..................................................................................................................................................................................突面对焊环板式松套钢制管法兰GB/T9120.2-2000..............................................................................................................................................................................凹凸面对焊环板式松套钢制管法兰GB/T9120.3-2000..............................................................................................................................................................................榫槽面对焊环板式松套钢制管法兰GB/T9121.1-2000..................................................................................................................................................................................突面平焊环板式松套钢制管法兰GB/T9121.2-2000..............................................................................................................................................................................凹凸面平焊环板式松套钢制管法兰GB/T9121.3-2000..............................................................................................................................................................................榫槽面平焊环板式松套钢制管法兰GB/T9122-2000.............................................................................................................................................................................................翻边环板式松套钢制管法兰GB/T9123.1-2000..............................................................................................................................................................................................平面、突面钢制管法兰盖GB/T9123.2-2000......................................................................................................................................................................................................凹凸面钢制管法兰盖GB/T9123.3-2000......................................................................................................................................................................................................榫槽面钢制管法兰盖GB/T9123.4-2000..................................................................................................................................................................................................环连接面钢制管法兰盖GB/T9124-2000.........................................................................................................................................................................................................钢制管法兰技术条件凡是依据以上国家规定数值无负差的法兰就称为国标法兰斯意诚怎么理解门市销售的“二标法兰”这个说法:市场上国标法兰是比较少的,市面上的法兰商家为了谋求利润,寻找差价,就出现了“二标法兰”,这个词汇是这样的,所谓的“二标法兰”就是在国家规定的法兰的尺寸上把法兰的外径减小3mm;把法兰的厚度减小3mm,这样一个法兰的整体体积就减小了,重量也减小了,所以法兰这样经过偷工减料后成本就下降,价格上就有了优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目负责人
专业承包安装单位
项目负责人
施工执行的技术标准(含企 业的 工艺规程、工法等)名 通风与空调工程施工质量验收规范 GB50243-2002 称及编号 与检测(调试)、验收相关 的设计 文件(图)/产品技 设计施工统一说明 术文件(图)的 名称及编号 与质量检验相关的设计、技术标准(技术文件)、工艺标准(工法)要求等方面的示图、照片和说明(可附页): (1)工艺要求 1.生产线机械化、自动化程度高,大大提高了制作效率以及风管的制作精度,降低工程 造价; 2.风管自动压筋,强度高且外形美观整洁,无锌层破损;3.生产安装快捷,减轻劳动强度,提高劳动效率,满足现 代化工程需要,提高安装单位 竞争优势。4.卷板进行校平所需的卷板校平机;卷板或薄钢板进行剪断所需的剪板 设备(如龙门剪板机);5.制做风管进行咬口连接所需的弯头咬口机(如联合角咬口机、单平咬口机或按扣式咬 口 机)、制做风管弯头部分所需的弯头咬口机(如弯头联合角咬口机或弯头按扣式咬口机);增加风管强度所需的起筋 设备(压筋合缝两用机或五线压筋机)法兰预留边剪角所需的手动剪刀剪角机或电动剪; (2) 风管的密封(1) 共板法兰风管应在法兰角处、支管与主管连接处的内外都进行密封。低压风管应在风管结合部折叠处向管内40~ 50mm处进行密封。法兰密封条宜安装在靠近法兰外侧或法兰的中间。法兰密封条在法兰端面重合时,重合约30~ 40mm。(2)共板法兰风管法兰4个法兰角连接须用密封胶密封防漏,联合咬口离法兰角向下60mm的地方须用密封胶 密封防漏,密封胶应设在风压侧。 (3)风管质量要点风管在加工时,共板法兰的用料长度即剪角长度为61~62mm,剪角的宽度要根据实 际使用的板 材厚度及咬口的加工方式:如联合角咬口预留量为30mm、按扣式咬口预留量为31mm来确定,先进行风管本身咬口的 加工,再利用共板法兰组合机加工风管两个端头的法兰,当风管边长小于400mm以下时,可利用共板式无法兰组合 机上附带的小车架进行操作,风管在进行法兰面滚压咬口时,可在共板式无法兰组合机的侧面作一与工作台相对应 的简单工装支撑架,以便减轻操作人员的工作强度,也可使法兰面在加工成型时处于均匀平整、竖直不跑偏的状 态;法兰夹即勾码下料宽度为56-58mm (4)风管质量 1.本工法按《通风与空调工程施工质量验收规范》GB50243-2002执行。2、风管缝应紧密,宽度应 均匀,无孔洞、半咬口和胀裂等缺陷。3、风管法兰连接应牢固,折角平直,圆弧均匀。4、风管加固应可靠,整 齐,间距适宜,均匀对称。5、当风管大边尺寸≤300mm时允许误差在0~1mm。当风管大边尺寸>300mm 专业工长(施工员)(签名) 检查测试负责人(签名)
薄板法兰/无法兰(插条、立咬口等)连接的矩形金属 风管及 配件加工制作(或成品)质量检验记录 (一)
GD3050305-1
单位(子单位)工程名称部(系统)工程名 通风与空调工程 称/ 分项(子系统)工程名称 相关的施工部位 (层、区、段、房、室) 总承包施工单位 首层
专业承包安装单位 主控项目全部符合要求,一般项目满足规范要求,本检验符合要求。 检查评定结果 项目专业质量检查员(签名): 年 月 日
监理(建设)单位 验收结论 专业监理工程师(签名): 年 月 日 (建设单位项目专业技术负责人签名): 注:1.本《记录》每张只能填写同一种类型规格(截面尺寸、材质、连接方式等)的风管或配件。