五金模具基本结构解析
五金模具的基本结构
五金模具的基本结构五金模具(也称为模具、冲压模具)是用于将金属板材加工成所需形状的专业工具。
它的结构非常复杂,由多个部分相互配合构成。
在这篇文章中,我们将会介绍五金模具的基本结构并详细讲解各个部分的作用。
基础构件五金模具的基础构件包括下模板、上模板、成型模板、拉伸模板和剪断模板。
这些构件直接决定了模具的工作效果和质量。
•下模板:一般用于模具底部承受压力,支撑其他模板的组合结构。
下模板作为模具的基础骨架,具有很高的强度和刚度。
通常是由高强度钢材制成,以确保模具能够承受工作过程中的高压力。
•上模板:上模板与下模板相反,是负责对金属板材进行弯曲、压缩和拉伸的模具顶部。
它们可以支持顶出棒和支柱子,并提供充分的空间给成形模板完成模具的工作。
•成形模板:成形模板通常被用来加工金属板材成为所需的形状,其具有良好的平面度和表面质量的同时也拥有大约10-20度的锥角。
模板通常用来制造复杂的曲面和转角。
•拉伸模板:拉伸模板用于模具的垂直拉伸过程,主要对部件进行拉丝和深度成形。
通常情况下,拉伸模板也是模具的一个重要构件。
•剪断模板:剪断模板用于对金属板材进行切割或裁剪。
常见的剪切类型有直线剪、角度剪、弧形剪和复杂图形剪。
剪断模板需要非常精细地制造,以确保切割线的整齐性和平滑度。
其他组成部件除了上述基础构件之外,五金模具还包括许多其他的组成部件,如推子、顶出棒、顶出子、支撑子、压紧板、固定板和定位销等等。
下面我们一一介绍。
•推子:推子是五金模具的移动部分。
它们用于推动模板移动,让模板可以进行成形、拉伸和压紧。
在立模中,推子的操作大多靠气动或液压驱动。
•顶出棒:顶出棒用于将成形金属板从模具中推出,以免其粘在成形模板上。
顶出棒也在垂直拉伸筒成形和泡沫成形中用作顶出。
•顶出子:顶出子是将成形板从成形模板中推出的可换部件。
顶出子常见的材质有尼龙、POM和硬化钢等。
•支撑子:支撑子用于支撑顶出子,确保金属板材成形完整无损。
在成形过程中,支撑子可减小成形模板的应力并保证模板之间的间隙。
五金模具的基本结构2015
五金模具的基本结构五金模具是现代工业生产中不可或缺的一种工具,广泛应用于制造、加工五金制品和塑料制品等方面。
五金模具制作的好坏关系着产品质量和成本,而五金模具的基本结构是模具制作的核心。
本文将介绍五金模具的基本结构和组成部分,以帮助读者更好地了解五金模具制作的原理和方法。
五金模具的基本结构五金模具的基本结构主要由上模板、下模板、导柱、导套、模板板、顶针等组成。
其中,上模板和下模板是模具最核心的构成部分,其它部分的作用则是承担辅助和支撑作用,以保证模具正常运转。
上模板和下模板上模板和下模板是五金模具的最主要组成部分,它们分别连接固定在压铸机的固定板和活动板上。
上模板和下模板的作用是配合一起完成模具的开合动作,从而使制品从模具中脱离出来。
上模板和下模板可以包含型腔、型芯等零件,以及其它不同的零件,如咬口、排气等。
导柱和导套导柱和导套是五金模具的辅助组成部分,其作用是引导上模板和下模板运动和定位。
导柱一般固定在下模板上,导套一般固定在上模板上,以保证在制造过程中,上模板和下模板的位置不发生偏差。
此外,导柱和导套还可以起到支撑模板板的作用,以保证在受到压力的情况下,模板板不会变形或弯曲。
模板板模板板是五金模具的另一个重要组成部分,其作用是承载型芯、型腔等部件。
模板板的质量和精度对五金模具的制作质量和成本都有重要影响,因此,在制作模板板的过程中,需要严格控制加工工艺和质量。
顶针顶针是五金模具中一个不容忽视的组成部分,主要用于制作含有要求较高的表面形状的产品。
顶针的作用是在模具中加入更多的细节,以使制品的表面更加真实、细腻和美观。
顶针的数量和形状可以根据需要进行调整。
五金模具的使用技巧五金模具是生产过程中不可或缺的工具,使用起来需要掌握一些技巧和方法,以达到更好的效果和效率。
1.模具在使用过程中,应该保持干燥、清洁和稳定。
避免受到潮湿、污垢和振动的影响,以保证模具的使用寿命和制品的质量。
2.在使用模具之前,需要对其进行检查和维护。
五金模具成型原理
五金模具成型原理一、引言五金模具成型是一种常见的制造工艺,广泛应用于各个领域的产品制造中。
本文将介绍五金模具成型的原理,包括模具的基本构造、成型工艺以及常见的成型方式。
二、模具的基本构造五金模具是由上模和下模组成的,它们通过模具底座相互连接并固定在成型机上。
上模和下模的形状及尺寸与最终产品的形状和尺寸相对应。
在成型过程中,上模和下模会相互融合并形成产品的外形。
三、成型工艺五金模具成型的基本工艺包括注塑、压铸、冲压等。
下面将分别介绍这些工艺的原理。
1. 注塑成型注塑成型是将熔化的塑料注入模具中,经过冷却和固化后得到最终产品的一种成型工艺。
注塑成型的原理是利用注塑机将塑料加热熔化后,通过压力将熔化的塑料注入到模具腔中,然后冷却和固化,最后取出成品。
2. 压铸成型压铸成型是将熔化的金属注入模具中,经过冷却和固化后得到最终产品的一种成型工艺。
压铸成型的原理是利用压铸机将熔化的金属注入到模具腔中,然后通过高压将金属充分填充模具腔,冷却和固化后取出成品。
3. 冲压成型冲压成型是利用冲压机将金属板材或带材在模具中进行冲剪、弯曲、拉伸等变形,最终得到所需形状的成型工艺。
冲压成型的原理是通过冲压机使冲头对工件进行冲击,使工件产生塑性变形,最终得到所需形状的成品。
四、常见的成型方式根据产品的形状和尺寸不同,五金模具成型可以采用不同的方式。
下面将介绍常见的成型方式。
1. 单腔成型单腔成型是指模具中只有一个腔,每次只能成型一个产品。
这种成型方式适用于产品的生产量较小的情况。
2. 多腔成型多腔成型是指模具中有多个腔,每次可以同时成型多个产品。
这种成型方式适用于产品的生产量较大的情况。
3. 分模成型分模成型是指模具中的上模和下模可以分开成型。
这种成型方式适用于产品的形状复杂、内部结构复杂的情况。
4. 滑块成型滑块成型是指模具中的滑块可以在成型过程中进行上下或前后移动,以实现特殊的成型要求。
这种成型方式适用于产品的形状特殊、内部结构复杂的情况。
五金模基本结构及作用
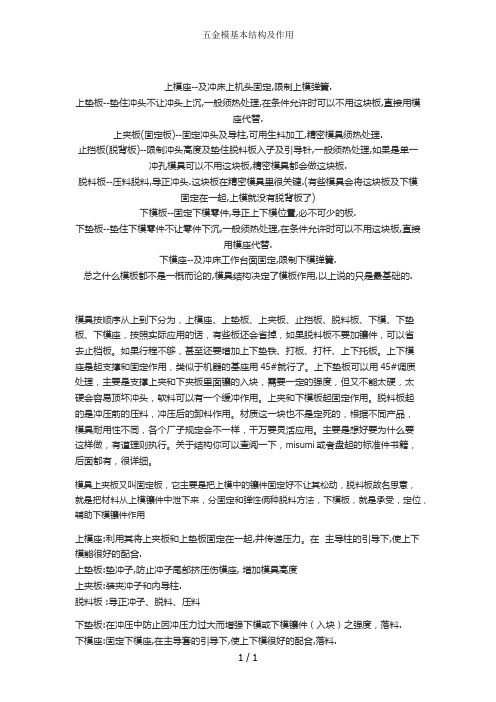
五金模基本结构及作用上模座--及冲床上机头固定,限制上模弹簧.上垫板--垫住冲头不让冲头上沉,一般须热处理,在条件允许时可以不用这块板,直接用模座代替.上夹板(固定板)--固定冲头及导柱,可用生料加工,精密模具须热处理.止挡板(脱背板)--限制冲头高度及垫住脱料板入子及引导针,一般须热处理,如果是单一冲孔模具可以不用这块板,精密模具都会做这块板.脱料板--压料脱料,导正冲头.这块板在精密模具里很关键.(有些模具会将这块板及下模固定在一起,上模就没有脱背板了)下模板--固定下模零件,导正上下模位置,必不可少的板.下垫板--垫住下模零件不让零件下沉,一般须热处理,在条件允许时可以不用这块板,直接用模座代替.下模座--及冲床工作台面固定,限制下模弹簧.总之什么模板都不是一概而论的,模具结构决定了模板作用,以上说的只是最基础的.模具按顺序从上到下分为,上模座、上垫板、上夹板、止挡板、脱料板、下模、下垫板、下模座,按照实际应用的话,有些板还会省掉,如果脱料板不要加镶件,可以省去止档板。
如果行程不够,甚至还要增加上下垫铁、打板、打杆、上下托板。
上下模座是起支撑和固定作用,类似于机器的基座用45#就行了。
上下垫板可以用45#调质处理,主要是支撑上夹和下夹板里面镶的入块,需要一定的强度,但又不能太硬,太硬会容易顶坏冲头,软料可以有一个缓冲作用。
上夹和下模板起固定作用。
脱料板起的是冲压前的压料,冲压后的卸料作用。
材质这一块也不是定死的,根据不同产品,模具耐用性不同,各个厂子规定会不一样,千万要灵活应用。
主要是想好要为什么要这样做,有道理则执行。
关于结构你可以查阅一下,misumi或者盘起的标准件书籍,后面都有,很详细。
模具上夹板又叫固定板,它主要是把上模中的镶件固定好不让其松动,脱料板故名思意,就是把材料从上模镶件中泄下来,分固定和弹性俩种脱料方法,下模板,就是承受,定位,辅助下模镶件作用上模座:利用其将上夹板和上垫板固定在一起,并传递压力。
五金模具基本结构解析

五金模具基本结构解析五金模具,又称金属模具或金属模具,是一种用于制造金属或非金属制品的模具。
它主要用于压铸、冲压、注塑、压延、挤压等工艺中,用来制造各种形状和尺寸的产品。
五金模具基本结构非常复杂,通常包括模具底座、模具芯、模具腔、模具导柱、模具导套等组成部分。
下面将对五金模具的基本结构进行详细解析。
一、模具底座模具底座是支撑整个模具结构的基础部分,通常用于固定模具芯、模具腔等零部件。
模具底座通常由优质的合金钢或钢板制成,具有高强度、耐磨、耐压等特点。
模具底座上还安装有模具导柱、模具导套等配件,用于引导模具芯、模具腔等零件的移动和定位。
二、模具芯模具芯是五金模具中具有高度精度的零部件,主要用于成型产品的内腔部分。
模具芯通常采用高速钢、硬质合金等材料制成,具有高硬度、高耐磨等特点。
模具芯的内腔部分通常用来制造产品的内部结构,形状和尺寸必须与产品零件要求相匹配,否则会影响产品质量。
三、模具腔模具腔是五金模具中用来成型产品外形的零部件,通常接合模具芯形成完整的产品结构。
模具腔通常采用高速钢、硬质合金等耐磨材料制成,能够承受高压力、高温度等工作环境。
模具腔的表面通常需要进行精密的加工,以确保产品表面质量和精度。
四、模具导柱模具导柱是用来引导模具芯、模具腔等部件在模具底座上移动和定位的零部件。
模具导柱主要由合金钢、不锈钢等材料制成,具有高硬度、高耐磨等特点。
模具导柱的表面通常需要进行表面处理,以提高耐磨性和抗腐蚀性。
五、模具导套模具导套是用来固定模具导柱、模具芯、模具腔等零部件在模具底座上的定位部件。
模具导套通常由自润滑材料、合金钢等制成,能够保持模具零部件的定位精度和稳定性。
模具导套的表面通常需要进行表面处理,以减少摩擦和磨损。
总的来说,五金模具的基本结构是一个复杂且精密的系统,需要各个零部件之间紧密配合,以确保产品成型的精度和质量。
五金模具的设计和制造需要高度专业的技术和经验,只有具备先进的设备和技术,以及严格的质量控制体系,才能生产出高质量的五金模具产品。
精密五金模具的结构与功能介绍及常见问题解决

冲压培训资料:东莞市禾聚塑胶五金电子2010.8一.冲压模具分类冲压模具之分类依制程性质可分为冲切模具,弯曲模具及引伸模具等三大类,依其工程性质可分为单工程模具,复合工程模具及传送工程模具等四大类,将其特性简扼说明之:1.单工程冲压模具:利用单站模具完成所需要的冲压作业,是构造上最简单之冲压模具,大多以人工操作之,2.复全工程冲压模具(CPMPUND DIE):利用单站模具之上下相之二组冲头与母模完成二个或以上的冲压加工制程,是制品尺寸精度控制最佳之冲压模具,3.连续工程冲压(PROGRESSIVE DIE):送条于冲压过程中是处于连续状态,利用送料装置逐次将料条移动一个磅料节距滴用于大量快速生产方浮法,此类冲模可细分为冲切型连续冲模,含弯曲工程之连续冲模,引伸型连续冲模等三类.4.传送工程冲压模具(TRANSFER DIR)奕是连续冲压加工方式之一,与连冲模最大特征是在冲压过程中胚料是处于分离状态,利用机器手臂或伟送机构逐次移动一设定的送料节距,经过多站工程完成制品之冲次生产.二:冲压模具基本结构一. 模具结构名称与功能介绍三.冲压模具常见问题点及不良原因与对策四:模具设计与分析适正的设计是模具开发成功基楚,如何达到良好的设计,以往大多经试模后才行知,然为已晚,有时要花费很大的成本和人力来修正.目前应用CAE分折软本.在设计阶段事先模拟冲压成形制程,藉以了解模具设计之适正性程度面时行设计变更,使模具设计品质更佳化,减少试模次数及模具开发时间,有关冲压模具设计与分析之主要技术及内容表表1所示.表1 冲压模具设计分析之关键技术五:模具加工与管理因应冲压模具朝向高精细化,高精度骅之需求是必然的事实,其加工技术之进展突飞猛进,许多新进的加工制程被开发应.有关冲压模具加工与管理之主要技术及内容列如表25.0模具设计与分析:冲压模具分析之主要目的在得到最适化模具设计品质.藉由分析过程模拟冲压成形状况以了解设计阶段之可靠度.以免实际试模时有不良之发生.有关冲压模具设计之基本来面目流程如图3.所示,并将各附段简扼说明之,5.1 制品图检讨:检讨制品之特微及精度要求等, 还有冲压加工应注意的重点所在.5.2 模具设计构想;本阶段主要目的在拟订模具制作规格表及模具构造规格表,作为模具设计之苦准及依据.5.3重组图作成:重组图之作成系将有标示公差尺寸加以数值化目标值及补充图面规定不明确之处.5.4胚料尺寸展开计算:将制品之弯曲部长度开及计算引伸件之胚料尺寸,作为胚料布列之基楚.5.5 胚料布列;本阶段主要目的是决定关这料节距,料条宽度及连结部之尺寸,5.6料条布列:制定料条之导引方式,进行冲切开状之加工顺序及冲压工程站道次之规划,是连续冲模设计之最得要步骤,也是技术内涵最深入之处,5.7模板图作为:以料条布列图为苦准,依序作出冲头固定板布列图压料板布列图及母模板布列图5.8模具组立图:绘制模具断面组立图及上,下模平面图,5.9模具零件图;绘制模具零件之详细图,作为如工其准5.10模具材料清单;将所需的模具零件全部列表记载其材质名称,胚料尺寸零件数量垫处理硬度等制程名称: 模具设计 模具分析 一般加工 精加工 热处理 放电加工 研磨加工 抛光加工元件检验 模具组立 试模 完成六:冲模生产流程及其配合资源或设备制品图讨论模具素材模具设计构想图外则铣削重组图平面铣削胚料尺寸展开基准面加工胚料布列料条布列攻牙模板图绘制模具组立图平面研磨模具零件图材料清单工模研磨七:模具加工与制造冲压模具与元件可大致分为标准件及百标准件二大类,前者可直接自市面购入使用或配合实际要求进行部分的追加工作业,后者大多属于切刃元件(诸如冲头.脱料入块. 压料板入件等),系由厂内自行加工或委托外界加工,模具元件加工所使用的加工设备依其材质及精度要求而有所不同.所以压料板为例子,说明其加工流程如图4所示.至于模具加工所需用之机械设备依其加工工性质可大致分为: 1.一般性工作母机,诸如车床铣床搪床或搪铣床,踪合加工机. 2.放电加工机诸如电极放电加工机,线割放电加工机,细孔放电加工机. 3. 研磨抛光加工具诸如平面磨床,圆筒磨床,成形磨床,光学投影磨床,工模具治具磨床等研磨设备及手工抛光工具,曲面自动抛光加工机等到抛光用设备八:模具量测与检验为确保各模具元件精度及品质水准均达到要求目标,同各种精密的量测与检验工具或设备之管制是必须的,有关模具元件之量测与检验项目有长度量测,孔径量测,角度量测,几何公差量测,残留应力量测及百破坏检验等, 1. 长度量测工具:钢尺(尺寸公差1-0.1MM 之量测)游边卡尺(尺寸公差0.1-0.05MM 之量测).高度尺寸公差0.1-0.05MM 之量测,分厘卡(尺寸公差0.02-0.05MM 之量测)指示灯(DIAL GAUGE, 尺寸公差0.02-0.05MM 之量测)等. 2. 孔径量测工具:游标卡尺(WERNIER) ,分厘卡(MICROMETER),卡规(CALIPER) ,缸径规(CYLINDER GAUGE) ,柱塞规(PLUG GAUGE) ,环规(RING GAUGE) ,内径测定器等到. 3.角度量测工具:角度规,角度块规分度盘等, 4.几何公差量测工具:真圆度量测仪,同心度,同轴度量测仪,直角度量测仪,输廓形状量测仪,置度量测仪,万能投影机,工具头微镜等, 5. 残留应力量测工具:有破坏式及百破坏式两大类,分别有机械式与化学式者. 6. 非破坏检验工具;放射线透过试验机,超音波探伤试验机,磁气控伤试验机,浸透探伤试验机电磁诱导试验机. 7. 其它量测工具:表面粗度量测工具,变位量量测仪,温度测定仪,金相组织检验工具,学影像量测设备,三次元量床等,九:模具组与试模模具组与试模是技术层次皮高的工程,必须具有丰富的技术人员方能胜任,模具组装所南非的设备极简易,主要有组立平台及钳工用工具,一般上,冲压模具元件可分为上模部分,下模部分及共通部分(定位销,锁紧螺丝弹簧元件等) 等三大部分,其组装程序是首先分别将此三大部分给于组立作业后成为模组单元进而将之组立达到上模具及下模具状态.十:冲压模具技术要因与生产流程1.0技术要因分析:冲压模具技术要因可归纳为下列5大类1.模具设计资料库2.模具设计与分析3.模具加工与制造4.模具量测与检验5.模具组装与试模图1 技术要因图2.0生产流程说明:1.模具设计与分析2.模具加工与制造3.模具量测与检验4.模具组装与试模有关冲压模具生产流程及其配合设备或资历源如图2.所示冲压模具加工之关健技术冲压模具之一般生产流程一,依其制程笥质可大致归纳为下列四大类十一:模具处理技术模具处理方式有热处理及表面处理两种,主要目的在于改善模具元件之体质(如刃性,耐磨耗,耐腐蚀性等)进而提高模具使用寿命.1.真空热处理制程技术(模具变形量控制佳)2.高耐摩耗高精度表面处理技术3.超硬模具材料,如碳化钨之.4.模具表面精密珠击技术(一种局部硬度提高之方法)十二:主要模具材料站压模具元件可分为作用件及非作用件两大类,作用件主要冲头.压料板.母模块.非作用件主要有冲头固定板.背板.导料块.导栓与导套等.其材料视元件之精度及操作条件而有不同的选择,主要有预硬钢,碳素工具钢,高速工具钢,合金模具(工具)钢.高速工具钢.粉末高速工个钢.超硬进口(碳化钨等).陶瓷材料(目前尚处于试用阶段)等.有关冲压模具元件与主要材料之对应如表3所示,为对应用未为精密冲模元件在刃性及硬度之要求提高,模具材料将朝下列方向应用及发展.。
模具的结构组成及各部分结构的作用

模具的结构组成及各部分结构的作用说到模具,很多人可能觉得这是个非常专业、复杂的东西。
其实,模具就像是我们在做菜时用的锅、碗、瓢、盆一样,虽然不起眼,但每一个部分都有其独特的作用。
如果你在想要了解模具的秘密,那就跟我一块儿揭开这神秘面纱吧!1. 模具的基本结构模具的基本结构可以说是模具的“骨架”,每一个部分都有自己的小秘密。
一般来说,模具的结构包括了模具的型腔、型芯、模具基板、导向装置和排气系统。
这些部分就像是一部精密的机器,每一部分都发挥着至关重要的作用。
1.1 型腔和型芯:模具的“心脏”首先,咱们得聊聊模具的型腔和型芯。
这两者就像是模具的“心脏”——如果没有它们,整个模具就会失去活力。
型腔是模具的内部空腔,它决定了最终产品的形状和尺寸。
可以想象成是一个蛋糕的模具,蛋糕的形状完全取决于这个模具的形状。
而型芯则是用来填充型腔的部分,它们就像是个“填料”,确保蛋糕的中心部分也能完美无瑕。
这两个部分通常是分开的,模具在工作时,型芯和型腔会互相配合,形成一个完整的模具结构。
它们的结合是如此密切,以至于当它们分开时,就像是一对好朋友告别,心里总有些不舍。
1.2 模具基板:模具的“底盘”接着说说模具基板,它可是模具的“底盘”,就像车的底盘一样,稳固又重要。
基板是模具的支撑结构,承载了整个模具的重量和压力。
模具基板上的孔、凹槽、定位装置都是为了确保模具能够在工作时稳定地固定在机器上。
基板的设计不仅要考虑强度,还要兼顾加工精度和装配方便。
如果基板不稳,整个模具就像在打高空弹跳,一不小心就会出问题。
因此,基板的设计可是个细致活儿,稍有差池,就会影响到整个模具的工作效果。
2. 导向装置:模具的“导航员”导向装置是模具的“导航员”,它确保了模具在打开和关闭时能够顺利进行。
这些装置包括了导柱、导套和定位销等。
它们的作用就像汽车上的导航系统,帮助模具精准定位,避免了模具在工作时的晃动或错位。
导向装置的好坏直接关系到模具的使用寿命和生产效率。
五金模具基本结构图 PPT课件

附:
1. 凸凹模裝在上模的稱為正裝式復合模. 2. 凸凹模裝在下模的稱為倒裝式復合模. 3. 正裝復合模和倒裝式復合模比較:
序號 1
正裝 對薄料衝裁可達到平整要求
倒裝 平整度較正裝式差
2
作用: a.承受夾板上衝子的作用力.
b.保證彈性元件有足夠的壓縮距離
.
5. 上夾板板(PP)
材質: SS41(精密度要求很高的時候可以選用YK30或 D2)
作用: a.對衝子及內導柱起固定及定位的作用.
b.保證彈性元件有足夠的壓縮距離選用SS41不需 熱處理,當選用YK30或D2時需要熱處理,要求硬度 達到HRC50∘~52∘.
三. 衝孔模各部位零件的名稱,材質硬度及作用.
1. 上鎖板(HP)
材質: SS41不需熱處理
作用: a.通過墊腳與上模連成一體
b.同聯接緊固件(螺絲壓板,或專用夾模器) 將 模具的上模緊緊地固定在衝床的滑塊上,使模具的 上模隨衝床滑塊作上下直線運動.
2. 上墊腳(BB)
材質: SS41不需熱處理
作用: 裝置於上鎖板和上模座之間,起到使模具的高 度能符合衝床的閉合需求高度範圍.由於上墊腳起 著力的傳遞作用,故其排布的位置要合理,否則對模 具的壽命衝件的質量均有影響.
一.復合模基本結構.
打板 傳力銷
小凸模 內脫板
下模(公母模)
打杆
上模座 加高板 上墊板
上夾板 上模板
(外)脫料板 彈性元件 下夾板
下模座
二.工作過程
1. 衝床滑塊帶動上模從開模狀態的最高點開始向下運 動(直線往復運動),此時上下模未有接確.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
固定式管位(方形管位)
固定式管位(針式管位)
二﹑車啤模具管位的結构
固定式管位
R
位
直
R
伸
直
位
位
伸
基位
准
基
位
准
位
針式管位
方形管位
1-R 位: 方便貨品的取放 2- 直伸位: 固定貨品作用,可翻磨調較 3-基准位: 管位固定的基准. 不可翻磨
活動式管位
固
R
定
位
螺
絲
基
准
面
1-R 位: 方便貨品的取放 2-基准面: 固定貨品作用,可移動調較 3-固定螺絲: 固定管位作用.
②機械識圖/公差與配合(1.5H) )
③班組長培訓.
※
培訓日期:2008----05-14 培訓日期:2008----06-02
①QC統計手法運用 (1.5H)
培訓日期:2008----08-04
②班組管理贏在團隊(2H) ※
培訓日期:2008----09-08
①五金模具基本結構解析(1H)
培訓日期:2008----10-06
手动按钮
紧急停止
闭合高度(高低)调整按钮
②五金冲床机
数器开关】
【电源开关】 【調速器】
沖床時調速至显示表
【关闭】 【運轉選擇】
【起动】
沖床運轉選擇『寸動』
【③五金模具基本结构一】
PARALLEL BAR
固定板 托料垫板 托料板
上模座 上垫板 下模板 下垫板
下模座
【③五金模具基本结构二】 ⑩ ⑨
⑧
11
③
⑦
12
13
⑥
①
②
③
④
⑤
①:外导柱②:下模板③ :垫桥④:脱料板⑤:公夹板⑥:上垫板⑦:上
模座⑧:垫桥⑨:码仔⑩:墊鐵块11:脱料垫板12:公夹垫板13:下模
座
【④五金单发冲压模具】 【⑤五金顺送模具】
一﹑車啤模具管位的類型及作用
1. 車啤模具管位按其 固定方式可分為 活動式管位 ﹑ 固定式管位 兩种﹒
免廢料相混﹐避免不必要的分選工作﹒
2﹑常見品质外觀不良&預防措施
? 臟污, 油污 ? 外觀變形 ? 梗屎, 壓痕 ? 披鋒 ? 缺損, 缺料
? 刮花, 刮傷 ? 氧化, 生銹 ? 裂紋, 爆裂 ? 漏工序
點焊机
小嗒牙机
折 床 机
? 第四章:五金模具基本结构解析
①五金冲床机
闭合高度
恢复按钮
1.1 活動式管位 ﹕一般用螺絲固定在 模具表面 的管 位﹒
优 點﹕管位調較比較方便 ﹑快速﹔ 缺 點﹕螺絲易松動 ﹐穩定性不高 ﹔
活動式管位
活動式管位
1.2 固定式管位 ﹕一般鑲嵌固定 在模板內的管位﹒ 优 點﹕鑲嵌在模板內 ﹐穩定性高 ﹔ 缺 點﹕管位調較不方便 ﹑不快速﹔
固定式管位(方形管位)
我们培训目的:
学以致用
培训是我们最大的福利!培训将为我们创造机会! 在讲五金模具基本结构前先讲以下几个方面:
有關工作的勸告
(請大家仔細理解下面每一句話的含義)
1. 今日工作不努力﹐明天努力找工作﹒當你以為你還行的時候﹐ 其實你已經落伍了 .
2. 金無足赤﹐人無完人﹒世上沒有最好﹐只有更好﹒改善之后再 改善﹐完善之后再完善 .小改是改善 ,大改是创新 .
一:冲压工艺
冲压工艺是将材料放置在相应的模具内 ﹐在冲 床冲压力的作用下 ﹐使材料发生 分离或变形﹐从而 产出设定形状和尺寸的零件 ﹐的一种加工工艺。
特將它分为五个大类别 ﹕ 冲裁工艺﹐折弯成型工艺 ﹐拉延成型工艺 ﹐挤 压成型工艺 ﹐校型工艺。
冲裁工艺的结构
1.刀口ቤተ መጻሕፍቲ ባይዱ分冲头刀口和凹模刀口 2.冲头(凸模) 3.凹模 4.脫料板﹑壓料板 5.刀口直身 6.刀口斜度 7.冲裁间隙﹕
二零零六年九月
!
肖成祥
:
你能够做到
快乐工作 吗?
今天你正用 哪一张面孔 在面对工作
太阳茂森一厂品质部培训教材
? 第一章:一般五金外观检查标准 ? 第二章:仪器使用及点检 ? 第三章:机械识图/公差与配合 ? 第四章:五金模具基本结构解析 ? 第五章:班组管理赢在团队 ? 第六章: QC统计手法运用
2008年品质部内部培训计划
※
①QC內部檢查程序(1.5H). ②QC相關檢查報表記錄培訓(1H) .
培訓日期:2008----02-04 培訓日期:2008----03-03
③一般五金外觀檢查標準(1H).
※
培訓日期:2008----03-30
①儀器使用.點檢及治具.檢具的使用(1.5H)
培訓日期:2008----04-25
12.遇到事情要多問几個“為什么”﹖別人能做到﹐我為什么做不到?我是否
﹒﹒﹒﹒﹒﹒
一:一般五金材料及識別/产品缺陷
1﹑常用材料及識別
鐵料﹕電解鐵 SZ﹑不鏽鐵SL ﹑單光鐵SC﹑白鐵ST 不鏽鋼 SS ﹑ 銅料﹕紅銅 CC﹑黄銅CB﹑青銅CP﹑ 銻料AA.
注意: 因各种廢料的价格不同﹐在操作過程中要避
固定式管位(針式管位)
1.3 其他特殊型管位 ﹕用螺絲固定的鑲嵌式管位或彈弓 式活動管位 ﹒
优 點﹕鑲嵌在模板內 ﹐穩定性高 ﹔ 管位調較比較方便 ﹑快速﹔
缺 點﹕管位結构較复雜 ﹐制造成本較高
鑲嵌式活動管位
1272348 彈弓式活動管位
2. 車啤模具管位按其 形 狀 可分為: 方形管位 ﹑針式管位 兩种﹒
3. 公司的規章制度如同法律一樣﹐一定不要違反他﹐部門的規定 也是一樣 .(人人平等 ,让制度管人 ,而不是让人管人 )
4. 工作態度的好坏﹐在評价中是排第一位的 . 5. 要勇于承認錯誤﹐承擔責任﹐關鍵是不能再犯﹐更不可明知故犯 . 6. 工作中多干一些事情不是一件吃虧的事﹐工作中偷懶是一种欺騙
行為﹐雖一時騙取了他人的勞動﹐但最終受騙的還是你自己 . 7.有志者事競成 ,世上無難事 ,只怕有心人 ,只要肯攀登 ,鐵杵磨成針 .
② 可量化/8D及5W2H培訓(2H)
※其他:
培訓日期:2008----12-08
每組班組長對當組檢查員每月不少於一次內部檢查方法培訓.(1H)
培訓人:肖成祥
批准:
太阳茂森一厂品质部培训教材
? 五金模具基本结构解析(1小时)
?????
?
2: 1:
多谢配合
!
手机调为震动
接听电话请离培开现训场现场大温家馨晚提
8. 工作中遇到麻煩/困难時﹐請与自己的上司聯系﹐千万不要自作主張 级报告,如果你對工作方面有任何好的建議﹐請提出來。
,或越
9.只接受一个上司的命令,因你的工作成绩最终是由直接上司评价 职是协助上司的工作.
.下属的天
10.“安全第一”﹐必須要有安全及自我保護意識.畢竟身体是 “革命”的本 錢。
11.如果你不能融入团队中﹐那么這個团队也不能接納你(沒有良好的人際 關系﹐就不可能心情舒暢地工作)。