出库日报表
机加工生产日报表

山东景陆工业控制系统有限公司机加工日报表
2013年04 月01日
考勤描述出勤请假设备
状况
运行设备暂停运行设备描述
设备名称加工
时间
加工内容加工数量
质量状况
异常情况异常情况处理操作者
正品次品工废料废
加工
中心
数控车
线切割
其它
工作
描述
零件出/入库记录刀具使用耗损其它工作记录
其它记录描述
出库名称数量入库名称数量正常耗损非正常耗损备注
1 1
生产事故描述
2 2
3 3
急缺料描述4 4
5 5
备注
6 6
明日生产计划
加工
中心
数控
车
线切
割
其
它
填表:马志鹏审核:。
进销存日报表模板

2009/4/1
计量 昨日 单位 库存
小计
件
件
-3
件
-2
件
件
件
件
件
件 -260
件 -181
套
-45
套
-83
套
-28
件
件
只
件
件
件
件
件
件
件
件
件
件
件
套
件
件
件
件
套
件
件
件
件
1
件
6
件
件
件
件
-23
件
-18
件
件
件
件
采购 入库
入库
赠送 调拨 入库 入库
其他 入库
小计
现销 出库
赊销 出库
出库
赠送 调拨 出库 出库
自用 出库
-14 1
-9 24
3 2 2
2 2
5
序号
配件番号
47 B16T0442D40 48 B16T0442D53 49 B16T0442D60 50 B16T0442D84 51 B16T0442D86 52 B16T0442D87 53 CF15W-40(18L) 54 CF15W-40(4L) 55 CF30(20L) 56 CF30(4L) 57 CSOWP46200L* 58 CSPCF30020L 59 CSPDH01004L 60 CSPGL49020L 61 CSPWP46020L 62 CSPWP46200L 63 CSPZ46K020L 64 CSPZ46K200L 65 CSPZ46K200L* 66 CX-162 67 CX-641 68 EN24S00008P1 69 GL-490(18L) 70 GL-490(20L) 71 GL-490(4L) 72 HR37C08000G1 73 HR37D08000G1 74 HS13C27290G2 75 JS02P00001-3 76 JS02P00001-3B 77 JX-6139 78 K2840 79 K2840A 80 KCX-1000粗滤器 81 LB15V00011S987 82 LC01V00044R100 83 LC01V00054R100 84 LC01V00055R100 85 LC02B00165F1 86 LC02H01097P1 87 LC02H01099P1 88 LC02H01110P1 89 LC02H01112P1 90 LC02P01033P1 91 LC05P01355P1 92 LC05P01526P1 93 LC11P00019F1
08-04外购件日报表

名
2# 5# 9V
规
格
单价
1.50 2.00 3.60 0.30 5.50 1.00
单位
只 只 只 个 只 把 个 个 只 只 只 只 个 张 把 把 把 把 只 本 付 只 包 瓶 只 个 捆 kg 双 双 双 包 把 套
安全库 上月结 存 存
19 6 5 8 19 2 16 4 9 10 1 2 1 3 2 5 8 1 4 2 30 13 15 1 1 5 4 7 1 10 1 14 8 3 1 2 194 154 50 10 50 82 16 94 54 4
26入库 26出库 27入库
24W 36W
1.00 1.50 7.00 15.00
切割片(小) 套筒扳手 螺丝刀 螺丝刀 美工刀 计数器 账本 胶手套 口罩 棉签 洗洁精 不锈钢手纸箱 水勺 碎布 白擦布 棉拖鞋 女式拖鞋 男式拖鞋 清洁抹布 鸡毛掸 吸尘嘴 套管 套管 针筒 针筒 针筒 针筒 烙铁架海绵
12.00 12.00 12.00 12.00 8.55 12.00 31.43 31.43 31.43
1.00 1461 92 1 2 25 4 2 1 4 8 1 5 1 14 9 1 1 7 2 1 17 37 20 20
1寸 1.5寸
0.50 0.80 90.00 8.00 7.00 1.00 2.30 4.00 9.00 0.60 23.00 3.50
M8 M10 12.9级螺丝 油接头 轴承 轴承 表笔 弹簧称 铁丝 柱套 油壶 打包机 打包扣 杠杆千分表 羊毛毡 名片册 墙壁五孔插座 螺纹环规4.5 螺纹塞规4.5 天拿水 点火棒 橡皮管 油管接头 MF47指针表 pt100传感器 k传感器 星形把手 斜口钳 高压油管 气弯头 铁锁 弯头 水龙头 内六角 灯泡 耳塞 红色热缩管 AD10波纹管 电线 PVC管 套筒 筛子 导柱 锯片 热电偶 400*8 ¢16*80 100*1.0 FF46-1 1/0.8 ¢30 ¢4 M4*6 3.8V 6" ¢16*3m M18*110 M16-M14 626 696
管理信息系统作业(0001)
管理信息系统作业信息管理系统作业班级:XXXXX姓名:XXXXXX学号:XXXXXXXXXXXX1.某仓库管理系统按以下步骤进行信息处理,试画出其数据流程图。
(1)保管员根据当日的出库单和入库单通过出库处理和入库处理分别将数据输入到“出库流水帐”和“入库流水帐”,并修改“库存台帐”。
(2)根据库存台帐由统计、打印程序输出库存日报表。
(3)需要查询库存时,可利用查询程序在输入查询条件后,到库存台帐去查询,显示查询结果。
结果修改修改统计入库单打印出库流水账F1库存日报表F4库存台账F3入库流水账F22. 某工厂成品库管理的业务过程如下,试画出其业务流程图。
成品库保管员按车间送来的入库单登记库存台帐。
发货时,发货员根据销售科送来的发货通知单将成品出库,并发货,同时填写三份出库单,其中一份交给成品库保管员,由他按此出库单登记库存台帐,出库单的另外两联分别送销售科和会计科。
某工厂成品库管理业务流程图如下:登记出库发货提供3. 某银行存储所存(取)款过程如下:储户将填好的存(取)单及存折送交分类处理处。
分类处理处按三种不同情况分别处理。
如果存折不符或存(取)单不合格,则将存折及存(取)单直接退还储户重新填写;如果是存款,则将存折及存款单送交存款处处理。
存款处理处取出底帐登记后,将存折退还给储户;如果是取款,则将存折及取款单送交取款处理处,该服务台取出底帐及现金,记帐后将存折与现金退给储户。
从而完成存(取)款处理过程。
试按此画出数据流程图。
某银行存储所存(取)款数据流程图,如下:存折退还存折存折及取款单记账存折与现金底 账4. 绘制取款过程的数据流程图。
储户将填好的取款单及存折交储蓄所,经查对储户帐,将不合格的存折和取款单退回储户,合格的存折和取款单被送交取款处理,处理时要修改储户帐,并将存折、利息和现金交储户,同时将取款单存档。
某银行存储所取款数据流程图,如下 不合格的存折及取款单退回查对合格的存折修改 及取款单储户账存折、利息、现金取款单5. 某课题组对某公司工资管理系统进行调查,得到工资发放过程及有关表格如下:公司每月末发放工资,发放前的工资处理过程是每月20日到23日由财务科根据已存档的上月工资发放清单和人事科送来的人员及工资变动表填写本月工资发放清单中的前四项(即姓名、基本工资、津贴、扣房费)。
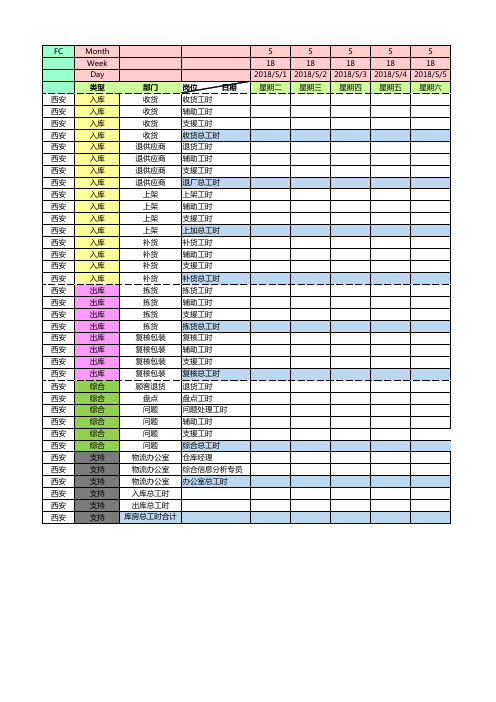
仓储运营日报表
6 25 2018/6/19 星期二
6 25 2018/6/20 星期三
6 25 2018/6/21 星期四
6 25 2018/6/22 星期五
6 25 2018/6/23 星期六
பைடு நூலகம்
6 25 2018/6/24 星期日
6 26 2018/6/25 星期一
6 26 2018/6/26 星期二
6 26 2018/6/27 星期三
部门
岗位
日期
收货
收货工时
收货
辅助工时
收货
支援工时
收货
收货总工时
退供应商 退货工时
退供应商 辅助工时
退供应商 支援工时
退供应商 退厂总工时
上架
上架工时
上架
辅助工时
上架
支援工时
上架
上加总工时
补货
补货工时
补货
辅助工时
补货
支援工时
补货
补货总工时
拣货
拣货工时
拣货
辅助工时
拣货
支援工时
拣货
拣货总工时
复核包装 复核工时
5 19 2018/5/12 星期六
5 19 2018/5/13 星期日
5 20 2018/5/14 星期一
5 20 2018/5/15 星期二
5 20 2018/5/16 星期三
5 20 2018/5/17 星期四 16
5 20 2018/5/18 星期五
5 20 2018/5/19 星期六 32
6 26 2018/6/28 星期四
6 26 2018/6/29 星期五
6 26 2018/6/30 星期六
FC
西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安 西安
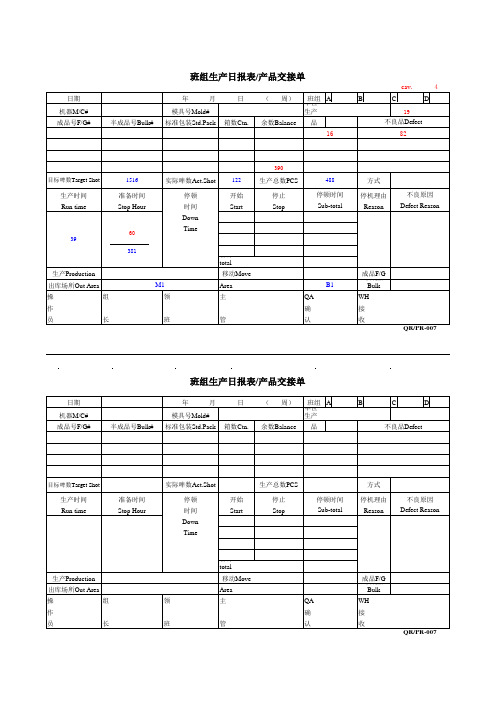
注塑指导班组生产日报表 产品交接单
单班位组 A 生QA产样
品
B
C
D
不良品Defect
目标啤数Target Shot 生产时间 Run time
准备时间 Stop Hour
实际啤数Act.Shot
停顿 时间 Down Time
开始 Start
生产总数PCS 停止 Stop
停顿时间 Sub-total
方式 停机理由
Reason
不良原因 Defect Reason
生产Production
出库场所Out Area
操
组
作
员
长
合计Subtotal
入移库动场M所ovIen Area
领
主
班
管
成半品成F品/G Bulk
QA
WH
确
接
认
收
QR/PR-007
日期 机器M/C# 成品号F/G#
班组生产日报表/产品交接单
半成品号Bulk#
年
月
日
模具号Mold# 标准包装Std.Pack 箱数Ctn.
( 周) 余数Balance
单班位组 A 生QA产样
品
16
cav.
4
B
C
D
19 不良品Defect
82
390
目标啤数Target Shot
1516
实际啤数Act.Shot
122
生产总数PCS
488
生产时间 Run time
39
准备时间 Stop Hour
60 381
停顿 时间 Down Time
生产Production
出库场所Out Area
操
组
销售量报表的编制与审批

销售量报表的编制与审批
洗煤厂财务部销售部
开始
根据前一日发货计量单编
制出库日报表,当日报送
部门负责人并在NC平台提交出库日报表
出库日报表否否
审核是审核
是
每日编制销售量报表上报
销售部经理,分管销售部副
总,财务总监,公司总经理
每周编制销售量报表上报
销售部经理,分管销售部副
总,财务总监,公司总经理,
公司董事长
每月末由销售部将本月销
售的整体情况编写成月自
查报告上报销售部经理分
管销售部副总,财务总监,
公司总经理,公司董事长
以及总公司的生产经营部
的总经理
结束。
仓库成品出库流程
库房成品出库流程一、成品入库流程1.1 车间包装完成后,拉包工核对订单后,按实质数量开具《车间交货送货单》,若整单未完成,有欠数的,须在单据上注明“此单共多少,还欠多少”。
2.1 拉包工带上《车间交货送货单》,将实物拉到成品库,一般情况按规定地域摆放,特别情况摆不下的可摆入其他地域。
2.2 摆放必定遵守规则,零头要放在最上面,且做好表记。
3.1依照实质放置的库位号,在《车间交货送货单》备注栏注明。
3.2 撕一联放在成品库仓管指定地址,保证夹好,防范丢掉。
4.1 成品仓管员在 4:30 前必定依照《车间交货送货单》核对清楚已入库产品。
4.2 对于急需出库的,应优先核对、开单,对未入库的绝不一样意先出库再补入库。
5.1 成品仓管员将《车间交货送货单》转录单员开具《成品入库单》。
6.1 拉包工在下班前半小时内带留底《车间交货送货单》到成品库核对《成品入库单》无误签字领回 ;6.2下班前半小时内入库的,成品仓管员应马上核对,马上开单。
夜晚需加班入库的,应提前通知仓管员留守;6.3 核对有异常的,应马上查明清楚。
7.1 对无疑问且已入库后的产品,方可安排出库。
二、成品出库流程( 成品出库流程图在帖子下方的附件中)1.1 发货员依照〈发货通知单〉、〈成品日报表〉、销售部紧急发货信息、车辆运输能力等综合解析,当天下午拟订出次日上午的〈发货核对单〉,上午则拟订下午的〈发货核对单〉。
2.1 〈发货核对单〉一式三联,一联给司机、一联给成品库房、一联发货员自留 ;3.1 司机与仓管员各执一份〈发货核对单〉到现场确认,如欠货、欠数等,应并在〈发货核对单〉上做好表记 ;4.1 司机与跟车员,按核对好的〈发货核对单〉与实物,领取实物并装车 ;4.2 仓管员督查领货过程,保证数量正确。
5.1 成品库仓管员核对《发货核对单》与实质发货情况,并在《发货核对单》上注明后签字。
6.1 录单员收到司机传达的《发货核对单》后,先核对有无仓管员的签字,或备注内容。