弯曲模复习题答案
汽车维修钣金工中级(弯曲与弯曲模、压延成型)模拟试卷1(题后含
汽车维修钣金工中级(弯曲与弯曲模、压延成型)模拟试卷1(题后含答案及解析)题型有:1. 填空题 2. 判断题请判断下列各题正误。
3. 单项选择题 4. 简答题填空题请完成下列各题,在各题的空处填入恰当的答案。
1.对窄的板料(宽度小于三倍板厚时)弯曲时,其弯曲变形呈__________应力状态。
正确答案:平面涉及知识点:弯曲与弯曲模2.零件在弯曲过程中__________弯曲半径不能小于最小弯曲半径。
正确答案:内边涉及知识点:弯曲与弯曲模3.闸压床设备除了成型直线零件弯曲外,还可进行__________、闸压带曲度的零件等。
正确答案:冲孔涉及知识点:弯曲与弯曲模4.管子中心层的弯曲半径R与管子外径D之比,称之为__________。
正确答案:相对弯曲半径R/D 涉及知识点:弯曲与弯曲模5.卷板件产生锥形是由于上轴辊的反压力太大引起的。
( )A.正确B.错误正确答案:B 涉及知识点:弯曲与弯曲模6.弯管时管材两端的木塞应留有气孔。
( )A.正确B.错误正确答案:A 涉及知识点:弯曲与弯曲模7.零件卷弯头、尾两端的直线段是不对称三轴辊机所导致。
( ) A.正确B.错误正确答案:B 涉及知识点:弯曲与弯曲模8.卷弯原理的实质是连续不断的压弯。
( )A.正确B.错误正确答案:A 涉及知识点:弯曲与弯曲模9.闸压床压弯零件的步骤是由一边向另一边依次弯曲成型。
( ) A.正确B.错误正确答案:B 涉及知识点:弯曲与弯曲模10.管材在外力作用下弯曲时,中性层外层材料受到拉应力使管壁减薄。
( )A.正确B.错误正确答案:A 涉及知识点:弯曲与弯曲模11.V型弯曲模的间隙不是靠调整闸压机的闭合高度来控制的。
( ) A.正确B.错误正确答案:B 涉及知识点:弯曲与弯曲模12.制定车身覆盖件压延工艺时,必须为后续工序设计良好的定位形式。
( )A.正确B.错误正确答案:A 涉及知识点:压延成型13.车身覆盖件由于轮廓尺寸较大,因此应多次压延。
弯曲复习
弯曲部分复习题一、填空题1 、将板料、型材、管材或棒料等弯成一定角度、一定曲率,形成一定形状的零件的冲压方法称为弯曲。
2 、弯曲变形区内应变等于零的金属层称为应变中性层。
3 、弯曲时,用相对弯曲半径表示板料弯曲变形程度,不致使材料破坏的弯曲极限半径称最小弯曲半径。
4、最小弯曲半径的影响因素有材料的力学性能、弯曲线方向、材料的热处理状况、弯曲中心角。
5、材料的塑性越好,塑性变形的稳定性越强,许可的最小弯曲半径就越小。
6 、在弯曲变形区内,内层纤维切向受压而缩短应变,外层纤维切向受受拉而伸长应变,而中性层则保持不变。
7 、板料塑性弯曲的变形特点是:( 1 )中性层内移( 2 )变形区板料的厚度变薄( 3 )变形区板料长度增加( 4 )对于细长的板料,纵向产生翘曲,对于窄板,剖面产生畸变。
8 、弯曲时,当外载荷去除后,塑性变形保留下来,而弹性变形会完全消失,使弯曲件的形状和尺寸发生变化而与模具尺才不一致,这种现象叫回弹。
其表现形式有 _ 曲率减小、弯曲中心角减小两个方面。
9 、影响回弹的因素有:( 1)材料的力学性能( 2)变形程度( 3)弯曲中心角( 4)弯曲方式及弯曲模( 5)冲件的形状。
10 、弯曲变形程度用 r / t来表示。
弯曲变形程度越大,回弹愈小,弯曲变形程度越小,回弹愈大。
11 、在实际生产中,要完全消除弯曲件的回弹是不可能的,常采取改进弯曲件的设计,采取适当的弯曲工艺,合理设计弯曲模等措施来减少或补偿回弹产生的误差,以提高弯曲件的精度。
12、弯曲件的工艺性是指弯曲件的形状、尺寸、精度、材料以及技术要求等是否符合弯曲加工的工艺要求。
13 、当弯曲件几何形状不对称时,为了避免压弯时坯料偏移,应尽量成对弯曲的工艺。
14 、弯曲时,为了防止出现偏移,可采用压料和定位两种方法解决。
二、判断题(正确的打√,错误的打×)1 、弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为相对弯曲半径。
第9章弯曲应力与弯曲变形习题解答
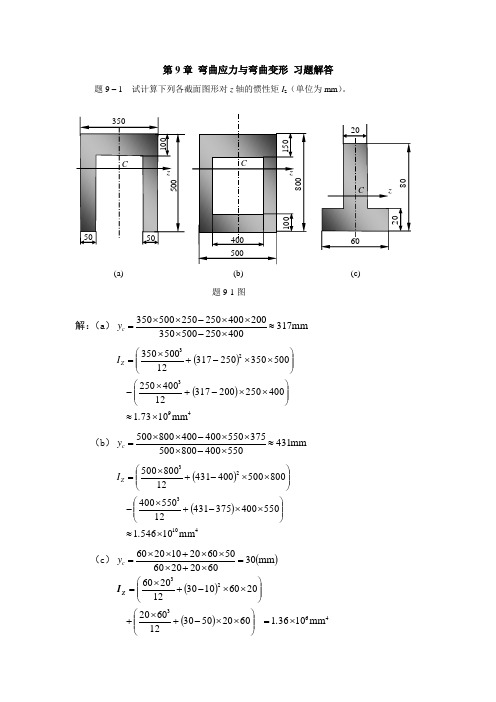
第9章 弯曲应力与弯曲变形 习题解答题9 – 1 试计算下列各截面图形对z 轴的惯性矩I z (单位为mm )。
解:(a )mm 317400250500350200400250250500350≈⨯-⨯⨯⨯-⨯⨯=c y()()49323mm 107314002502003171240025050035025031712500350⨯≈⎪⎪⎭⎫ ⎝⎛⨯⨯-+⨯-⎪⎪⎭⎫ ⎝⎛⨯⨯-+⨯=.I Z (b )mm 431550400800500375550400400800500≈⨯-⨯⨯⨯-⨯⨯=c y()()410323mm 1054615504003754311255040080050040043112800500⨯≈⎪⎪⎭⎫ ⎝⎛⨯⨯-+⨯-⎪⎪⎭⎫ ⎝⎛⨯⨯-+⨯=.I Z (c )()mm 3060202060506020102060=⨯+⨯⨯⨯+⨯⨯=c y()()46323mm103616020503012602020601030122060⨯=⎪⎪⎭⎫ ⎝⎛⨯⨯-+⨯+⎪⎪⎭⎫ ⎝⎛⨯⨯-+⨯=.Z I(a) (b) (c)题9-1图题9–2 悬臂梁受力及截面尺寸如图所示。
设q = 60kN/m ,F = 100kN 。
试求(1)梁1– 1截面上A 、B 两点的正应力。
(2)整个梁横截面上的最大正应力和最大切应力。
解:(1)求支反力kN 220100260=+⨯=A F (↑)m kN 32021001260⋅=⨯+⨯⨯=A M ( ) (2)画F S 、M 图(3)求1-1截面上A 、B 两点的正应力 m kN 1305016011001⋅=⨯⨯+⨯=.MF MA 点:MPa 254Pa 1025412150100550101306331=⨯≈⨯⨯⨯==...I y M zA t σB 点:MPa 162Pa 107816112150100*********331=⨯≈⨯⨯⨯==....I y M σzB c (4)求最大正应力和最大切应力MPa 853Pa 10385361501010320623max max =⨯≈⨯⨯==...W M σzMPa 22Pa 10221501010220232363max =⨯≈⨯⨯⋅=⋅=..A F τS 题9 - 3 简支梁受力如图所示。
习题答案:第4章弯曲工艺及弯曲模具设计

第四章弯曲工艺及弯曲模具设计一、填空题(每空1分,共分)1.将各种金属坯料沿直线弯成一定角度和曲率,从而得到一定形状和零件尺寸的冲压工序称为弯曲。
(4-1)2.窄板弯曲后其横截面呈扇形形状。
(4-1)3.在弯曲变形区内,内缘金属切向受压而缩短,外缘金属切向受拉而伸长,中性层则保持不变。
(4-1)4.弯曲时外侧材料受拉伸,当外侧的拉伸应力超过材料的抗拉强度以后,在板料的外侧将产生裂纹,此中现象称为弯裂。
(4-2)5.在外荷作用下,材料产生塑性变形的同时,伴随弹性变形,当外荷去掉以后,弹性变形恢复,使制件的形状和尺寸都发生了变化,这种现象称为回弹。
(4-2)6.在弯曲过程中,坯料沿凹模边缘滑动时受到摩擦阻力的作用,当坯料各边受到摩擦阻力不等时,坯料会沿其长度方向产生滑移,从而使弯曲后的零件两直边长度不符合图样要求,这种现象称之为偏移。
(4-2)7.最小弯曲半径的影响因素有材料力学性能、弯曲线的方向、材料热处理状况、弯曲中心角。
(4-2)8.轧制钢板具有纤维组织,平行于纤维方向的塑性指标高于垂直于纤维方向的塑性指标。
(4-2)9.为了提高弯曲极限变形程度,对于经冷变形硬化的材料,可采用热处理以恢复塑性。
(4-2)10.为了提高弯曲极限变形程度,对于侧面毛刺大的工件,应先去毛刺,当毛刺较小时,也可以使毛刺的一面处于弯曲受压的内缘,以免产生应力集中而开裂。
(4-2)11.弯曲时,为防止出现偏移,可采用压料和定位两种方法解决。
(4-2)12.弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为最小弯曲半径。
(4-2)13.弯曲变形的回弹现象的表现形式有曲率减小、弯曲中心角减小两个方面。
(4-2)14.在弯曲工艺方面,减小回弹最适当的措施是采用校正弯曲。
(4-3)15.常见的弯曲模类型有:单工序弯曲模、级进弯曲模、复合弯曲模、通用弯曲模。
(4-6)16.对于小批量生产和试制生产的弯曲件,因为生产量小,品种多,尺寸经常改变,采用常用的弯曲模成本高,周期长,采用手工时强度大,精度不易保证,所有生产中常采用通用弯曲模。
材料力学弯曲变形答案
第一章 绪论一、是非判断题1.1 材料力学的研究方法与理论力学的研究方法完全相同。
( ) 1.2 内力只作用在杆件截面的形心处。
( ) 1.3 杆件某截面上的内力是该截面上应力的代数和。
( ) 1.4 确定截面内力的截面法,适用于不论等截面或变截面、直杆或曲杆、基本变形或组合变形、横截面或任意截面的普遍情况。
( ) 1.5 根据各向同性假设,可认为材料的弹性常数在各方向都相同。
( ) 1.6 根据均匀性假设,可认为构件的弹性常数在各点处都相同。
( ) 1.7 同一截面上正应力ζ与切应力η必相互垂直。
( ) 1.8 同一截面上各点的正应力ζ必定大小相等,方向相同。
( ) 1.9 同一截面上各点的切应力η必相互平行。
( ) 1.10 应变分为正应变ε和切应变γ。
( ) 1.11 应变为无量纲量。
( ) 1.12 若物体各部分均无变形,则物体内各点的应变均为零。
( ) 1.13 若物体内各点的应变均为零,则物体无位移。
( ) 1.14 平衡状态弹性体的任意部分的内力都与外力保持平衡。
( )1.15 题1.15图所示结构中,AD 杆发生的变形为弯曲与压缩的组合变形。
( )1.16 题1.16图所示结构中,AB 杆将发生弯曲与压缩的组合变形。
( )二、填空题1.1 材料力学主要研究 受力后发生的 ,以及由此产生的 。
1.2 拉伸或压缩的受力特征是 ,变形特征是 。
1.3 剪切的受力特征是 ,变形特征是 。
1.4 扭转的受力特征是 ,变形特征是 。
B题1.15图题1.16图1.5 弯曲的受力特征是 ,变形特征是 。
1.6 组合受力与变形是指 。
1.7 构件的承载能力包括 , 和 三个方面。
1.8 所谓 ,是指材料或构件抵抗破坏的能力。
所谓 ,是指构件抵抗变形的能力。
所谓 ,是指材料或构件保持其原有平衡形式的能力。
1.9 根据固体材料的性能作如下三个基本假设 , , 。
弯曲模复习题答案

第三章弯曲工艺及弯曲模具设计复习题答案一、填空题1.将板料、型材、管材或棒料等弯成一定角度、一定曲率,形成一定形状的零件的冲压方法称为弯曲。
2.弯曲变形区内应变等于零的金属层称为应变中性层。
3.窄板弯曲后起横截面呈扇形状。
窄板弯曲时的应变状态是立体的,而应力状态是平面。
4.弯曲终了时,变形区内圆弧部分所对的圆心角称为弯曲中心角。
5.弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为最小弯曲半径。
6.弯曲时,用相对弯曲半径表示板料弯曲变形程度,不致使材料破坏的弯曲极限半径称最小弯曲半径。
7.最小弯曲半径的影响因素有材料的力学性能、弯曲线方向、材料的热处理状况、弯曲中心角。
8.材料的塑性越好,塑性变形的稳定性越强,许可的最小弯曲半径就越小。
9.板料表面和侧面的质量差时,容易造成应力集中并降低塑性变形的稳定性,使材料过早破坏。
对于冲裁或剪切坯料,若未经退火,由于切断面存在冷变形硬化层,就会使材料塑性降低,在上述情况下均应选用较大的弯曲半径。
轧制钢板具有纤维组织,顺纤维方向的塑性指标高于垂直于纤维方向的塑性指标。
10.为了提高弯曲极限变形程度,对于经冷变形硬化的材料,可采用热处理以恢复塑性。
11.为了提高弯曲极限变形程度,对于侧面毛刺大的工件,应先去毛刺;当毛刺较小时,也可以使有毛刺的一面处于弯曲受压的内缘(或朝向弯曲凸模),以免产生应力集中而开裂。
12.为了提高弯曲极限变形程度,对于厚料,如果结构允许,可以采用先在弯角内侧开槽后,再弯曲的工艺,如果结构不允许,则采用加热弯曲或拉弯的工艺。
13.在弯曲变形区内,内层纤维切向受压而缩短应变,外层纤维切向受受拉而伸长应变,而中性层则保持不变。
14.板料塑性弯曲的变形特点是:(1)中性层内移。
(2)变形区板料的厚度变薄。
(3)变形区板料长度增加。
(4)对于细长的板料,纵向产生翘曲,对于窄板,剖面产生畸变。
15.弯曲时,当外载荷去除后,塑性变形保留下来,而弹性变形会完全消失,使弯曲件的形状和尺寸发生变化而与模具尺才不一致,这种现象叫回弹。
弯曲工艺和弯曲模具设计复习题答案

第三章弯曲工艺及弯曲模具设计复习题答案一、填空题1 、将板料、型材、管材或棒料等弯成一定角度、一定曲率 . 形成一定形状的零件的冲压方法称为弯曲。
2 、弯曲变形区内应变等于零的金属层称为应变中性层。
3 、窄板弯曲后起横截面呈扇形状。
窄板弯曲时的应变状态是立体的.而应力状态是平面。
4 、弯曲终了时. 变形区内圆弧部分所对的圆心角称为弯曲中心角。
5 、弯曲时.板料的最外层纤维濒于拉裂时的弯曲半径称为最小弯曲半径。
6 、弯曲时.用相对弯曲半径表示板料弯曲变形程度.不致使材料破坏的弯曲极限半径称最小弯曲半径。
7、最小弯曲半径的影响因素有材料的力学性能、弯曲线方向、材料的热处理状况、弯曲中心角。
8 、材料的塑性越好.塑性变形的稳定性越强.许可的最小弯曲半径就越小。
9 、板料表面和侧面的质量差时.容易造成应力集中并降低塑性变形的稳定性 .使材料过早破坏。
对于冲裁或剪切坯料.若未经退火.由于切断面存在冷变形硬化层.就会使材料塑性降低 .在上述情况下均应选用较大的弯曲半径。
轧制钢板具有纤维组织. 顺纤维方向的塑性指标高于垂直于纤维方向的塑性指标。
10 、为了提高弯曲极限变形程度.对于经冷变形硬化的材料.可采用热处理以恢复塑性。
11 、为了提高弯曲极限变形程度.对于侧面毛刺大的工件.应先去毛刺;当毛刺较小时.也可以使有毛刺的一面处于弯曲受压的内缘(或朝向弯曲凸模) .以免产生应力集中而开裂。
12 、为了提高弯曲极限变形程度.对于厚料.如果结构允许.可以采用先在弯角内侧开槽后.再弯曲的工艺.如果结构不允许.则采用加热弯曲或拉弯的工艺。
13 、在弯曲变形区内.内层纤维切向受压而缩短应变.外层纤维切向受受拉而伸长应变.而中性层则保持不变。
14 、板料塑性弯曲的变形特点是:( 1 )中性层内移( 2 )变形区板料的厚度变薄( 3 )变形区板料长度增加( 4 )对于细长的板料.纵向产生翘曲.对于窄板.剖面产生畸变。
15 、弯曲时.当外载荷去除后.塑性变形保留下来 .而弹性变形会完全消失 .使弯曲件的形状和尺寸发生变化而与模具尺才不一致 .这种现象叫回弹。
测试题-弯曲变形(答案)
班级:学号:姓名:《工程力学》弯曲变形测试题一、判断题(每小题2分,共20分)1、梁弯曲变形后,最大转角和最大挠度是同一截面。
(×)2、不同材料制成的梁,若截面尺寸和形状完全相同,长度及受力情况也相同,那么这两根梁弯曲变形时,最大挠度值相同。
(×)3、EI是梁的抗弯刚度,提高它的最有效、最合理的方法是改用更好的材料。
(×)4、梁的挠曲线方程随弯矩方程的分段而分段,只要梁不具有中间铰,则梁的挠曲线仍然是一条光滑、连续的曲线。
(√)5、梁弯曲后,梁某点的曲率半径和该点所在横截面位置无关。
(×)6、梁上有两个载荷,梁的变形与两个载荷加载次序无关。
(√ )7、一般情况下,梁的挠度和转角都要求不超过许用值。
(√ )8、在铰支座处,挠度和转角均等于零。
(×)9、绘制挠曲线的大致形状,既要根据梁的弯矩图,也要考虑梁的支撑条件。
(√ )10、弯矩突变的截面转角也有突变。
(×)二、单项选择题(每小题2分,共20分)1、梁的挠度是(B )。
A. 横截面上任一点沿梁轴方向的位移B. 横截面形心沿垂直梁轴方向的位移C. 横截面形心沿梁轴方向的线位移D. 横截面形心的位移2、在下列关于挠度、转角正负号的概念中,(C)是正确的。
A. 转角的正负号与坐标系有关,挠度的正负号与坐标系无关B. 转角的正负号与坐标系无关,挠度的正负号与坐标系有关C. 转角和挠度的正负号均与坐标系有关D. 转角和挠度的正负号均与坐标系无关3、挠曲线近似微分方程在(D )条件下成立。
A. 梁的变形属于小变形 B .材料服从胡克定律C. 挠曲线在xoy平面内D. 同时满足A、B、C4、等截面直梁在弯曲变形时,挠曲线的最大曲率发生在(D )处。
A. 挠度最大B. 转角最大C. 剪力最大D. 弯矩最大5、应用叠加原理求梁横截面的挠度、转角时,需要满足的条件有(C )A. 梁必须是等截面的B. 梁必须是静定的C. 变形必须是小变形;D. 梁的弯曲必须是平面弯曲6、两简支梁,一根为钢、一根为铜,已知它们的抗弯刚度相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章弯曲工艺及弯曲模具设计复习题答案一、填空题1.将板料、型材、管材或棒料等弯成一定角度、一定曲率,形成一定形状的零件的冲压方法称为弯曲。
2.弯曲变形区内应变等于零的金属层称为应变中性层。
3.窄板弯曲后起横截面呈扇形状。
窄板弯曲时的应变状态是立体的,而应力状态是平面。
4.弯曲终了时,变形区内圆弧部分所对的圆心角称为弯曲中心角。
5.弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为最小弯曲半径。
6.弯曲时,用相对弯曲半径表示板料弯曲变形程度,不致使材料破坏的弯曲极限半径称最小弯曲半径。
7.最小弯曲半径的影响因素有材料的力学性能、弯曲线方向、材料的热处理状况、弯曲中心角。
8.材料的塑性越好,塑性变形的稳定性越强,许可的最小弯曲半径就越小。
9.板料表面和侧面的质量差时,容易造成应力集中并降低塑性变形的稳定性,使材料过早破坏。
对于冲裁或剪切坯料,若未经退火,由于切断面存在冷变形硬化层,就会使材料塑性降低,在上述情况下均应选用较大的弯曲半径。
轧制钢板具有纤维组织,顺纤维方向的塑性指标高于垂直于纤维方向的塑性指标。
10.为了提高弯曲极限变形程度,对于经冷变形硬化的材料,可采用热处理以恢复塑性。
11.为了提高弯曲极限变形程度,对于侧面毛刺大的工件,应先去毛刺;当毛刺较小时,也可以使有毛刺的一面处于弯曲受压的内缘(或朝向弯曲凸模),以免产生应力集中而开裂。
12.为了提高弯曲极限变形程度,对于厚料,如果结构允许,可以采用先在弯角内侧开槽后,再弯曲的工艺,如果结构不允许,则采用加热弯曲或拉弯的工艺。
13.在弯曲变形区内,内层纤维切向受压而缩短应变,外层纤维切向受受拉而伸长应变,而中性层则保持不变。
14.板料塑性弯曲的变形特点是:(1)中性层内移。
(2)变形区板料的厚度变薄。
(3)变形区板料长度增加。
(4)对于细长的板料,纵向产生翘曲,对于窄板,剖面产生畸变。
15.弯曲时,当外载荷去除后,塑性变形保留下来,而弹性变形会完全消失,使弯曲件的形状和尺寸发生变化而与模具尺才不一致,这种现象叫回弹。
其表现形式有_曲率减小、弯曲中心角减小两个方面。
16.相对弯曲半径r╱t越大,则回弹量越大。
17.影响回弹的因素有:(1)材料的力学性能。
(2)变形程度。
(3)弯曲中心角。
(4)弯曲方式及弯曲模。
(5)冲件的形状。
18.弯曲变形程度用r/t 来表示。
弯曲变形程度越大,回弹愈小,弯曲变形程度越小,回弹愈大。
19.在实际生产中,要完全消除弯曲件的回弹是不可能的,常采取改进弯曲件的设计,采取适当的弯曲工艺,合理设计弯曲模等措施来减少或补偿回弹产生的误差,以提高弯曲件的精度。
20.改进弯曲件的设计,减少回弹的具体措施有:(1)尽量避免选用过大的相对弯曲半径(2)尽量选用σS/E小,力学性能稳定和板料厚度波动小的材料。
21.在弯曲工艺方面,减小回弹最适当的措施是采用校正弯曲。
22.为了减小回弹,在设计弯曲模时,对于软材料(如10钢,Q235,H62等)其回弹角小于5°,可采用在弯曲模上作出补偿角、并取小的凸模、凹模间隙的方法。
对于较硬的材料(如45钢,50钢,Q275等),为了减小回弹,设计弯曲模时,可根据回弹值对模具工作部分的形状和尺寸进行修正。
23.当弯曲件的弯曲半径r>0.5t时,坯料总长度应按中性层展开原理计算,即L=L1+L2+πα(r+xt)/180°。
24.弯曲件的工艺性是指弯曲件的形状、尺寸、精度、材料以及技术要求等是否符合弯曲加工的工艺要求。
25.弯曲件需多次弯曲时,弯曲次序一般是先弯外角,后弯内角;前次弯曲应考虑后次弯曲有可靠的定位,后次弯曲不能影响前次以成形的形状。
26.当弯曲件几何形状不对称时,为了避免压弯时坯料偏移,应尽量成对弯曲的工艺。
27.对于批量大而尺寸小的弯曲件,为了使操作方便、定位准确可靠和提高生产率,应尽量采用级进模或复合模。
28.弯曲时,为了防止出现偏移,可采用压料和定位两种方法解决。
29.弯曲模结构设计时,应注意模具结构应能保证坯料在弯曲时转动和移动。
30.对于弯曲高度不大或要求两边平直的U形件,设计弯曲模时,其凹模深度应大于零件的高度。
31.对于U形件弯曲模,应当选择合适的间隙,间隙过小,会使工件弯边厚度变薄,降低凹模寿命,增大弯曲力;间隙过大,则回弹大,降低工件的精度。
二、判断题(正确的打√,错误的打×)1.自由弯曲终了时,凸、凹模对弯曲件进行了校正。
(×)2.从应力状态来看,窄板弯曲时的应力状态是平面的,而宽板弯曲时的应力状态则是立体的。
(∨)3.窄板弯曲时的应变状态是平面的,而宽板弯曲时的应变状态则是立体的。
(×)4.板料的弯曲半径与其厚度的比值称为最小弯曲半径。
(×)5.弯曲件两直边之间的夹角称为弯曲中心角。
(×)6.对于宽板弯曲,由于宽度方向没有变形,因而变形区厚度的减薄必然导致长度的增加。
r/t愈大,增大量愈大。
(×)7.弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为相对弯曲半径。
(×)8.冲压弯曲件时,弯曲半径越小,则外层纤维的拉伸越大。
(∨)9.减少弯曲凸、凹模之间的间隙,增大弯曲力,可减少弯曲圆角处的塑性变形。
(×)10.采用压边装置或在模具上安装定位销,可解决毛坯在弯曲中的偏移问题。
(∨)11.塑性变形时,金属变形区内的径向应力在板料表面处达到最大值。
(∨)12.经冷作硬化的弯曲件,其允许变形程度较大。
(×)13.在弯曲变形区内,内缘金属的应力状态因受压而缩短,外缘金属受拉而伸长。
(∨)14.弯曲件的回弹主要是因为弯曲变形程度很大所致。
(×)15.一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作用愈大,则回弹就大。
(×)16.减小回弹的有效措施是采用校正弯曲代替自由弯曲。
(×)17.弯曲件的展开长度,就是弯曲件直边部分长度与弯曲部分的中性层长度之和。
(∨)18.当弯曲件的弯曲线与板料的纤维方向平行时,可具有较小的最小弯曲半径,相反,弯曲件的弯曲线与板料的纤维方向垂直时,其最小弯曲半径可大些。
(×)19.在弯曲r/t较小的弯曲件时,若工件有两个相互垂直的弯曲线,排样时可以不考虑纤维方向。
(×)三、选择题(将正确答案的序号填在题目的空缺处)1.表示板料弯曲变形程度大小的参数是___B_____。
A、y/ρB、r/tC、E/σS2.弯曲件在变形区的切向外侧部分____A____。
A、受拉应力B、受压应力C、不受力3.弯曲件在变形区内出现断面为扇形的是____B____。
A、宽板B、窄板C、薄板4.弯曲件的最小相对弯曲半径是限制弯曲件产生____C____。
A、变形B、回弹C、裂纹5.塑性弯曲时,由于变形区的曲率增大,以及金属各层之间的相互挤压作用,从而引起变形区内的径向压应力在板料表面____A____,由表及里逐渐____E____,应力至中性层处达到____C____。
A、达到最大B、达到最小C、等于零D、增大E、减小F、最大G、最小6.材料的塑性好,则反映了弯曲该冲件允许___B_____。
A、回弹量大B、变形程度大C、相对弯曲半径大7.为了避免弯裂,则弯曲线方向与材料纤维方向_____A___。
A、垂直B、平行C、重合8.为了提高弯曲极限变形程度,对于较厚材料的弯曲,常采用____B____。
A、清除毛刺后弯曲B、热处理后弯曲C、加热9.需要多次弯曲的弯曲件,弯曲的次序一般是____C____,前次弯曲后应考虑后次弯曲有可靠的定位,后次弯曲不能影响前次已成形的形状。
A、先弯中间部分,后弯两端B、先弯成V形,后弯成U形C、先弯两端,后弯中间部分10.为保证弯曲可靠进行,二次弯曲间应采用____C____处理。
A、淬火B、回火C、退火11.对塑性较差的材料弯曲,最好采用____C____的方法解决。
A、增大变形程度B、减小相对弯曲半径C、加热12.在进行弯曲模结构设计时,应注意模具结构能保证弯曲时上、下模之间水平方向的错移力____C____。
A、达到最大值B、等于零C、得到平衡13.材料____A____ ,则反映该材料弯曲时回弹小。
A、屈服强度小B、弹性模量小C、经冷作硬化14.相对弯曲半径r/t大,则表示该变形区中___B_____。
A、回弹减小B、弹性区域大C、塑性区域大15.弯曲件形状为____A____ ,则回弹量最小。
A、π形B、V形C、U形16.r/t较大时,弯曲模的凸模圆角半径___C_____制件圆角半径。
A、>B、=C、<17.弯曲件上压制出加强肋,用以____A____。
A、增加刚度B、增大回弹C、增加变形18.采用拉弯工艺进行弯曲,主要适用于____B____的弯曲件。
A、回弹小B、曲率半径大C、硬化大19.不对称的弯曲件,弯曲时应注意____B____。
A、防止回弹B、防止偏移C、防止弯裂20.弯曲件为____B____,无需考虑设计凸、凹模的间隙。
A、π形B、V形C、U形四、问答题1.弯曲变形的过程是怎样的?虽然各种弯曲件的形状及其使用的弯曲方式有所不同,但从其变形的过程和特点来看却有共同的规律。
其中的板料压弯工艺是弯曲变形中运用最多的一种,板料从平面弯曲成具有一定角度和形状,其变形过程是围绕着弯曲圆角区域展开的,所以弯曲件的圆角部分是弯曲变形的主要变形区。
弯曲变形的过程如图3-1所示。
将毛坯4放在凹模1上面的定位板2上面,如图(a)图3-1 弯曲变形过程所示,凸模3在压力机滑块的带动下向下运动,凸模就逐渐将平板毛坯向下压,板料受压产生弯曲变形。
随着凸模的不断下压,板料弯曲半径逐渐减小,如图(b)所示。
直到压力机滑块下降到下死点位置时,板料被紧紧地压在凸模、凹模之间,如图(c)所示。
这时,板料地内圆半径与凸模地圆角半径相同,弯曲变形结束。
2.弯曲变形有何特点?为了分析弯曲变形的特点,在弯曲毛坯的断面上画出间距相等的网格线,如图3-2所示,图(a)是弯曲变形前的网格,从图(b)弯曲变形后的网格变化,可以看出弯曲变形有如下特点:图3-2 弯曲变形的特点(1)、弯曲变形主要集中在弯曲圆角部分从图(b)中我们看到,弯曲变形后板料两端平直部分的网格没有发生变化,而圆角部分的网格由原来的方形变成了扇形网格,这就说明弯曲变形集中在圆角部分。
(2)、弯曲变形区存在一个变形中性层从对两图中的网格观察,明显的看见弯曲圆角部分的网格发生了显著的变化:靠近凸模一边的金属纤维层(a—a)因为受到压缩而缩短;靠近凹模一边的纤维层(b—b)因为受到拉伸而伸长。
也就是说,弯曲变形时变形区的纤维由内、外表面至板料中部,其缩短与伸长的程度逐渐变小。