齿轮材料及热处理
齿轮的材料及热处理
§11.2材料
钢制齿轮分为软齿面(齿面硬度HBS≤350)和硬齿面(齿面硬度HBS>350); 一对齿轮中,小齿轮的齿面硬度最好比大齿轮的高25~50HBS
2.铸钢 3.铸铁 4.非金属材料
要求:会查表 齿轮常用材料及力学性能见
表11-1
11.2.2 齿轮的热处理
齿轮常用材料的选择及其热处理工艺分析
齿轮常用材料的选择及其热处理工艺分析介绍了齿轮常用材料及典型齿轮的热处理工艺,结合常用齿轮材料的性能特点,总结了齿轮材料选用原则及热处理工艺与提高其承载能力以及延长使用寿命之间的关系,旨在通过理论来指导实践。
标签:齿轮材料;热处理;性能;承载能力引言齿轮作为传动系统中应用非常广泛的零件,在工作时,所受应力往往是非常复杂的,一是需要承受齿轮齿根部的循环往复的弯曲应力,二还要考虑接触应力以及齿面之间的相互接触所带来的不良影响,同时具有较强的摩擦齿面,齿轮啮合时,它会吸收一定量的冲击载荷。
齿轮使用过程应避免齿面磨损太多,甚至以断齿、疲劳点蚀形式失效。
合适的热处理工艺能提高齿轮的耐磨性、承载能力和使用寿命,热处理后的齿轮具有高的弯曲疲劳强度和接触疲劳强度(抗疲劳点蚀),齿面具有较高的硬度和耐磨性,齿轮心部具有足够的强度和韧性[1]。
齿轮材料的选择以及相关的热处理工艺无论是对于齿轮的质量,又或者是齿轮的使用性能都会产生很大的影响。
比较常用的热处理工艺包括:表面淬火、碳氮共渗、渗碳、渗氮、回火、正火等。
而对于齿轮材料的选择,锻钢、铸钢、铸铁、有色金属、非金属材料等都是非常理想的选择。
1 齿轮材料及热处理工艺1.1 锻钢根据齿面的软硬程度,钢制齿轮包括软齿面齿轮和硬齿面齿轮,它们之间的分界线是布氏硬度为350HBS的时候,大于350HBS为硬齿面,反之则是软齿面。
1.1.1 软齿面齿轮软尺面齿轮,工艺路线:锻造毛坯→正火→粗车→调质、精加工。
常用材料;45#、35SiMn、40Cr、40CrNi、40MnB等。
软齿面齿轮的特点:性能优良,齿面本身的硬度、强度都理想,齿心的韧性好;热处理后切齿精度可达8级;制造简单、经济、生产率高,对精度要求不高。
1.1.2 硬齿面齿轮(1)采用中碳钢时的加工工艺过程为:锻造毛坯→常化→粗切→调质→精切→高、中频淬火→低温回火→珩齿或研磨剂跑合、电火花跑合。
常用材料:45、40Cr、40CrNi。
齿轮材料选择及其热处理

齿轮材料选择及其热处理The document was finally revised on 2021齿轮材料选择及其热处理摘要:齿轮是轮缘上有齿能连续啮合传递运动和动力的机械元件,是能互相啮合的有齿的机械零件,是机械传动中应用最广泛的零件之一。
在齿轮的制造过程中,合理选择材料与热处理工艺,是提高承载能力和延长使用寿命的必要保证。
常用齿轮材料锻钢、铸钢、铸铁、有色金属、非金属材料等的选择及热处理工艺进行了分析。
关键词:齿轮材料热处理工艺一、齿轮结构:二、齿轮的分类:按其外形分为:圆柱齿轮、锥齿轮、非圆齿轮、、蜗杆蜗轮按齿线形状分为:直齿轮、斜齿轮、人字齿轮、曲线齿轮按轮齿所在的表面分为:外齿轮、内齿轮按制造方法可分为:铸造齿轮、切制齿轮、轧制齿轮、烧结齿轮三、常用齿轮材料及热处理工艺的选择:1)高承载能力的重要齿轮,如汽车、拖拉机、矿山机械及航空发动机等齿轮汽车、拖拉机等齿轮主要分装在变速箱和差速器中,推动汽车、拖拉机运行,所以传递功率、冲击力及摩擦压力都很大, 工作条件比较差。
因此在耐磨性、疲劳强度、心部强度和冲击韧性等方面的要求均比较高,因此选用渗碳钢经渗碳、淬火及低温回火后使用最为合适。
小模数齿轮一般采用20Cr和20CrMnTi,而较大模数齿轮采用30CrMnTi 钢。
工艺路线一般为:备料——锻造——正火——机械粗加工、半精加工——渗碳+ 淬火+ 低温回火——喷丸——校正——精加工2)中等承载能力的齿轮,主要用于切削机床齿轮机床齿轮大多用于齿轮箱,传递动力,改变运动速度和方向,工作条件相对较好,载荷不大,工作平稳无强烈冲击,转速也不高,属工作条件较好的齿轮。
因此,要求综合力学性能好,一般选用调质钢制造, 如40 钢、45 钢、40Cr、40SiMn 等。
工艺路线一般为:备料——锻造——正火——机械粗加工——调质——机械半精加工——高频感应淬火+ 低温回火——磨削3)较低承载能力的齿轮较低承载能力的齿轮一般选用中碳钢(40、45)或低合金中碳钢(40Cr、40Mn、40MnB等)制造,进行调质处理,调质后硬度约为200~300HB。
齿轮热处理工艺【详尽版】
一、工作条件以及材料与热处理要求1.条件: 低速、轻载又不受冲击要求: HT200 HT250 HT300 去应力退火2.条件: 低速(<1m/s)、轻载,如车床溜板齿轮等要求: 45 调质,HB200-2503.条件: 低速、中载,如标准系列减速器齿轮要求: 45 40Cr 40MnB (5042MnVB) 调质,HB220-2504.条件: 低速、重载、无冲击,如机床主轴箱齿轮要求: 40Cr(42MnVB) 淬火中温回火HRC40-455.条件: 中速、中载,无猛烈冲击,如机床主轴箱齿轮要求: 40Cr、40MnB、42MnVB 调质或正火,感应加热表面淬火,低温回火,时效,HRC50-556.条件: 中速、中载或低速、重载,如车床变速箱中的次要齿轮要求: 45 高频淬火,350-370℃回火,HRC40-45(无高频设备时,可采用快速加热齿面淬火)7.条件: 中速、重载要求: 40Cr、40MnB(40MnVB、42CrMo、40CrMnMo、40CrMnMoVBA)淬火,中温回火,HRC45-50.8.条件: 高速、轻载或高速、中载,有冲击的小齿轮要求: 15、20、20Cr、20MnVB渗碳,淬火,低温回火,HRC56-62.38CrAl38CrMoAl 渗氮,渗氮深度0.5mm,HV9009.条件: 高速、中载,无猛烈冲击,如机床主轴轮.要求: 40Cr、40MnB、(40MnVB)高频淬火,HRC50-55.10.条件: 高速、中载、有冲击、外形复杂和重要齿轮,如汽车变速箱齿轮(20CrMnTi淬透性较高,过热敏感性小,渗碳速度快,过渡层均匀,渗碳后直接淬火变形较小,正火后切削加工性良好,低温冲击韧性也较好)要求: 20Cr、20Mn2B、20MnVB渗碳,淬火,低温回火或渗碳后高频淬火,HRC56-62.18CrMnTi、20CrMnTi(锻造→正火→加工齿轮→局部镀同→渗碳、预冷淬火、低温回火→磨齿→喷丸)渗碳层深度1.2-1.6mm,齿轮硬度HRC58-60,心部硬度HRC25-35.表面:回火马氏体+残余奥氏体+碳化物.中心:索氏体+细珠光体11.条件: 高速、重载、有冲击、模数<5要求: 20Cr、20Mn2B 渗碳、淬火、低温回火,HRG56-62.12.条件: 高速、重载、或中载、模数>6,要求高强度、高耐磨性,如立车重要螺旋锥齿轮要求: 18CrMnTi、20SiMnVB 渗碳、淬火、低温回火,HRC56-6213.条件: 高速、重载、有冲击、外形复杂的重要齿轮,如高速柴油机、重型载重汽车,航空发动机等设备上的齿轮.要求: 12Cr2Ni4A、20Cr2Ni4A、18Cr2Ni4WA、20CrMnMoVBA(锻造→退火→粗加工→去应力→半精加工→渗碳→退火软化→淬火→冷处理→低温回火→精磨)渗碳层深度1.2-1.5mm,HRC59-62.14.条件: 载荷不高的大齿轮,如大型龙门刨齿轮要求: 50Mn2、50、65Mn 淬火,空冷,HB≤24115.条件: 低速、载荷不大,精密传动齿轮.要求: 35CrMO 淬火,低温回火,HRC45-5016.条件: 精密传动、有一定耐磨性大齿轮.要求: 35CrMo 调质,HB255-302.17.条件: 要求抗磨蚀性的计量泵齿轮.要求: 9Cr16Mo3VRE 沉淀硬化18.条件: 要求高耐磨性的鼓风机齿轮.要求: 45 调质,尿素盐浴软氮化.19.条件: 要求耐、保持间隙精度的25L油泵齿轮。
齿轮常用材料及热处理
齿轮常用材料及热处理
为了保证齿轮工作的可靠性,提高其使用寿命,齿轮的材料及其热处理应根据工作条件和材料的特点来选取。
对齿轮材料的基本要求是:应使齿面具有足够的硬度和耐磨性,齿心具有足够的韧性,以防止齿面的各种失效,同时应具有良好的冷、热加工的工艺性,以达到齿轮的各种技术要求。
常用的齿轮材料为各种牌号的优质碳素结构钢、合金结构钢、铸钢、铸铁和非金属材料等。
一般多采用锻件或轧制钢材。
当齿轮结构尺寸较大,轮坯不易锻造时,可采用铸钢;开式低速传动时,可采用灰铸铁或球墨铸铁、低速重载的齿轮易产生齿面塑性变形,轮齿也易折断,宜选用综合性能较好的钢材;高速齿轮易产生齿面点蚀,宜选用齿面硬度高的材料;受冲击载荷的齿轮,宜选用韧性好的材料。
对高速、轻载而又要求低噪声的齿轮传动,也可采用非金属材料、如夹布胶木、尼龙等。
常用的齿轮材料及其力学性能列于下表。
根据热处理后齿面硬度的不同,齿轮可分为软齿面齿轮(≤350HBS)和硬齿面齿轮(>350HBS)。
一般要求的齿轮传动可采用软齿面齿轮。
为了减小胶合的可能性,并使配对的大小齿轮寿命相当,通常使小齿轮齿面硬度比大齿轮齿面硬度高出30~
50HBS。
对于高速、重载或重要的齿轮传动,可采用硬齿面齿轮组合,齿面硬度可大致相同。
常用齿轮材料及其力学性能。
常用齿轮材料的选择及其热处理工艺总结
齿轮材料的选择及其热处理工艺1、齿轮材料的选择原则齿轮材料的种类很多,在选择时应考虑的因素也很多,下述几点可供选择材料时参考:1)齿轮材料必须满足工作条件的要求。
例如,用于飞行器上的齿轮,要满足质量小、传递功率大和可靠性高的要求,因此必须选择机械性能高的合金银;矿山机械中的齿轮传动,一般功率很大、工作速度较低、周围环境中粉尘含量极高,因此往往选择铸钢或铸铁等材料;家用及办公用机械的功率很小,但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正常工作,因此常选用工程塑料作为齿轮材料。
总之,工作条件的要求是选择齿轮材料时首先应考虑的因素。
2)应考虑齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺。
大尺寸的齿轮一般采用铸造毛坯,可选用铸钢或铸铁作为齿轮材料。
中等或中等以下尺寸要求较高的齿轮常选用锻造毛坯,可选择锻钢制作。
尺寸较小而又要求不高时,可选用圆钢作毛坯。
齿轮表面硬化的方法有:渗碳、氨化和表面淬火。
采用渗碳上艺时,应选用低碳钢或低碳含金钢作齿轮材料;氨化钢和调质钢能采用氮化工艺;采用表面淬火时,对材料没有特别的要求。
3)正火碳钢,不论毛坯的制作方法如何,只能用于制作在载荷平稳或轻度冲击下工作的齿轮,不能承受大的冲击载荷;调质碳钢可用于制作在中等冲击载荷下工作的齿轮。
4)合金钢常用于制作高速、重载并在冲击载荷下工作的齿轮。
5)飞行器中的齿轮传动,要求齿轮尺寸尽可能小,应采用表面硬化处理的高强度合金钢。
6)金属制的软齿面齿轮,配对两轮齿面的硬度差应保持为30〜50HBS或更多。
当小齿轮与大齿轮的齿面具有较大的硬度差(如小齿轮齿面为淬火并磨制,大齿轮齿面为常化或调质);且速度又较高时,较硬的小齿轮齿面对较软的大齿轮齿面会起较显著的冷作硬化效应,从而提高了大齿轮齿面的疲劳极限。
因此,当配对的两齿轮齿面具有较大的硬度差时,大齿轮的接触疲劳许用应力可提高约20%,但应注意硬度高的齿面,粗糙度值也要相应地减小。
常用齿轮材料选择及其热处理工艺
齿轮材料的选择及其热处理匸艺1、齿轮材料的选择原则齿轮材料的种类很多.在选择时应考虔的因素也很多.下述几点可供选择材料时参考:1)齿轮材料必皴满足工作条件的耍求•例如.用于飞行器上的齿轮.耍满足质址小.传递功率大和可靠性高的耍求.因此必须选择机械性能高的合佥银:旷山机械屮的齿轮传动.一般功率很大.匸作速度较低、删圉环境中粉尘含虽极高•因此往往选择铸钢或铸铁等材料:家用及办公用机械的功率很小.但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正當工作•因此常选用匸程塑料作为齿轮材料。
总Z.工作条件的耍求是选痒齿轮材料时首先应考虔的因素,2)应考應齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺,大尺寸的齿轮一般采用铸造毛坯.可选用铸钢或铸铁作为齿轮材料’屮等或屮等以下尺寸耍求较高的齿轮常选用锻造毛坯•可选择锻钢制作。
尺寸较小而又耍求不高时. 可选用閲钢作毛坯,齿轮表而玦化的方法有:渗碳.氨化和表面淬火。
采用渗碳上艺时.应选用低碳钢或低碳會金钢作齿轮材料:抵化钢和调质钢能采用氮化匸艺;采用表而淬火时.对材料没有特别的耍求,3)正火磯钢.不论毛坯的制作方法如何.只能用丁•制作在裁荷平稳或轻度冲击下I:作的齿轮.不能承受大的冲击載荷:调质碳钢可用于制作在中等冲击数荷下工作的齿轮.4)合金钢當用于制作高速、垂裁并在冲击拔荷下匸作的齿轮•5)飞行器中的齿轮传动•耍求齿轮尺寸尽可能小.应采用表面欣化处理的高强度合佥钢.6)金屈制的软齿面齿轮.配对两轮齿面的駛度差应保持为30〜50HBS或更多。
当小齿轮与大齿轮的齿而具有较大的玦度差(如小齿轮齿而为淬火并磨制.大齿轮齿而为常化或调质):且速度又较窩时.较锁的小齿轮齿面对较软的大齿轮齿而会起较眾茗的冷作谀化效应.从而捉高了大齿轮齿面的彼劳极限。
因此.肖配对的两齿轮齿而具有较大的硬度差时.大齿轮的接触疲劳许用应力可提高约20%.但应注总唤度高的齿而.粗糙度值也耍相应地减小。
齿轮材料选择及其热处理

齿轮材料选择及其热处理标准化工作室编码[XX968T-XX89628-XJ668-XT689N]齿轮材料选择及其热处理摘要:齿轮是轮缘上有齿能连续啮合传递运动和动力的机械元件,是能互相啮合的有齿的机械零件,是机械传动中应用最广泛的零件之一。
在齿轮的制造过程中,合理选择材料与热处理工艺,是提高承载能力和延长使用寿命的必要保证。
常用齿轮材料锻钢、铸钢、铸铁、有色金属、非金属材料等的选择及热处理工艺进行了分析。
关键词:齿轮材料热处理工艺一、齿轮结构:二、齿轮的分类:按其外形分为:圆柱齿轮、锥齿轮、非圆齿轮、、蜗杆蜗轮按齿线形状分为:直齿轮、斜齿轮、人字齿轮、曲线齿轮按轮齿所在的表面分为:外齿轮、内齿轮按制造方法可分为:铸造齿轮、切制齿轮、轧制齿轮、烧结齿轮三、常用齿轮材料及热处理工艺的选择:1)高承载能力的重要齿轮,如汽车、拖拉机、矿山机械及航空发动机等齿轮汽车、拖拉机等齿轮主要分装在变速箱和差速器中,推动汽车、拖拉机运行,所以传递功率、冲击力及摩擦压力都很大, 工作条件比较差。
因此在耐磨性、疲劳强度、心部强度和冲击韧性等方面的要求均比较高,因此选用渗碳钢经渗碳、淬火及低温回火后使用最为合适。
小模数齿轮一般采用20Cr和20CrMnTi,而较大模数齿轮采用30CrMnTi 钢。
工艺路线一般为:备料——锻造——正火——机械粗加工、半精加工——渗碳+ 淬火+ 低温回火——喷丸——校正——精加工2)中等承载能力的齿轮,主要用于切削机床齿轮机床齿轮大多用于齿轮箱,传递动力,改变运动速度和方向,工作条件相对较好,载荷不大,工作平稳无强烈冲击,转速也不高,属工作条件较好的齿轮。
因此,要求综合力学性能好,一般选用调质钢制造, 如40 钢、45 钢、40Cr、40SiMn 等。
工艺路线一般为:备料——锻造——正火——机械粗加工——调质——机械半精加工——高频感应淬火+ 低温回火——磨削3)较低承载能力的齿轮较低承载能力的齿轮一般选用中碳钢(40、45)或低合金中碳钢(40Cr、40Mn、40MnB等)制造,进行调质处理,调质后硬度约为200~300HB。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齿轮材料及热处理
常用的齿轮材料是各种牌号的优质碳素钢、合金结构钢、铸钢和铸铁等。
齿轮毛坯一般多采用锻件或轧制钢材,当齿轮较大(例如直径大于400~600mm)而轮坯不易锻造时,可采用铸钢;开式低速传动可采用灰铸铁;球墨铸铁有时可代替铸钢。
列出了常用的齿轮材料及其热处理后的硬度。
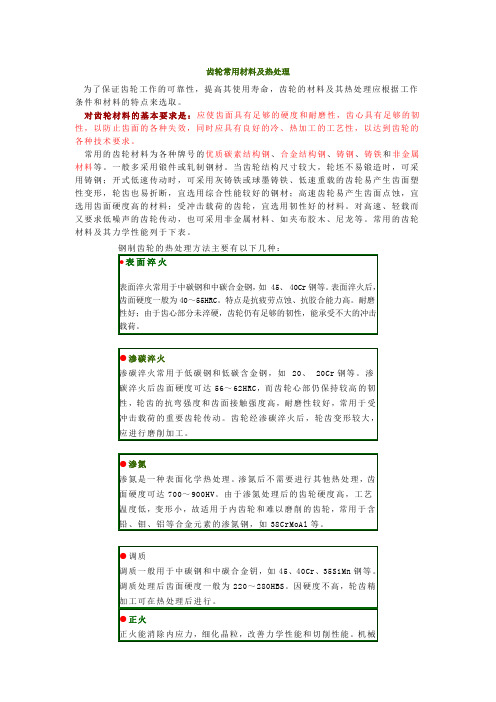
齿轮常用的热处理方法有以下几种:
1.表面淬火一般用于中碳钢和中碳合金钢,例如45钢、40Cr等。
表面淬火后轮齿变形不大,可在不磨齿的情况下达到7级精度,齿面硬度可达52~56HRC。
由于齿面接触强度高,耐磨性好,而齿芯部未淬硬仍有较高的韧性,故能承受一定的冲击载荷。
表面淬火的方法有高频淬火和火焰淬火等。
2.渗碳淬火渗碳钢为含碳量0.15%~0.25%的低碳钢和低碳合金钢,例如20、20Cr等。
渗碳淬火后齿面硬度可达56~62HRC,齿面接触强度高、耐磨性好,而齿芯部仍保持有较高的韧性,常用于受冲击载荷的重要齿轮传动。
通常渗碳淬火后变形较大,需要磨齿。
3.调质调质一般用于中碳钢和中碳合金钢。
例如45、40Cr、35SiMn等。
调质处理后齿面硬度一般为220~260HBS。
因硬度不高,故可在热处理以后精切齿形,且在使用中易于跑合。
4.正火正火能消除内应力、细化晶粒、改善力学性能和切削性能。
机械强度要求不高的齿轮可用中碳钢正火处理。
大直径的齿轮可用铸钢正火处理。
5.渗氮渗氮是一种化学热处理。
渗氮后不再进行其他热处理,齿面硬度可达60~62 HRC。
因氮化处理温度低,齿的变形小,因此适用于难以磨齿的场合(例如内齿轮)。
氮化层一般不厚且较脆,故不宜用于有冲击的场合。
常用的渗氮钢为38CrMoAlA。
上述五种热处理中,调质和正火后的齿面硬度较低(HBS≤350),为软齿面齿轮;其他三种的齿面硬度较高,为硬齿面齿轮。
软齿面工艺过程较简单,适用于一般传动。
当大小齿轮都是软齿面时,考虑到小齿轮齿根较薄,且受载次数较多,弯曲强度较低,一般应使小齿轮齿面硬度比大齿轮高20~50HBS。
硬齿面齿轮承载能力高,但需专门设备磨齿,常用于要求结构紧凑或生产批量大的齿轮。
常用的齿轮材料
类别牌号热处理硬度(HBS或HRC)
优质碳素钢
35正火150~180HBS
调质180~210HBS
表面淬火40~45HRC
45正火170~210HBS
调质210~230HBS
表面淬火43~48HRC
50正火180~220HBS
合金结构钢
40Cr调质240~285HBS
表面淬火52~56HRC
35SiMn调质220~260HBS
表面淬火40~45HRC
40MnB调质240~280HBS
20Cr渗碳淬火回火56~62HRC
20CrMnTi渗碳淬火回火56~62HRC
38CrMoAlA渗氮60HRC
铸钢ZG270-500正火140~170HBS ZG310-570正火160~200HBS
ZG340-640正火180~220HBS
ZG35SiMn正火160~220HBS
调质200~250HBS
灰铸铁HT200170~230HBS
HT300187~255HBS
球墨铸铁QT500-5147~241HBS
QT600-2229~302HBS。