五金模具材料备料单订购单
五金辅材明细表(最新)

第2页 共3页
填表人签字: 日期:
重庆市恒固席勒装饰工程有限公司
五金辅材汇总明细表
工程名称:
序号 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 名称 型号 厂家 规格、方 向 材质 颜 色 单 位 总数量 下单数量 未下单量 入库量 下单未入 库量 出库量 库存量 -
第1页 共3页
填表人签字: 日期:
重庆市恒固席勒装饰工程有限公司
五金辅材汇总明细表
工程名称:
序号 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 名称 型号 厂家 规格、方 向 材质 颜 色 单 位 总数量 下单数量 未下单量 入库量 下单未入 库量 出库量 库存量 -
五金辅材明细表最新五金建材明细表五金明细表五金配件明细表最新会计科目明细表最新村级收支明细表装饰辅材油ቤተ መጻሕፍቲ ባይዱ涂料辅材主材和辅材的区别装修辅材清单
五金模具验收单
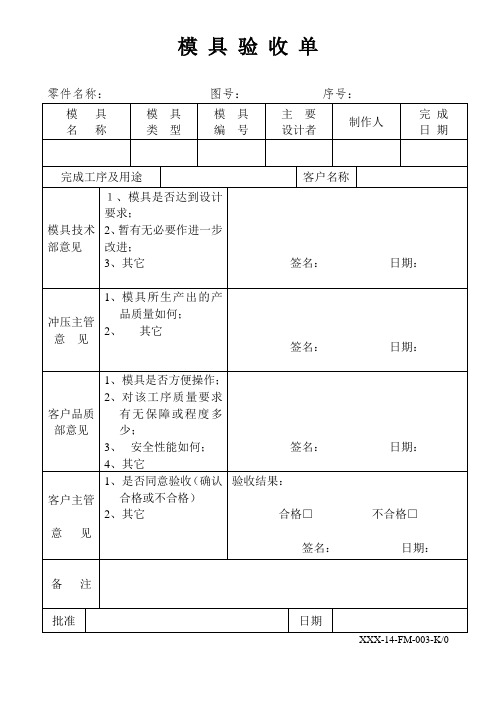
4、其它
签名:日期:
客户主管
意见
1、是否同意验收(确认合格或不合格)
2、其它
验收结果:
合格□不合格□
签名:日期:
备注
批准
日期
XXX-14-FM-003-K/0
模具验收单
零件名称:图号:序号:
模具
名称
模具
类型
模具
日期
完成工序及用途
客户名称
模具技术部意见
1、模具是否达到设计要求;
2、暂有无必要作进一步改进;
3、其它
签名:日期:
冲压主管
意见
1、模具所生产出的产品质量如何;
2、其它
签名:日期:
客户品质部意见
1、模具是否方便操作;
2、对该工序质量要求有无保障或程度多少;
五金材料进货清单表

第1页序号工具名称单位数量单价合计110公分泥板个10 3.6036.00√211公分泥板个10 3.8038.00√312公分泥板个10 4.4044.00√470狗带条10 1.6016.00√54厘狗链条10 5.5055.00√6大小扎带包20 5.50110.00√73P锄头把1011.00110.00√8好1.2米锄头柄根1010.00100.00√9铁片斤5 3.0015.00√10打钉钢爬把58.0040.00√11连体钢爬把107.5075.00√122号方铲把12 6.8081.60√132号尖铲把5 6.8034.00√14 1.2米铲柄代40 2.60104.00√第3页序号工具名称单位数量单价合计114铁丝28斤卷10.00√五金材料进货清单858.60218铁丝28斤卷10.00√316铁丝28斤卷10.00√4400长断丝件100.00√53寸元钉件10.00√62寸元钉件50.00√72寸钢钉件250.00√81寸钢钉件250.00√93寸钢钉合50.00√10 3.5*20钢化螺丝斤2 3.807.60√11 3.5*25钢化螺丝斤2 3.807.60√12 3.5*30钢化螺丝斤2 3.807.60√136厘新料斤5 3.5017.50√14600克纱手套条10 6.2062.00√第4页序号工具名称单位数量单价合计10.1活轮个10 2.5025.00√20.65活轮个10 2.0020.00√3半自动钢锯架把5 6.5032.50√4白色钢锯架把511.0055.00√5大号牛筋柄灰匙个5 6.5032.50√6小号牛筋柄灰匙个5 6.0030.00√76寸平板插销付10 1.6016.00√88寸平板插销付10 2.6026.00√910寸平板插销付5 3.8019.00√1012寸平板插销付5 4.8024.00√11元钩(装风扇用)个10 1.0010.00√12丁钩(装风扇用)个100.808.00√13工具刀(塑料)把10 1.8018.00√14工具刀(铁)把100.909.00√第5页序号工具名称单位数量单价合计1 2.2米疏通器个5 4.5022.50√2 3.2米疏通器个5 5.5027.50√3不锈油化个10 3.5035.00√4270呆树锯把5 3.5017.50√518寸手板锯把5 4.5022.50√6快带割刀(割管用)把510.0050.00√102.30 325.007大割刀把516.0080.00√8长9件内六角板手包511.0055.00√98件内六角板手包5 3.5017.50√106厘钻头(方头元头)支10 3.0030.00√118厘钻头(方头元头)支10 3.0030.00√1210厘钻头(方头元头)支10 3.2032.00√1312厘钻头(方头元头)支10 3.4034.00√148寸小金牛钳把6 5.0030.00√第6页序号工具名称单位数量单价合计1163黄色插座个5 6.5032.50√2164黄色插座个5 5.5027.50√3透明人字地拖个5 5.0025.00√4人字地拖个5 2.8014.00√5插头把20 1.0020.00√6插头好把20 1.3026.00√7易钙水平尺个5 4.0020.00√840水平尺个59.0045.00√950水平尺个59.5047.50√1060水平尺个510.5052.50√1180水平尺个513.5067.50√121米水平尺个515.5077.50√13铁扎钩个5 2.8014.00√14不锈扎钩个5 6.5032.50√第7页序号工具名称单位数量单价合计10.5羊角锤木柄把87.5060.00√20.25羊角锤木柄把10 5.5055.00√30.5羊角锤胶柄把811.5092.00√4红色水泥凿支10 2.0020.00√5350长水泥凿支10 3.5035.00√6双面泥刀支5 6.5032.50√7方头钻头尖角支10 2.5025.00√8元头钻头尖角支10 2.5025.00√9六角钻头尖角支10 3.8038.00√108寸板手把5 5.5027.50√1110寸板手把58.5042.50√501.50 610.00 483.501212寸板手把59.5047.50√134P铁锤把510.0050.00√146P铁锤把512.0060.00√第8页序号工具名称单位数量单价合计130短挂锁把12 3.2038.40√240短挂锁把12 4.5054.00√350短挂锁把12 5.5066.00√440长挂锁把5 5.5027.50√550长挂锁把5 6.5032.50√660长挂锁把57.5037.50√73米卷尺个12 2.5030.00√85米卷尺公分个12 4.5054.00√95米卷尺鲁班个12 4.5054.00√107.5米卷尺公分个67.2043.20√117.5米卷尺鲁班个67.2043.20√1210米卷尺公分个69.5057.00√1310米卷尺鲁班个69.5057.00√148001A电焊钳把316.0048.00×第9页序号工具名称单位数量单价合计11厘切片片1250.7087.50√22厘切片片1000.7272.00√36厘磨光片片50 1.5075.00√4锯无霸干片片59.0045.00√5石材十全瓷干片片510.0050.00√6干切霸王干片片510.0050.00√74寸木工锯片片5 5.5027.50√8好4寸木工锯片片510.0050.00√9钢锯条条1000.1515.00√104寸两用螺丝刀把12 3.6043.20√114寸螺丝刀(一字十字各一盒)把24 1.6038.40√125寸螺丝刀(一字十字各一盒)把24 1.8043.20√136寸螺丝刀(一字十字各一盒)把24 2.2052.80√14小水晶3寸螺丝刀(一字十字各一盒)把600.4527.00√第10642.30676.60序号工具名称单位数量单价合计1工友墨斗个10 2.3023.00√2300克钳工锤盒10 3.6036.00√3600克钳工锤盒6 5.8034.80√419自钻螺丝盒27.5015.00√51寸自钻螺丝盒28.5017.00√6 1.5寸自钻螺丝盒211.5023.00√72寸自钻螺丝盒212.5025.00√83寸自钻螺丝盒120.0020.00√94寸自钻螺丝盒128.0028.00√105寸自钻螺丝盒134.0034.00√118璇具套简盒5 2.8014.00√126寸水口钳把510.5052.50√136寸钢丝钳把68.5051.00√146寸尖嘴钳把87.5060.00√第11序号工具名称单位数量单价合计16寸斜口钳盒67.5045.00√28寸钢丝钳盒611.5069.00√38寸尖嘴钳盒811.0088.00√4机油壶个57.5037.50√5双柄拉钉枪把224.0048.00√6刀片盒20 1.4028.00√78*10开口盒10 2.2022.00√810*12开口盒10 2.4024.00√912*14开口盒10 2.8028.00√1014*17开口盒10 3.0030.00√1117*19开口盒10 3.5035.00√1219*22开口盒5 4.5022.50√1322*24开口盒5 5.5027.50√14电笔带灯支10 5.5055.00√第12序号工具名称单位数量单价合计18-10梅花板手盒10 2.5025.00√210-12梅花板手盒10 2.8028.00√312-14梅花板手盒5 3.4017.00√414-17梅花板手盒5 3.8019.00√433.30 559.50517-19梅花板手盒5 4.5022.50√619-22梅花板手盒5 5.5027.50√722-24梅花板手盒5 6.5032.50√81号剪刀把10 2.5025.00√92号剪刀把10 2.2022.00√103号剪刀把10 2.0020.00√111号不锈剪刀盒12 5.0060.00√12AB胶板10 1.7017.00√1330米钢架尺个135.0035.00√1450米钢架尺个142.0042.00√第13序号工具名称单位数量单价合计120米皮尺盒215.0030.00√230米皮尺盒224.0048.00√350米皮尺盒228.0056.00√48弯头板手盒5 3.5017.50√510弯头板手盒5 4.5022.50√612弯头板手盒5 5.0025.00√714弯头板手盒5 6.0030.00√815弯头板手把5 6.5032.50√916弯头板手把59.0045.00√1017弯头板手把510.0050.00√118*25电工胶布盒20 1.4028.00√12快速板手板220.0040.00√1310寸铁皮钳个220.0040.00√1412寸铁皮钳个224.0048.00√第14序号工具名称单位数量单价合计1200克钳工锤盒67.5045.00√2300克钳工锤盒69.5057.00√3500克钳工锤盒611.5069.00√48寸断线钳盒611.5069.00√5电笔盒120.759.00614两用板手盒5 4.5022.50√717两用板手盒5 6.5032.50√819两用板手盒57.5037.50√920两用板手盒58.5042.50√392.50 512.50 582.501022两用板手盒510.8054.00√1124两用板手盒513.0065.00√128丁字板手支5 5.3026.50√1310丁字板手支5 5.3026.50√1412丁字板手支5 5.3026.50√第15序号工具名称单位数量单价合计114丁字板手支5 6.3031.50√217丁字板手支5 6.3031.50√3白扁绳条0.00×4白扁绳条20 4.8096.00×5钢丝刷支10 1.2012.00√6钢丝轮个20 1.0020.00√7百叶轮个25 1.1027.50√8木工笔盒1000.1515.00√9石笔盒125.0025.00√10750克黑皮锤个5 6.0030.00√111000克黑皮锤个57.0035.00√12750克白皮锤个57.5037.50√131000克白皮锤个58.5042.50√14帮带3米条10 3.5035.00×累计金额:7497.60438.50。
作业流程图
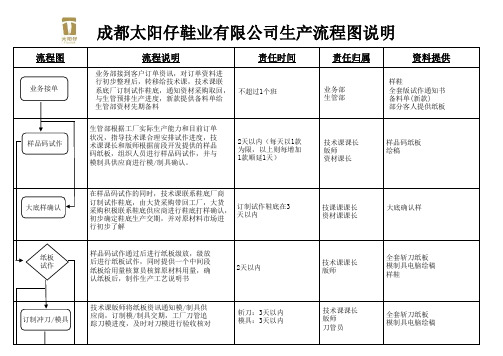
提前1个班备料
冲裁课长 冲裁组长 领料员
冲裁作业派工单
冲工接到材料后,凭派工单至刀管处用小 箩筐领取冲刀,在冲裁课长或组长的指导 下,按生产工艺说明书裁向要求试冲一刀 进行首件裁向、颜色、材质确认
正式冲料前
冲裁课长 冲裁组长
样鞋 冲裁派工单 生产工艺说明书
冲裁
冲料时在不改变部件裁向的同时以省料排 刀为原则,派工作业量以一天完成为标准, 派工以订单配套作业为基础,严格遵循标 准包装方法包装,及时送往下一加工工序
生管部根据工厂实际生产能力和目前订单 状况,指导技术课合理安排试作进度,技 术课课长和版师根据前段开发提供的样品 码纸板,组织人员进行样品码试作,并与 模制具供应商进行模/制具确认。
2天以内(每天以1款 为限,以上则每增加 1款顺延1天)
技术课课长 版师 资材课长
样品码纸板 绘稿
大底样确认
在样品码试作的同时,技术课联系鞋底厂商
全套斩刀试作
用量 指令单下发
原/辅料 采购入库
大底订购
成都太阳仔鞋业有限公司生产流程图说明
流程说明
在追踪冲刀入库的同时,刀管应作好全 套冲刀试作前的备料,冲刀入库OK刀管 员即进行全套冲刀的冲裁试作,并通知 冲裁课长、组长参与,记录试作中的问 题和特殊要求,同时外协打样可同时进 行
责任时间
3天以内
责任归属
生管部依生产进度安排,根据帮面、大 底、包材入库状况和各成型生产线实际 生产能力合理派工,正常情况下每天下 午5:00前对各成型生产线进行第二天 的派工,方便现场提前作好产前备料准 备,成型课长、线长合理安排流程,严 格按生产工艺说明书的要求和成型品质 标准要求进行标准化作业
按装箱单要求进行打包,品检进行验收 后在外箱上加盖品检检验章再封箱,满 单后通知业务,及时联系客户验货并联 系安排出货
货仓管理
货仓的组织结构与职能
货仓的分类: 不同的物资有其独特的物理、化学,对储存环境有其不同的要求。如对有毒、易 爆等危险物资,就要进行专品专库,防止产生不良后果。而有些物资需要做好防 水、防尘、防爆、防潮、防腐等防护措施,以免物资损坏或变质。 因此,应对企业所有物资进行分析,归纳分类,然后再进分类储存。以泰和安公 司为例,分为办公用品、,常用物料仓,常用物料仓又分为危险品仓、原材料仓、 成品仓。原材料仓又可分为SMT物料仓、插件物料仓、塑胶五金仓等。
货仓规划
仓库区域的规划,应注意: 1、仓区要与生产现场靠近,通道顺畅。 2、每仓要有相应的进仓门与出仓门,并做明确的标牌。 3、货仓的办公室尽要能的设在仓区附近,并有仓名标牌。 4、测定安全存量、理想最低存量和定额存量,并有标示牌。 5、按存储容器的规格,楼面载重承受能力和叠入的限制高度,将仓区划分若干仓位,并用油漆或黄胶在地面标明仓位名、 通道和通道走向。 6、仓区内要留有必要的废次品存放区、 物料暂存区、待验区、发货区等。 7、仓区设计,需将安全因素考虑在内,需明确规定消防器材所在位置,消防通道和消防门的位置,救生措施等。 8、每仓的进仓门处,需张贴〈货仓平面图〉,反映该仓所在的地理位置,周边环境,仓区仓侠,仓门各类通道,门、窗、 电梯等内容。
货仓管理概论
货仓应具备的功能: 凡用于储存保管物资(包括原材料、半成品、成品、工具、设备等)的场所,称 为货仓,而对于物料储存于仓库的管理称为货仓管理。在以往的货仓管理中,货 仓的作用只认为堆放物料的场所或保管物料的场所,这种做法是片面的,货仓管 理至少应具备以下功能: 1、材料、半成品、成品的进仓、出仓管理。 2、材料、半成品、成品的分类、整理、保管。 3、供应生产所必需的材料,并做好服务。 4、材料帐务的记录,使帐物一致。
五金-PMC生产计划表单模板
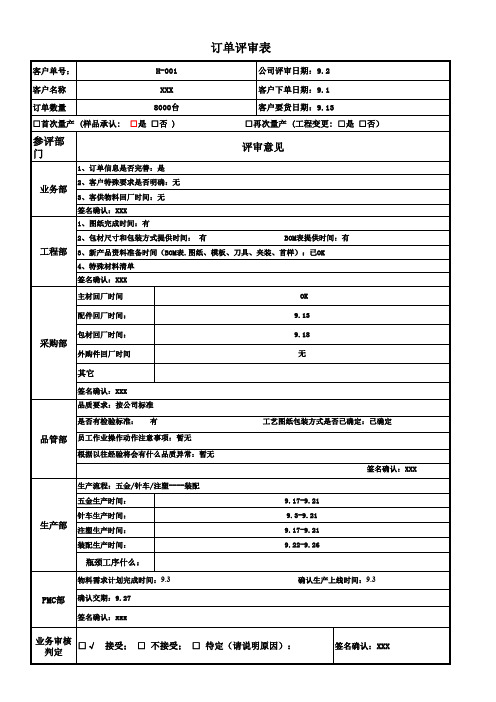
客户单号:
H-001
公司评审日期:9.2
客户名称
XXX
客户下单日期:9.1
订单数量
8000台
客户要货日期:9.13
□首次量产 (样品承认: □是 □否 )
□再次量产 (工程变更: □是 □否)
参评部 门
业务部
工程部
评审意见
1、订单信息是否完善:是
2、客户特殊要求是否明确:无
3、客供物料回厂时间:无 签名确认:XXX 1、图纸完成时间:有
品管部 员工作业操作动作注意事项:暂无
根据以往经验将会有什么品质异常:暂无
生产流程:五金/针车/注塑----装配 五金生产时间: 针车生产时间:
生产部 注塑生产时间:
装配生产时间: 瓶颈工序什么:
工艺图纸包装方式是否已确定:已确定
9.17-9.21 9.3-9.21 9.17-9.21 9.22-9.26
签名确认:XXX
物料需求计划完成时间:9.3
PMC部 确认交期:9.27
签名确认:xxx
确认生产上线时间:9.3
业务审核 判定
Hale Waihona Puke □√接受; □ 不接受; □ 待定(请说明原因):
签名确认:XXX
2、包材尺寸和包装方式提供时间: 有
BOM表提供时间:有
3、新产品资料准备时间(BOM表.图纸、模板、刀具、夹装、首样):已OK
4、特殊材料清单 签名确认:XXX
主材回厂时间
OK
配件回厂时间:
9.13
包材回厂时间:
采购部
外购件回厂时间
9.18 无
其它
签名确认:XXX 品质要求:按公司标准 是否有检验标准: 有
物料订购单

料交
供方(盖章或授权人签字):
*************有限公司(盖章或授权人签字):
物料订购单
供应商:
订购单编号:
联系人: 订购日期: 序号 物料名称
电话:
物料编码
供应方编码
交货日期:
物料 规格及订单总额人民币合计:
0
大写:
备注: 1、 以上价格含税含运费,供方提供发票为:增值税专用发票,税率:***%; 2、 付款方式:现金月结; 3、 送货地址:************************************************* 4、 品质要求:************************************************* 5、 包装要求:整体包装,每袋注明规格、型号、数量,内置送货详细清单; 6、 订单24小时内供应商应签名回传, 逾期视为供应商已接受订单所有条款要求。如因物 货日期要求交货或物料品质未达到订单要求,需方保留追究供方责任的权利。
五金模具报价明细表--
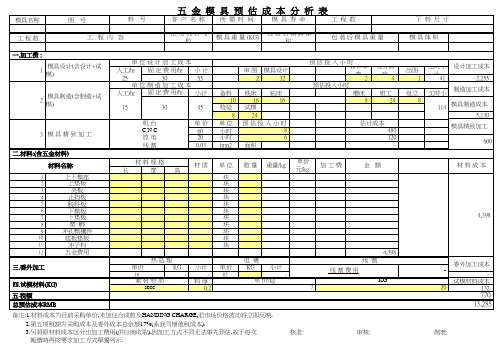
单价 60 20 0.03
审 图 模具设计
2
32
备料 10
检验 8
单位 小时 小时 mm2
铣床 钻床
16
16
试模
24
预估投入小时
8
6
面积
预 估 投 入 小 时设计审
查2 预估投入小时
磨床 8
设计修 改4
钳工 24
估计成本 480 120 -
材料规格
长
宽
高
材质
单位
块 块 块 块 块 块 块 块 块 块 块
核准:
审核:
出图 1
组立 8
工时小 设计加工成本
计41
2,255
工时小 制造加工成本
114 模具制造成本 5,130
模具精致加工
600
材料成本
4,398
委外加工成本
-
-
试模材料成本
20
132
770
13,285
制表:
模具名称
图号
料号
五金模具预估成本分析表
客户名称 所需时间
模具寿命
工程数
下料尺寸
工程数
工 程内 容
使用机台吨 数
模 具 重 量 (KG)
包装后模具体 积
包装后模具重量模具体积一.加工费 Nhomakorabea:1
模具设计(含设计+试 模)
2
模具制造(含制造+试 模)
3 模具精致加工
二.材料:(含五金材料)
材料名称
1
上下模座
热处理
单价
KG
16
-
素材材质
secc
小计
-
料厚 0.2