压铸模具验收合格承认书
压铸模具验收报告
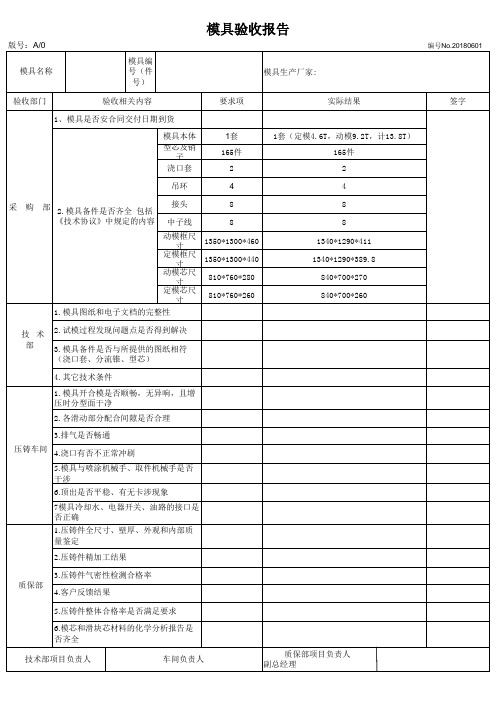
8
动模框尺 寸
定模框尺 寸
动模芯尺 寸
定模芯尺 寸
1350*1300*460 1350*1300*440
810*760*280 810*760*260
1.模具图纸和电子文档的完整性
8 8 1340*1290*411 1340*1290*389.8 840*700*270 840*700*260
技术 部
2.试模过程发现问题点是否得到解决
3.模具备件是否与所提供的图纸相符 (浇口套、分流锥、型芯)
4.其它技术条件
1.模具开合模是否顺畅,无异响,且增 压时分型面干净
2.各滑动部分配合间隙是否合理
3.排气是否畅通 压铸车间 4.浇口有否不正常冲刷
5.模具与喷涂机械手、取件机械手是否 干涉 6.顶出是否平稳、有无卡涉现象
号)
模具验收报告
模具生产厂家:
编号No.20180601
验收部门
验收相关内容
1、模具是否安合同交付日期到货
模具本体 型芯及销
子
浇口套
要求项
1套 165件
2
实际结果
1套(定模4.6T,动模9.2T,计13.8T) 165件 2
签字
吊环
4
4
采 购 部 2.模具备件是否齐全 包括
接头
8
《技术议》中规定的内容 中子线
7模具冷却水、电器开关、油路的接口是 否正确 1.压铸件全尺寸、壁厚、外观和内部质 量鉴定
2.压铸件精加工结果
3.压铸件气密性检测合格率 质保部
4.客户反馈结果
5.压铸件整体合格率是否满足要求
6.模芯和滑块芯材料的化学分析报告是 否齐全
技术部项目负责人
车间负责人
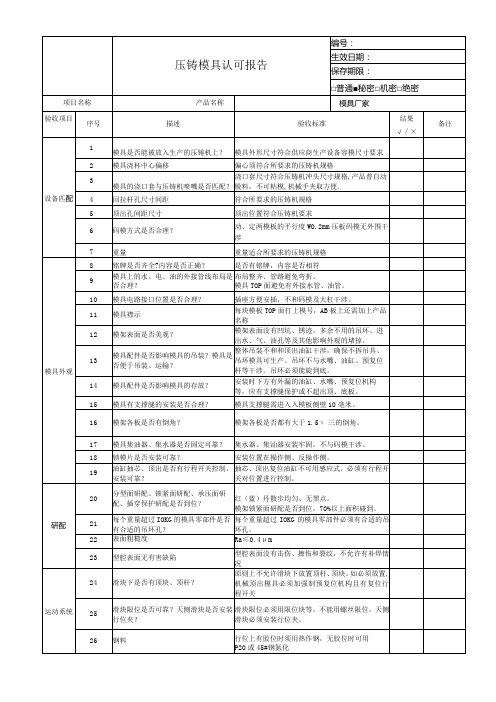
压铸模具认可报告范本
50
顶块是否可靠固定?
顶块四周非成型部分应加工3-5度的斜度,下部周边倒角
成型
51
可否实现机械手取件?
用机械手取件,导柱未影响机械手取件。可以实现机械手取件。
系统
52
制品防粘前模措施是否合理?
后模是否有滑块或斜度处理。
53
前后模表面是否有平整?
前后模表面平整、无凹坑、无锈迹。
61
模具后模正面是否美观?
保留刀纹。如刀纹破坏,
用油石去除刀痕、火花纹,打磨痕迹。
62
前后模成型部位是否无倒扣、倒角等缺陷?
前后模成型部位无倒扣、倒角等缺陷。
63
浇口、流道是否按图纸尺寸用机床加工到位?
浇口、流道按图纸尺寸用机床(CMλ铳床、EDM)加工到位,不允许手工甩打磨机加工。
64
洗口截面积大小
孔位
小孔不单独出模,连面一起走行位,后机械加工孔模具上须出定位孔
29
行位动作效果
滑勤顺中易,行程大于40MM要用油缸,有微动开关控制动作.斜导柱直径不小于2OMM,尽量不要加工内滑块
30
滑块的滑动配合是否合理?
滑块完成抽芯动作后,保留在滑槽内的长度大于滑槽长度的2/3。
31
滑块滑动面斜度是否合理?
滑块封胶面的导入角度是3-5度,防止出现E边
必须有排气槽,以便将导柱进入导套时形成的封闭空腔的空气排出。
冷却
系统
69
冷郤要求
水路足黄)冷郤羟品,浇口套和分流锥要单独泠却
70
水道间距尺寸
水道之间间距为40MM左右,水道距型腔不小
于20MM,距顶针螺丝为IOMM
71
压铸模具验收单
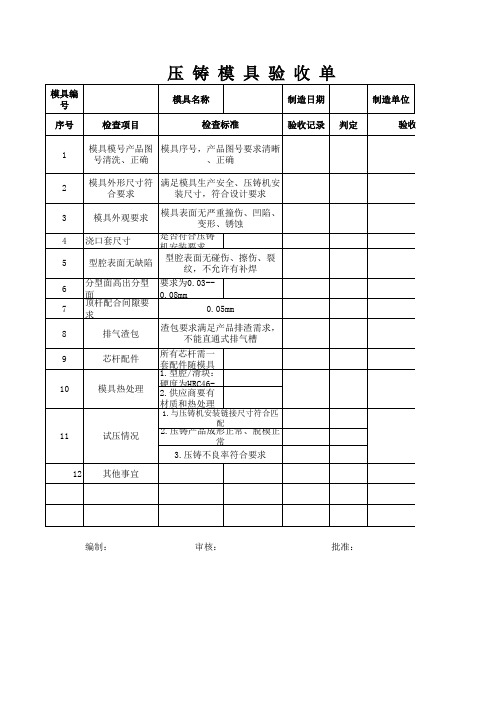
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
承认书内容明细清单
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
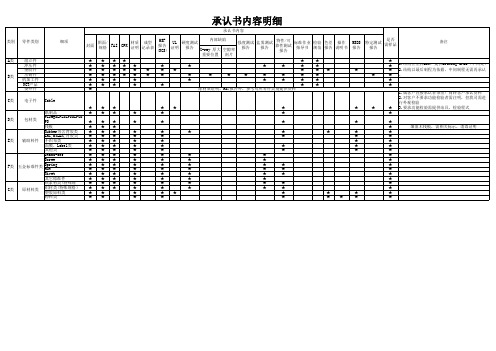
承认书内容明细
承认书内容 类别 零件类别 细项 内部缺陷 HSF 物性/可 图面/ 材质 成型 UL 硬度测试 X-ray 厚 强度测试 盐雾测试 标准作业 检验 色差 操作 封面 FAI CPK 报告 靠性测试 规格 证明 记录表 证明 报告 报告 报告 指导书 规范 报告 说明书 大重要位 空隙率 (SGS) 报告 置 剖片 ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ 除材质证明、HSF报告外,参考对应零件类别提供资料 是否 MSDS 特定测试 需样品 报告 报告 ★ ★ ★ ★ ★ ★ 备注
烟熏木栈板,需相关标示,消毒证明
★
★ ★
★
★ ★
★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
★ ★ ★ ★ ★ ★ ★
★
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★转客户承认资料 2.对客户不要求功能检验者需注明,但我司需 进行外观检验 3.要求功能检验需提供治具,检验程式
A类
B类
模具承认书所需资料

模具承认书所需资料模具承认书是在模具设计和制造过程中,由设计师、工程师、质量检验人员等相关人员签署的一份文件,用于确认模具的设计、制造和检验结果符合规定的要求。
以下是一份模具承认书所需资料的详细介绍:一、模具承认书的作用和意义1. 确认模具质量:模具承认书是对模具设计和制造质量的确认,确保模具满足产品设计和使用要求。
2. 明确责任:模具承认书明确了设计师、工程师、质量检验人员等相关人员的责任,便于追溯和问责。
3. 提高效率:模具承认书有助于简化模具验收流程,提高模具交付和使用的效率。
二、模具承认书所需资料1. 模具设计图纸:包括模具的三维模型、平面图纸、装配图等,以确认模具的设计符合产品要求。
2. 模具制造工艺:包括模具的加工方法、工艺流程、热处理等,以确认模具的制造质量。
3. 模具材料:包括模具主要零件的材料牌号、性能指标等,以确认模具的材料符合要求。
4. 模具验收标准:包括模具的尺寸精度、表面质量、组装质量等验收标准,以确认模具的质量满足要求。
5. 模具检验报告:包括模具的质量检验结果、检验方法和检验日期,以确认模具的质量满足要求。
6. 相关人员签字:包括设计师、工程师、质量检验人员等相关人员的签字,以确认各自对模具质量的认可。
三、模具承认书的填写和签署1. 填写模具承认书时,应详细、准确地记录模具的相关信息,包括模具名称、型号、设计单位、制造单位等。
2. 在模具承认书上,相关人员应签字或盖章,并注明签字日期。
3. 模具承认书应由设计师、工程师、质量检验人员等相关人员共同签署,以确保模具质量的全面认可。
四、模具承认书的管理和存档1. 模具承认书应按照单位的规定进行管理和存档,以便于日后查询和追溯。
2. 模具承认书应与模具一起交付使用单位,以便于使用单位进行验收和使用。
3. 模具承认书应定期进行审查和更新,以确保模具质量的持续满足要求。
结束语:总之,模具承认书是对模具设计和制造质量的确认,有助于确保模具满足产品设计和使用要求。
压铸模具验收报告

压铸模具验收报告报告编号:XXXX-XXXX报告日期:XXXX年X月X日一、引言压铸模具是指用于压铸工艺的金属模具,用于制造具有一定形状和尺寸的金属制品。
为了保证模具制造出的产品质量和生产效率,模具验收是必要的环节。
本报告对该压铸模具进行了全面的验收,以确保模具的质量和可靠性。
二、验收内容1.模具设计首先,对压铸模具的设计进行了详细的检查。
模具设计应符合产品的工艺要求和技术标准,模具结构应合理、稳定,并能确保产品的准确性和一致性。
2.模具材料对压铸模具的材料进行了材质检测和性能测试。
模具材料应具有足够的硬度、耐磨性和耐腐蚀性,以保证模具的寿命和稳定性。
3.加工精度对压铸模具的加工精度进行了测量和比对。
模具的尺寸和形状应与设计要求相符合,加工表面应光滑且无明显的划痕和疤痕。
4.结构合理性对压铸模具的结构进行了评估。
模具的结构应合理、坚固,能够承受较大的压力和振动,以保证模具在生产中的稳定性和可靠性。
5.制模工艺对压铸模具的制模工艺进行了分析。
模具制模工艺应合理、高效,并能确保产品的质量和生产效率。
三、验收结果1.模具设计合格,符合产品的工艺要求和技术标准。
2.模具材料通过材质检测和性能测试,性能稳定,具有足够的硬度、耐磨性和耐腐蚀性。
3.加工精度满足要求,尺寸和形状与设计要求相符,加工表面光滑无瑕疵。
4.模具结构合理,稳定性高,能承受较大的压力和振动。
5.制模工艺合格,工艺合理,高效,能够确保产品质量和生产效率。
四、提出意见在验收过程中,对该压铸模具的质量和可靠性进行了全面的评估,结果表明该模具符合设计要求和工艺标准,具备良好的性能和稳定性。
然而,建议在模具使用过程中,加强维护保养,并制定合理的维修计划,以延长模具的使用寿命和稳定性。
五、总结该压铸模具通过了全面的验收,验收结果显示该模具质量合格,结构合理,能够满足产品的工艺要求和技术标准。
这对产品的生产质量和效率都起到了积极的促进作用。
在后续的生产过程中,建议对模具进行定期检查和维护,并及时更换损坏严重的部件,以确保模具的长期稳定运行。
压铸模试模验收报告
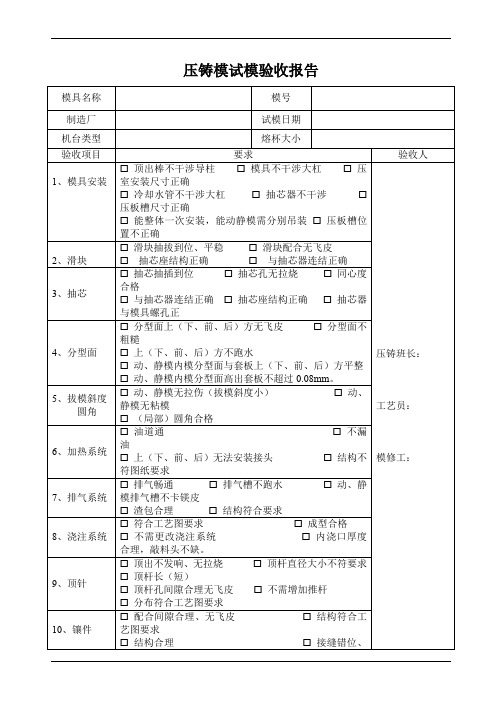
模具名称
模号
制造厂
试模日期
机台类型
熔杯大小
验收项目
要求
验收人
1、模具安装
顶出棒不干涉导柱模具不干涉大杠压室安装尺寸正确
冷却水管不干涉大杠抽芯器不干涉压板槽尺寸正确
能整体一次安装,能动静模需分别吊装压板槽位置不正确
压铸班长:
工艺员:
模修工:
2、滑块
滑块抽拔到位、平稳滑块配合无飞皮
抽芯座结构正确与抽芯器连结正确
分布符合工艺图要求
10、镶件
配合间隙合理、无飞皮结构符合工艺图要求
结构合理接缝错位、不平不超过0.5mm
11、嵌件安装配合
型芯合格,内孔不包铝限位型芯正常,端面不包铝
限位型正常,嵌件无破裂嵌件安装正常
12、字头安装
模具型腔面配平安装尺寸符合图纸要求
有快速安装结构有防错结构
模修工:
13、模面
粗糙度
静模型腔模面粗糙度合格动模型强型腔模面粗糙度合格
模具自带字样认可合格
生产调度:
压铸课长、工艺技术会签意见
会签:年月日
模具技术员
意见
模具技术员:年月日
不符合项整改意见
模具技术员:年月日
保全工艺部门负责人:年月日
说明:
1、模具技术员向压铸生产部提出新模试模计划,并将该表交现场工艺组织填写本表,该表作为模具终验收的附件;
2、该表“单项验收结论”栏符合打“√”,不符合写明实际情况,若存在不符合项在对应“”上打“√”。
大小符合要求配合间隙合理
16、导柱导套
大小符合要求位置合理配合间隙大
导柱导套无拉烧导柱导套无拉出合模导柱导套无碰撞
17、产品外观
压铸模具验收报告
压铸模具验收报告一、引言压铸模具是现代工业生产中常用的金属压力成型工艺,通过将熔化金属注入模具腔体,经过冷却凝固形成半固态金属件。
为了确保模具质量和生产效果,压铸模具的验收工作显得尤为重要。
本报告将对XX公司生产的压铸模具进行验收,并就验收结论进行详细说明。
二、验收目的1.确定压铸模具的生产能力,以保证大批量生产的需求。
2.验证压铸模具的设计、制造和装配质量,以确保其生产过程中的稳定性和可靠性。
3.评估压铸模具的性价比,以确保生产的经济效益。
三、验收内容1.外观质量验收:主要检查压铸模具的表面光洁度、无擦伤、无裂纹等。
2.结构质量验收:主要检查压铸模具的结构合理性、装配精度等。
3.尺寸精度验收:主要验证压铸模具的尺寸精度是否符合设计要求。
4.材料质量验收:主要检查压铸模具使用材料的质量和正确性。
5.制造工艺验收:主要检查压铸模具的制造工艺是否规范和合理。
四、验收结果1.外观质量验收结果经过仔细检查,压铸模具的外观质量符合要求。
模具表面光洁度满足设计要求,没有擦伤、裂纹等缺陷。
2.结构质量验收结果通过对压铸模具的结构进行检查,发现其结构设计合理,装配精度高。
各组件安装紧密,无松动现象。
3.尺寸精度验收结果通过对压铸模具的尺寸进行检测,发现其尺寸精度在设计允许范围内,满足生产需求。
4.材料质量验收结果压铸模具使用的材料经过检查,材质正确,无明显疵点,符合设计要求。
5.制造工艺验收结果对压铸模具的制造工艺进行评估,发现其制造工艺规范,工艺流程合理,能够保证模具的质量和稳定性。
五、验收结论经过对压铸模具进行全面的验收,我们得出以下结论:1.压铸模具外观质量良好,无明显缺陷。
2.压铸模具的结构合理,装配精度高。
3.压铸模具尺寸精度满足设计要求。
4.压铸模具采用的材料质量良好。
5.压铸模具制造工艺规范,工艺流程合理。
基于以上验收结果,我们认为该压铸模具质量达到验收标准,能够满足大批量生产的需求,并具有较高的性价比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(如:喷粉/电镀)
毛坯(一穴)重量(KG)
时效处理
工艺
(如:有无去应力)
4、模具钢材质保书+热处理报告
(字体/图片清晰,容易辨认)
5、试模报告(试模数据汇总)
6、模具备件清单
序号
名称
配件编号
数量
图纸页码
规格
材质
备注
1
2
3
4
5
6
7
8
7、模具照片
要求:
1.前半模,后半模;
2.毛坯照片(带浇口渣包);
16
模胚的导套孔是否开10×1mm排气槽?
17
导柱、导套、顶针、回针、行位、斜导柱是否完好?是否顺畅?
18
分型面是否开排气?排气位置是否合理?
19
分型面是否有蹋边?打磨过的地方是否用油石省过?是否光滑?
20
模具是否有模脚?前后半模可独立平放?
21
分型面是否锁模块?
22
油压装置行程是否足够?是否漏气或漏油?
XXX科技股份有限公司
XXX.XXX.XXX
压铸模具合格验收承认书
模具供应商:(供管通知的一级供应商)
(盖完整公章)
模具供应商
XXX科技股份有限公司
制订
审核
批准
确认
批准
(手签)
(手签)
(手签)
章节
内容
页次
1
模具存放证明
1-11
2
模具合格证
2-11
3
模具概述
3-11
4
模具钢材质保书+热处理报告
4-11
11、模具图纸清单
项目
内容
结论
1
产品毛坯图纸(3D图纸)
有□无□
2
模具装配图及零件图((3D和2D图纸)
有□无□
3
DFM报告(只保存电子档)
有□无□
4
模芯尺寸检验报告
有□无□
5
毛坯全尺寸检验报告(含毛坯2D图)
有□无□
6
成品全尺寸报告
有□无□
核检结论:
(是否可生产?)
签字:(手签)日期:
9、模具生产记录表
(按附件格式)
10、模具维护保养记录表
模具基本信息
模具名称
XXXX.082.xxxx
试模日期
压机型号
试模厂商
模具重量
毛坯材料
(与2D图一致)
模具制造商
回收料比例
(例:小于或等
维护保养纪要
签字
1
(手签)
2
3.模具铭牌。
8、模具核检表
模具编号
制造商
送检日期
初检
序号
检验项目
判定
1
所有的零件是否按照加工图纸和工艺加工?
2
所有的零件加工是否有检验记录?
3
淬火的钢材上是否刻有型号和淬火硬度?
4
淬火的钢材是否达到淬火硬度?
5
是否有按要求做模具铭牌?
6
模号字码打得是否工整?位置是否合理?
7
所有模具配件是否有倒角?
模具供应商负责人
(手签)
(盖完整公章)
结论:本模具已确认符合合同要求,检验合格,准予出厂,交付国人公司使用。
3、模具概述
模具结构信息
模具重量(KG)
模具闭合
高度(mm)
定模重量
(KG)
锁模板尺寸(mm)
动模重量
(KG)
顶出系统
定模材料
复位系统
定模热处理硬度
顶出距离(mm)
动模材料
型腔数量
动模模热处理硬度
8
模胚表面是否有锈渍和损伤?
9
模腔是否有锈迹,是否喷有防锈油?
10
是否有吊环螺丝孔?
11
模胚冷却水道接口是否有“IN”和“OUT”标识?
12
冷却接头是否有足够位置安装?突起部位是否有保护块?
13
模胚冷却水是否畅通无漏水?水嘴螺牙是否完好?
14
滑块抽芯等辅助装置是否顺畅?油缸是否漏油?
15
需要连接的电路部分是否标识清楚?
以此证明为据。
XXX(一级供应商)公司
经手人:(手签,盖完整公章)
XXXX年XX月XX日
备注:移模的模具必须附带提供《移模函》。
2、模具合格证
模具名称
模具编号
XXXX.XXX.XXXX
模具重量
压机型号
设计寿命
出厂日期
模具制造商
新模具
整模□ /模芯□
联系人
联系电话
模具确认信息
1、模具图纸
有□
无□
2、模具钢材质保书
23
模具开合时动作是否有干涉?
24
滑块起止位置是否有行程开关?行程是否足够?运作是否顺畅?
25
火花纹是否抛光到位,产品是否脱模良好?
26
压铸过程中模具是否异常响动?
27
浇口套,定位环,拉杆,码模槽等是否按机台要求设计?
28
浇口及渣包切口是否合理?
注:检查的项目,合格的在判定栏内划“√”,不合格的划“×”,没有的项为斜杠“/”。
液压抽芯
数量
模框材料
滑块数量
浇注信息
排气方式
普通排气□
真空机排气□
机台型号
冷却方式
模温机□
水冷□
浇口套进料口直径((mm)
毛坯重量(kg)
(含浇口渣包)
浇口法兰
直径(mm)
产品信息
毛坯图号
主要壁厚
版本号
设计收缩率
毛坯材料
(与2D一致)
校平方式
(如:人工/整形模)
回收料比例
(例:小于或等于30%)
表面处理
5
试模报告(试模数据汇总)
5-11
6
模具备件清单
6-11
7
模具照片(前后半模)+毛坯照片(带浇口渣包)
7-11
8
模具核检表
8-11
9
模具生产记录表
9-11
10
模具维护保养记录表
10-11
11
模具图纸清单
11-11
1.模具存放证明
现有XXX科技股份有限公司XXXX.XXX.XXXX模具一套,委托(一级供应商) XXX公司生产,现存放在(压铸供应商) XXX公司。
有□
无□
3、试模报告
有□
无□
4、模具备件
有□
无□
5、一件毛坯(带浇口渣包)
有□
无□
确认单位
签字/日期
备注
国人公司负责人
1、模具必须符合设计标准及按合同要求加工;
2、模具正常条件下,成品率必须确保95﹪以上,以第一次量产记录为准;
3、模具寿命不在此次确认范围内,模具寿命按实际交付数量核对;
4、模具规格只适用于合同中指定的压铸机型号。
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
维护保养要求
1、模具交付订单3千、1万、2万模次时,各去应力回火一次。(如:设计寿命为3万,模具至少需去应力3次。)
2、模具每次生产完后,将模具清理干净,型腔,顶针,滑块等涂防锈油保护。
3、生产过程中毛坯表面有拉伤或粗糙时,及时用油石/砂纸抛光。