吸塑卡纸标准
pet吸塑标准

pet吸塑标准
宠物吸塑标准是为了确保宠物吸塑产品的质量和安全性而制定的一系列规定和要求。
以下是宠物吸塑标准的一些重要内容:
1. 材料选择:应选用符合食品级或者特殊要求的PET(聚对苯二甲酸乙二酯)材料制成,确保宠物吸塑产品不会对宠物造成伤害。
2. 尺寸和重量:宠物吸塑产品的尺寸和重量应符合特定要求,以避免宠物误食或噎住。
3. 结构和设计:宠物吸塑产品的结构和设计应考虑宠物的使用习惯和安全需求,如圆滑的边缘,合理的空间设计等。
4. 印刷和贴花:宠物吸塑产品上的印刷和贴花应使用无毒、环保的墨水和胶水,确保不会对宠物造成伤害。
5. 安全性测试:宠物吸塑产品应进行相关的安全性测试,包括咬合力测试、拉力测试、耐磨测试等,以确保产品的质量和安全性。
6. 标识和包装:宠物吸塑产品的包装应明确标示相关的产品信息,如生产厂家、生产日期、使用方法等,以便消费者正确使用和保存产品。
请注意,上述只是宠物吸塑标准的一些基本要求,具体要求可
能会根据不同地区和国家的法规而有所不同。
在生产和销售宠物吸塑产品时,还应遵守当地相关的法律法规和标准。
吸塑检验规范标准
晶点
(1)A面
允许三至四个晶点范围,放物件处晶点超过0。8MM2不可接收。
(2)B面/C面
晶点可允收。
次要
目视
量测
卡尺
6.1.4
黑点
标准:吸塑表面清洁,无污点。
位置:A面
A面不可有黑点
位置:B面
允收下限:
允许面积黑点2处。
拒收:黑点面积明显大于MM2
位置:C面
允许接收。
次要
目视
量测
卡尺
次要
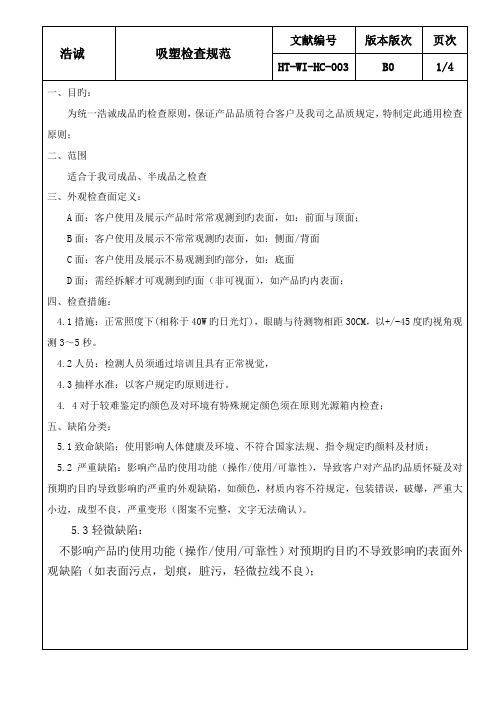
C面:客户使用及展示不易观察到的部分,如:底面
D面:需经拆解才可观察到的面(非可视面),如产品的内表面;
四、检验方法:
方法:正常照度下(相当于40W的日光灯),眼睛与待测物相距30CM,以+/-45度的视角观测3~5秒。
人员:检测人员须经过培训且具有正常视觉,
抽样水准:以客户要求的标准进行。
4.4对于较难判定的颜色及对环境有特殊要求颜色须在标准光源箱内检查;
次要
目视
5
包装
方式
A.以公司成形包装方式为依据。
B.客户如有特别要求按客户规定判定。
次要
目视
6
外观
外
吸
塑
6.1.1
刮
痕
刮痕
A面
①表面放工件处无刮痕、气泡、杂点。
②刮痕允许下限。
表面内任何间距50MM。
有三条以内刮痕30MM×允收,超过其范围NG。
③表面平滑,无凹凸不平。
B面/C面:表面无感刮痕可接收,有感刮伤不可接收。
五、缺陷分类:
致命缺陷:使用影响人体健康及环境、不符合国家法规、指令要求的颜料及材质;
严重缺陷:影响产品的使用功能(操作/使用/可靠性),造成客户对产品的品质怀疑及对预期的目的造成影响的严重的外观缺陷,如颜色,材质内容不符要求,包装错误,破爆,严重大小边,成型不良,严重变形(图案不完整,文字无法确认)。
吸塑类检验标准
吸塑类检验标准精品文档,超值下载吸塑类检验通用标准吸塑类品质检验通用标准1.目的为使吸塑类品质能够得以保证,特制定此品质控制标准,以此为检验依据。
2.范围适用于公司所有进料、制程、出货检验控制。
3.检验条件3.1目视检验条件a)检验照明光线:功率(2×40W)的日光灯,光源距离被测面45~50cm,光强1000-1200lux。
b)观察角度:待测物被检测面与视线成45度,距离约45cm,上下左右转动被测物15度以内。
c)验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
d)观察时间:每件检验时间8s。
3。
2检验工具:对样、测试仪器、样机等.3。
3抽样方案抽检方案依据AQL:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0(CR)、AQL=1。
0(MA)、AQL=2.5(MI)。
根据合格质量水平和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该批是不合格批。
4.检验要求4.1 检验面定义A级面:暴露在外,通常为包材正面,如彩盒、折盒、内托正表面,PC镜片等.B级面:暴露在外,且正常使用时并不直接看到的次要表面,如彩盒、折盒、内托侧面和背面等。
C级面:不易看见或看不见的次表面,如彩盒内部等.(C级面不良允收缺陷不做明确标准定义,以实际情况而定)4.2缺陷等级定义a)致命缺陷:零件存在对使用者的人身及财产安全构成威胁的缺陷,或由于其缺陷,组装成成品后,会对使用者的人身及财产安全构成威胁的缺陷。
b)主要缺陷:-功能缺陷影响正常使用;-性能参数超出规格标准;-漏部件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;—导致最终客户拒绝购买的结构及外观缺陷。
c)次要缺陷:不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4.3缺陷代码对照表a )点状缺陷:寬W長L寬W長L直徑D(Diameter) = 1/2(L+W)直徑D(Diameter) = 1/2(L+W)b )线状缺陷間距DistanceLWc )针孔d )锯齿5,检验标准代码 名称 代码 名称 N 数目(个) D 直径(mm) L长度(mm ) DS 距离(mm ) W宽度(mm )H深度(mm)5.1.吸塑类、内托、胶盒类6。
吸塑检验规范标准
晶点
(1)A面
允许三至四个晶点范围,放物件处晶点超过0。8MM2不可接收。
(2)B面/C面
晶点可允收。
次要
目视
量测
卡尺
6.1.4
黑点
标准:吸塑表面清洁,无污点。
位置:A面
A面不可有黑点
位置:B面
允收下限:
允许面积黑点2处。
拒收:黑点面积明显大于MM2
位置:C面
允许接收。
次要
目视
量测
卡尺
次要
目视
量测
卡尺
6.1.5
发白
1.外吸塑边表面有折痕导致发白,可接受但不可破损。
次要
目视
量测
定顺
吸塑检验规范
文件编号
版本版次
页次
4/4
检 验 标 准
据点
分类
检验
方法
检验
工具
6
外观
内
吸
塑
6.2.1
刮
痕
1.无感刮痕在内吸塑可接受。
2.有感刮痕在内吸塑不可接受。
次要
目视
6.2.2
边
位
1.边位不可有刺手毛边。
2.边位尺寸按客户要求,允许误差+/-2MM,不可有破边。
次要
目视
量测
6.2.3
晶点
根据实装情况而定,经包装后看,被物件或纸卡挡住,看不见的可接受。
次要
目视
量测
6.2.4
黑点
根据实装情况而定,经包装后看,被物件或纸卡挡住,看不见的可接受。
次要
目视
量测
6
外观
内
吸
塑
6.1.5
发白
质量化妆品吸塑包装标准
质量化妆品吸塑包装标准
1.材料选择:优质的吸塑材料,如PET、PP、PS等,要保证无毒、无味。
应该根据不同的化妆品性质,选择不同的材料。
2.产品尺寸:吸塑包装应准确地适合化妆品的尺寸和形状,以最大限度地减少包装内的空隙和移动。
3.外观设计:要符合化妆品的品牌形象和消费者的需求,设计要精美、美观,能够吸引消费者的眼球。
4.包装安全:吸塑包装应具有良好的耐磨性、耐摔性、防水性、防潮性、防紫外线等性能,能够保护化妆品的质量和安全。
5.标识要求:吸塑包装上应标明产品的名称、规格、制造商、生产日期、保质期等信息,确保消费者了解产品的基本情况和使用方法。
6.环保要求:应该使用可回收、可降解、无害的材料制造吸塑包装,减少对环境的影响,同时降低生产成本并提高企业形象。
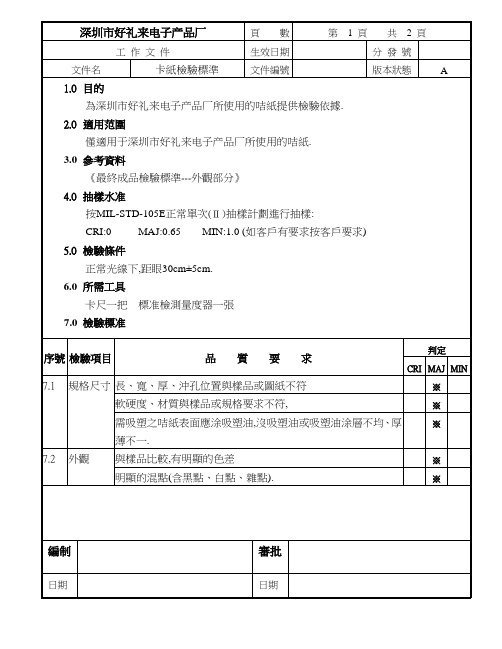
卡纸检验标准
版本狀態
A
1.0目的
為深圳市好礼来电子产品厂所使用的咭紙提供檢驗依據.
2.0適用范圍
僅適用于深圳市好礼来电子产品厂所使用的咭紙.
3.0參考資料
《最終成品檢驗標準---外觀部分》
4.0抽樣水准
按MIL-STD-105E正常單次(Ⅱ)抽樣計劃進行抽樣:
CRI:0 MAJ:0.65 MIN:1.0 (如客戶有要求按客戶要求)
※
Φ>0.5mm.
※
吸塑后成品能蓋住的部位有混點可接受.
明顯的刮傷、刮痕、擦花.
※
Φ≦0.05mm L≦2cm只有一條可以接受.
0.08mm≧Φ>0.05mm3cm≧L>2cm不在字符上.
※
Φ>0.08mm L>3cm並且露出底色.
※
吸塑后成品能蓋住的部位有刮傷、刮痕、擦花可接受.
印刷偏位、模糊、重影,但不影響識別.
60所需工具卡尺一把標准檢測量度器一張70檢驗標准序號檢驗項目品質要求判定crimajmin71規格尺寸長寬厚沖孔位置與樣品或圖紙不符軟硬度材質與樣品或規格要求不符需吸塑之咭紙表面應涂吸塑油沒吸塑油或吸塑油涂層不均厚薄不一
深圳市好礼来电子产品厂
頁數
第1頁共2頁
工作文件
生效日期
分發號
文件名
卡紙檢驗標準
※
錯印、漏印、嚴重的印刷偏位、模糊、重影.
※
破裂、破損、折皺、光油不均.
※
切割偏位、沖孔偏位.
※
7.3
試組
需熱壓的熱壓后開裂,脫落不牢
※
是插卡的與PVC罩不配,過緊過松
※
編制
審批
日期
日期
吸塑检验规范标准
不影响产品旳使用功能(操作/使用/可靠性)对预期旳目旳不导致影响旳表面外观缺陷(如表面污点,划痕,脏污,轻微拉线不良);
浩诚
吸塑检查规范
文献编号
版本版次
页次
HT-WI-HC-003
B0
2/4
检 验 标 准
据点
分类
检查
措施
检查
工具
1
材质
依客户规格及承认样为定,不得用错
重要
目视
2
尺寸
1、根据图纸测量产品旳长、宽、高、外径、内径等有关尺寸符合图纸规定
量测
卡尺
6.1.5
发白
1.外吸塑边表面有折痕导致发白,可接受但不可破损。
次要
目视
量测
浩诚
吸塑检查规范
文献编号
版本版次
页次
HT-WI-HC-003
B0
4/4
检 验 标 准
据点
分类
检查
措施
检查
工具
6
外观
6.2
内
吸
塑
刮
痕
1.无感刮痕在内吸塑可接受。
2.有感刮痕在内吸塑不可接受。
次要
目视
边
位
1.边位不可有刺手毛边。
浩诚
吸塑检查规范
文献编号
版本版次
页次
HT-WI-HC-003
B0
1/4
一、目旳:
为统一浩诚成品旳检查原则,保证产品品质符合客户及我司之品质规定,特制定此通用检查原则;
二、范围
适合于我司成品、半成品之检查
三、外观检查面定义:
A面:客户使用及展示产品时常常观测到旳表面,如:前面与顶面;
吸塑类检验标准
完美WORD 格式.整理制 订:吸塑类检验通用标准张兴善吸塑类品质检验通用标准1.目的为使吸塑类品质能够得以保证,特制定此品质控制标准,以此为检验依据。
2.范围适用于公司所有进料、制程、出货检验控制.3.检验条件3.1目视检验条件a)检验照明光线:功率(2×40W)的日光灯,光源距离被测面45~50cm,光强1000-1200lux。
b)观察角度:待测物被检测面与视线成45度,距离约45cm,上下左右转动被测物15度以内。
c)验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
d)观察时间:每件检验时间8s。
3.2检验工具:对样、测试仪器、样机等。
3.3抽样方案抽检方案依据AQL:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平Ⅱ,AQL=0(CR)、AQL=1.0(MA)、AQL=2.5(MI)。
根据合格质量水平和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该批是不合格批。
4.检验要求4.1 检验面定义A级面:暴露在外,通常为包材正面,如彩盒、折盒、内托正表面,PC镜片等。
B级面:暴露在外,且正常使用时并不直接看到的次要表面,如彩盒、折盒、内托侧面和背面等。
C级面:不易看见或看不见的次表面,如彩盒内部等。
(C级面不良允收缺陷不做明确标准定义,以实际情况而定)4.2缺陷等级定义a)致命缺陷:零件存在对使用者的人身及财产安全构成威胁的缺陷,或由于其缺陷,组装成成品后,会对使用者的人身及财产安全构成威胁的缺陷。
b)主要缺陷:-功能缺陷影响正常使用;-性能参数超出规格标准;-漏部件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;-导致最终客户拒绝购买的结构及外观缺陷。
c )次要缺陷:不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4.3缺陷代码对照表a )点状缺陷:b )线状缺陷c )针孔d )锯齿5,检验标准6.可靠性测试标准6.2 环保要求:所有材料需附有效SGS报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吸塑包装制品检验规范标准
热成型制品是采用高抗冲级聚苯乙烯(HIPS)片材、通用级聚苯乙烯(GPPS) 片材、双向拉伸聚苯乙烯(BOPS)片材、流延聚苯乙烯(CPS)片材
热成型制品是采用高抗冲级聚苯乙烯(HIPS)片材、通用级聚苯乙烯(GPPS) 片材、双向拉伸聚苯乙烯(BOPS)片材、流延聚苯乙烯(CPS)片材、流延聚丙烯(CPP)片材、聚对苯二甲酸乙二醇酯(PET)片材等,经气压热成型加工后呈各种形状盒子、盖子、托盘等包装用的塑料制品。
本标准适用于营养品、医药品、速冻品、食品、海鲜、蔬菜、电子、生活日用用品等使用领域中作为包装用的盒子、盖子、托盘等热成型制品。
本标准的卫生指标是按照GB13114-1994《食品容器及包装材料用聚对苯二甲酸乙二醇酯树脂卫生标准》、GB13113-1994《食品容器及包装材料用聚对苯二甲酸乙二醇酯成型品卫生标准》、GB5009.60-2003《食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法》、GB9689-2003《食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准》的规定。
本标准由常州辰诺包装材料厂提出本标准由常州辰诺包装材料厂起草本标准主要起草人沈奇企业标准热成型制品 Q320400 GS016-2005
1.范围本标准规定了热成型制品的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存的要求。
2.引用标准
2.1 GB13114-1994《食品容器及包装材料用聚对苯二甲酸乙二醇酯树脂卫生标准》
2.2 GB13113-1994《食品容器及包装材料用聚对苯二甲酸乙二醇酯成型品卫生标准》
2.3 GB/T5009.60-2003《食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法》2.4 GB9689-2003《食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准》
2.5 GB2828-1987《逐批检查计数抽样程序及抽样表》。
(注:以上五项为本公司过渡美国FDA标准前所引用的标准)
3.产品分类 3.1根据产品用的材料可分为HIPS 热成型制品(高抗冲级聚苯乙烯)、GPPS 热成型制品(通用级聚苯乙烯)、BOPS热成型制品(双向拉伸聚苯乙烯)、CPS热成型制品(流延聚苯乙烯)、CPP热成型制品(流延聚丙烯)、PET热成型制品(聚对苯二甲酸乙二醇酯)。
3.2规格:按热成型制品外形尺寸确定。
3.3特殊规格,由供需双方商定。
4.技术要求 4.1外观要求
4.1.1产品成型完整、饱满,轮廓分明,表面平整。
不允许有变形、隔筋、翘曲。
无非设计要求的泡点及凹点,四边厚薄均匀,无目视可见的变形及成型不良等现象。
4.1.2产品外形切口完整,基本无缺口、无毛刺等现象。
4.1.3产品表面应清洁,无灰尘、油斑、粉末、色点、污渍、杂物等附着。
4.2规格与尺寸产品外形尺寸偏差应在设计尺寸的±1.0 mm以内。
内形尺寸为内装物放置科适宜。
4.3重量偏差产品重量偏差不超过核定重量的±5%。
4.4卫生性能本产品卫生性能根据GB/T5009.60-2003《食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法》标准应符合GB9689-88《食品包装用聚苯乙烯成型制品卫生标准》、GB13113-1994《食品容器及包装材料用聚对苯二甲酸乙二醇酯成型品卫生标准》的规定。
5.试验方法
5.1外观检验。
在自然光线下目测。
5.2规格尺寸检验。
外形尺寸用精确度为0.02mm的游标卡尺测定,精确到小数点后一位。
5.3重量标准检验。
用感应量为0.1g的电子天平秤测量。
6.检验规则
6.1检验规则按GB2828-1987《逐批检查计数抽样程序及抽样表》进行。
收货公司有权对产品进行检验,检验时以一次定货量为一个批次,同一批次内应无质量差异、悬殊的产品混入。
6.2每一批次抽样箱数不低于总箱数的2%。
6.3每箱数不低于抽样数的10%。
6.4检验项目按本标准:3.1、3.2、4.1、4.2、4.3、4.4规定进行。
6.5检验结果如有一次不符合规定指标时,应重新取双倍样品,对不合格项目进行复检。
复检结果若仍不符合规定指标,则该批次产品可作不合格处理。
7.标志、包装、运输和贮存
7.1标志本产品包装箱上应标明:生产厂商、产品名称、规格数量、生产日期、检验工号以及运输贮存中注意的事项。
7.2包装本产品的包装方式:一次性塑料内衬袋、外用纸箱(符合标准承重的纸箱)、定数定量、按名称规格等进行包装。
7.3运输本产品在运输过程中应按标准堆码、轻装轻缷,防止挤压重压、机械碰撞、雨淋、摔跌及阳光的直射等。
7.4贮存本产品在贮存时,应存放于相对阴凉、通风、干燥的室内仓库中,温度在40度以下。
距离热源不少于2M,不能与有毒的物品共同存放。
在正常贮存条件下,自生产日期起保存期为三十六月。