大焊接线能量储罐用钢的开发与应用
大型储罐焊接技术的应用与发展

先焊纵 焊 缝 , 焊 环焊缝 . 后 当焊 完相 邻两 圈壁
板 的纵焊缝 后 , 纵缝 采 用气 电立 焊工 艺 , 自下 向上
焊 , 焊 接 其 间 的环 焊 缝 . 接 环 焊缝 时 , 再 焊 先焊 接 外 侧 焊缝 , 焊 内侧 焊 缝 . 焊 接 内侧 焊缝 前 , 后 在 应 对 焊缝 进行 清 根 ( 可使 用 碳 弧 气 刨 +砂 轮 打磨 或 直 接 用砂轮 打磨 ) .
2 3 大角 缝焊 接 .
埋弧 自动 焊应 用 于 罐 底 板 的焊 接 , 要是 针 主
对罐底 中幅板 、 甲缝 的对 接焊 缝和 大角缝 的 龟
焊接 . 对接缝 焊 接工艺 主 要是碎 丝填 充埋 弧 自动平 焊: 焊接前 , 先在坡 口内放置一定厚度的碎焊丝 ,
大角缝 焊 接可 在 第 三 、 圈壁 板 焊 接 完 成 后 四 进 行 . 焊 内侧 焊 缝 , 焊 外 侧 焊缝 . 用 手工 电 先 后 采 弧 焊 +埋 弧 自动焊工 艺 . 手工 电弧焊 时 , 采用分 段 退 焊 法 , 工对 称 均 匀 分 布 , 同一方 向施 焊 ; 焊 沿 埋
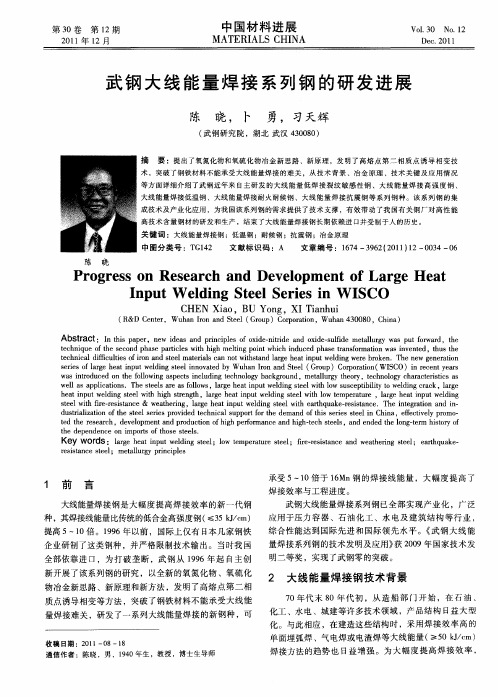
图 1 罐 体 结 构 部位 图
( )罐底 : 1 由多块 薄板 组装 而 成 , 排 列 方式 其
一
般 由设计 给 定 . 底 中部 钢板 称 为 中幅板 , 罐 边缘
板为弓形板 , 采用带垫板的埋弧 自动焊连接的对
接 焊缝 形式 .
收 稿 日期 :0 1 1 6 2 1- - 0 0
还不够高 , 特别是 与高强钢板相匹配的 自动焊焊 丝、 焊剂 , 大部分都依赖进 口, 价格昂贵 , 这是今后 我国油罐建造必须要解决的课题. 相关 焊材建造 业应 重点 开 发适 合 不 同钢 材 焊接 的 自动 焊 焊 丝 、 焊剂, 并提供相应的工艺参数. 总之 , 在今后我国大型储罐建造的施工中, 自 动焊 是 主要 的发 展 方 向 , 然 现 在 已经 有 了长 足 虽 的发展, 但是与国外大型储罐的建造相比, 还有很 大的差距. 达 到 机械 化 作 业 , 要 还有 很 长 的路 要走 .
大线能量焊接用结构钢的研究进展资料讲解

大线能量焊接用结构钢的研究进展宋凤明李自刚钱余海沈凯钢板被广泛用于诸如建筑、桥梁、压力容器、储罐、管线和船舶等基础建设和大型建筑中。
建筑构件的大型化和高层化发展趋势要求钢板的厚度增加,同时具有更高的综合性能,包括更高的力学性能、高效的加工性能以及优良的抗腐蚀性能和抗疲劳破坏性能等。
但是,随着钢板强度的提高,其冲击韧度和焊接性能显著下降,焊接裂纹敏感性增加。
特别是随着焊接线能量的提高,传统低合金高强钢的焊接热影响区性能(强度、韧性) 恶化,易产生焊接冷裂纹问题,给大型钢结构的制造带来困难。
由于焊接为厚板加工的主要方式,满足大线能量焊接性能也逐步成为各种钢种所具备的一种性能。
所以,在追求高强度的同时,改善钢板的韧性以提高钢板的焊接性能越来越迫切。
本文综述了大线能量焊接用结构钢的研究进展。
提高钢大线能量焊接性能的主要技术手段钢大线能量焊接的主要难点在于其热影响区(HAZ) 的强度和韧性随着输入线能量的增大而降低。
因此,HAZ的韧性成为制约钢大线能量焊接的关键因素。
为了解决HAZ的韧性问题,国内外相继开展了大线能量焊接用钢的研究工作,提岀的改善韧性的方法主要有降低C含量和Ceq利用微合金元素和氧化物夹杂细化奥氏体晶粒、获得韧性好的组织如针状铁素体以及贝氏体组织的超低碳钢、通过改进生产工艺提高韧性等。
1 奥氏体晶粒的细化晶粒细化是同时提高钢的强度和韧性的唯一途径。
通过降低奥氏体的晶粒尺寸来增加形核点密度以细化铁素体晶粒的方法已经被广泛研究。
原奥氏体晶粒越细小,HAZ的晶粒也就越小,韧性也就会越好。
在钢中引入微量的合金元素,形成弥散分布的高熔点颗粒。
这些颗粒一方面以“钉轧”的形式阻碍奥氏体晶界的迁移,限制奥氏体晶粒的长大,同时增加了相变过程中的形核点,从而使钢的组织更加细小。
目前研究较多的是Ti 元素对高温奥氏体的细化作用。
研究发现,Ti 在钢中形成细小弥散的TiN 粒子,在焊接热循环过程中有效阻止奥氏体晶粒的长大,促进针状铁素体析岀,从而改善HAZ的韧性。
首钢储罐用钢SG610E大线能量焊接性分析

焊 接热循 环 的作 用 , 焊 接热 影 响 区( A , 焊缝 在 H Z即
两侧 母 材发 生组 织 和性 能 变化 的 区域) 品粒 异 常长
能量 焊接 性能 等更 加严 格 的要 求 。 由于大 型原 油储
收 稿 日期 :0 0 0 — 0 2 1 — 1 2 作者简介: 鞠建斌(7 , , 1 3 男 黑龙江哈尔滨人 , 9 高级工程 师 ,
博 士 , 要 从 事 金 属 焊 接 性 和 大 线 能 量 焊 接 的 研 主
公 司就 已成 功地 研 制 出 S V 9塞 高 强度 压 力容 P 40 Q等 器钢板 。 日铁采 用 D - 新 Q T技 术开 发 了 H 5 0 6 0 T9 - 1 ,
住 友 采 用 T P工 艺 开 发 了用 于 低 温 环境 下 的大 MC
型储 油 罐 建设 的 H 6 0, E采用 D + 、 Q HO T1 J F Q TD + P
究 工作 。
组。 目前 , 已经有 多 家钢铁 企业 ( 宝钢 、 鞍钢 、 武钢 、 舞
钢 、 钢 、 钢) 济 南 完成 了石 油储 备 罐 用大 线 能 量焊 接 用 高强 度压 力容 器 钢板 的试 制 , 推动 了钢板 的 国产
化, 并完 成 了我 国第 一期 石 油储 备基 地 的建设 。 为 了满 足 国 内对 大线 能量 用 钢 的需 求 ,首 钢
技 术开 发 了 JE HT N 1E F — IE 6 0 。
在 国家 发 改委 的组 织下 ,0 4年 7月 , 2o 中石 化 牵 头成 立 了 由钢铁 企业 、 用 单 位 以及 有关 科研 单 使 位 等 组 成 的 大 型石 油 储 罐 用 钢板 国 产化 联 合 攻 关
武钢大线能量焊接系列钢的研发进展
大线能量 焊接低 温钢 、大线能量 焊接耐火耐候钢 、大线 能量焊 接抗震 钢等系列 钢种。该 系列 钢 的集 成技术及产 业化应用 ,为我 国该 系列 钢的需求提供 了技术支撑 ,有效带 动了我 国有关钢 厂对高性 能 高技 术含量钢材 的研发 和生产 ,结束了大线能量焊接钢 长期依赖进 口并受制于人 的历 史。
wa n r d c d o h olwi g a p cs i cu i g tc n lg a k r u d s ito u e n t e f l n s e t n l d n e h oo b c g o n ,me al r h o y,tc n lg h r c e i is a o y tl g te r uy e h oo c aa trs c s y t wela p l a in .T e se l a e a l ws ag e tip t li g se l i o s s e t i t e dn r c l s a p i t s h t es r sf l ,l r eh a u d n te t lw u c p i l y t w l i gc a k,lr e c o oo n we w h bi o ag h a n u e d n t e t ih s e gh,l r e h a n u e dn te t o e e au e ,lr e h a p t l ig e tip tw l i g se l h h g t n t wi r a g e tip tw l i g se l h lw tmp r t r wi ag e tn u dn i we s e i r —e itn e& we te n t lw t f e r s a c e hi s ah r g.1r e h a n u l ig se lwi a t q a e r ssa c .T e it g ain a d i — i ag e t p t i wed n te t e r u k —e it n e h h h n e rt n n o d s i l ai n o e se l e is p o i e e h i a u p r frt e d ma d o i s r s se li h n u t ai t f h te r r vd d tc n c ls p ot o h e n ft s e i te n C i a,e e t ey p o — r z o t s e h e f c i l r mo v td t e r s a c e h e e r h,d v l p n n r d cin o ih p r r a c n i h t c t es n n e el n —e itr f e e o me t d p o u t fh g ef m n ea d h g -e h se l ,a d e d d t o g t r h s y o a o o h m o te d p n e c n i o s o h s te s h e e d n e o mp r ft o e se l . t
首钢大型石油储备罐用大线能量焊接钢板研究

系列焊接性能 ,在气 电立焊 、电弧手 工焊及埋弧 自动 焊的焊 接条 件下 ,焊接 接头 的强度 、低温 冲击韧 性 、
CO T D及 N T D r等指标 完全满足大型石油储备 罐用 钢板 的要求 。 关键词 石油储罐 大线能量 钢板 性能
The Re e r h o he Hi h Ene g n utW ed ng Plt f sa c n t g r yIp li a eo
目前 ,我国 1 0万 m 大型石油储备罐 的建 设 已经 基本 实现 了钢板 的国产化 。国产钢 板在 我
国一 期石油 储备 基地 的建 设 中逐 渐得 到 了推广 和
20 0 8年热 处 理 生产 线 投 入 使 用 后 及 时 开 始 了石 油 储 备 罐 用 钢 板 S 60 ( 2 NV G 1E 1Mn iR)( 称 简
o vo sc a g b i u h n e.Es e ily,t e wedig p ro ma c sa e i to c d. Un rt ewed n o d t n p c al h l n e r n e nr du e f r de l i g c n ii s h o o f EGW , SMAW a d AW , t e n ia o s n l d n c a i n S h i d c tr i cu i g h ry mpa t NDTF a d c, n CT OD o h fte
w ligji a l aiy t erq i m ns fag t aeo n . e n n cnf l st f d ot u y s lt eur e t o res rg it k l h e l o la
Ke r s olso a e tnk, hih e e g n u , p ae, p o e t y Wo d i tr g a g n ryip t lt r p ry
大线能量焊接用钢的现状与发展讲解
大线能量焊接用钢板的应用领域
船舶
桥梁
高层建筑
海洋结构
石油储罐
球罐
国外大线能量焊接用钢的研究现状
造船
日本JFE公司的EH40船板钢的焊接 热输入量已经达到680kJ/cm,40 至100mm厚度的钢板可实现一道次 焊接成形,其焊接效率比传统方 法提高数十倍。
日本新日铁公司开发的EH40造船 钢板,其焊接热输入量能够达到 390 kJ/cm;
• 钢中第二相,包括传统意义上的夹杂物微细化及其形状 和分布状态的有效控制是未来钢铁材料科学与技术发展 的重要方向。
晶内针状铁素体含量与韧脆转变温度的关系
只有当HAZ组织中的针状铁素体含量达到50%以上 时,焊接热影响区才会显现出良好的低温韧性
HAZ部位奥氏体晶粒尺寸对韧性的影响 HAZ部位奥氏体晶粒细小有利于提高韧性
50mm
21mm
50mm
1水冷滑块 2金属熔池 3渣池 4焊接电源 5焊丝 6送丝轮 7导电杆 8引出板 9出水管 10金属熔滴 11进水管 12 焊缝 13起焊槽
普通热输入焊接:多道次、生产效率低
大热输入焊接:单道次、生产效率高,成本低
电渣焊焊缝
手工焊焊缝
1 大线能量焊接用钢的研究现状
近年,随着构件的大型化和大跨度化,使用低合金高强钢的下游企业为 提高施工效率和降低成本,逐步开始采用更为高效的大线能量焊接方法。 目前国内常见的大线能量焊接方法如下:
日本大线能量焊接用钢生产技术简介
日本大热输入焊接用钢的生产技术——氧化物冶金技术
新日铁的“HTUFF”技术:
使钢中形成纳米级Ca、Mg的氧化 物和硫化物粒子,细化奥氏体晶 粒的同时利用这些氧化物作为晶 内针状铁素体的形核点,提高大 热输入焊接CGHAZ的韧性。
大线能量焊接问题
钢板被广泛用于诸如建筑、桥梁、压力容器、储罐、管线和船舶等基础建设和大型建筑中。
建筑构件的大型化和高层化发展趋势要求钢板的厚度增加,同时具有更高的综合性能,包括更高的力学性能、高效的加工性能以及优良的抗腐蚀性能和抗疲劳破坏性能等。
但是,随着钢板强度的提高,其冲击韧度和焊接性能显著下降,焊接裂纹敏感性增加。
特别是随着焊接线能量的提高,传统低合金高强钢的焊接热影响区性能(强度、韧性)恶化,易产生焊接冷裂纹问题,给大型钢结构的制造带来困难。
由于焊接为厚板加工的主要方式,满足大线能量焊接性能也逐步成为各种钢种所具备的一种性能。
所以,在追求高强度的同时,改善钢板的韧性以提高钢板的焊接性能越来越迫切。
提高钢大线能量焊接性能的主要技术手段钢大线能量焊接的主要难点在于其热影响区(HAZ)的强度和韧性随着输入线能量的增大而降低。
因此,HAZ的韧性成为制约钢大线能量焊接的关键因素。
为了解决HAZ的韧性问题,国内外相继开展了大线能量焊接用钢的研究工作,提出的改善韧性的方法主要有降低C含量和Ceq、利用微合金元素和氧化物夹杂细化奥氏体晶粒、获得韧性好的组织如针状铁素体以及贝氏体组织的超低碳钢、通过改进生产工艺提高韧性等。
1 奥氏体晶粒的细化晶粒细化是同时提高钢的强度和韧性的唯一途径。
通过降低奥氏体的晶粒尺寸来增加形核点密度以细化铁素体晶粒的方法已经被广泛研究。
原奥氏体晶粒越细小,HAZ的晶粒也就越小,韧性也就会越好。
在钢中引入微量的合金元素,形成弥散分布的高熔点颗粒。
这些颗粒一方面以“钉轧”的形式阻碍奥氏体晶界的迁移,限制奥氏体晶粒的长大,同时增加了相变过程中的形核点,从而使钢的组织更加细小。
目前研究较多的是Ti元素对高温奥氏体的细化作用。
研究发现,Ti在钢中形成细小弥散的TiN粒子,在焊接热循环过程中有效阻止奥氏体晶粒的长大,促进针状铁素体析出,从而改善HAZ的韧性。
研究人员发现,Nb可以加强Ti的细化作用。
Nb在钢中与N也有着强烈的亲和力,可以取代部分Ti,与N形成(Ti,Nb)N颗粒,其溶解温度在1350℃以上,可以钉轧、拖拽高温奥氏体晶界的迁移。
#大型储罐焊接技术的现状与发展
大型储罐焊接技术的现状与发展1 前言随着我国经济的快速发展和人民生活水平的提高,能源消耗急剧增长,石油和成品油的需求剧增。
目前我国已变成石油进口大国,石油已成为国家重要的战略物资,它直接关系到我国的经济发展、社会稳定和国家安全,增加原油储备迫在眉睫,因此,我国对国家石油储备库和成品油库的建设给予了高度重视,我国规划中到2010年将建成数千万立方米的石油战略储备能力,分期进行建设,大连国家石油储备库30台10万罐群已开始建设,我国大型储罐的施工建设进入了一个新的高速发展期。
大型立式钢制储罐是石油化工行业非常重要的储运设备,越来越多地用于原油、成品油等储运工程。
焊接是储罐建造的主要工序,对储罐的施工质量具有决定性意义。
储罐的类型有很多,但在各类油库的建造中,广泛应用的是大型立式钢制圆筒形拱顶储罐和浮顶储罐,它引领着当今大型储罐建造技术的发展。
本文以此为例,在简要介绍其结构特点和安装方法的基础上,分析大型储罐焊接技术的现状和发展趋势。
仅供交流参考。
2 储罐的结构特点与安装方法储罐有很多种类,按其形状可分为立式、卧式和球形储罐;按容积有大型和小型的区别(大型储罐是指公称容积为100~30000平底、固定顶储罐和公称容积为1万以上浮顶储罐;小型储罐大多是公称容积小于100的储罐,一般为卧式的小型容器)。
在各类大型储罐中,绝大多数是建在地上的,用于储运原油、成品油、液态化工产品及水等其它液体的立式圆筒形钢制储罐。
立式圆筒形钢制储罐由罐底、罐壁和罐顶及附件等部分构成,按罐顶的结构可分为:无力矩顶储罐、拱顶储罐、锥顶储罐、浮顶储罐和内浮顶储罐等,其中以拱顶储罐(包括内浮顶拱顶储罐)和浮顶储罐应用最为广泛,技术成熟。
其结构特点与安装方法如下:2.1 储罐的结构特点2.1.1 拱顶储罐的结构拱顶储罐是指罐顶为球冠状,罐体为圆柱形的一种容器,其结构见图1所示。
拱顶储罐除了罐顶板的制作较复杂外,其他部位的制作较容易,造价较低,故在国内外石油化工部门应用较为广泛。
大线能量焊接用钢的现状与发展讲解
船 板 焊 接
板厚60mm
采用2电极VEGA设备1次焊接, 焊接作业时间可缩短1/10.
焊缝金属的性能可以通 过调整焊接材料和焊接 工艺来满足要求,而焊 接热影响区(HAZ)性能 的改善则必须从根本上 改变传统钢板本身的固 有性能。
大线能量焊接用钢的技术特征示例
高层建筑用钢
普通热输入焊接—手工焊
大热输入焊接—电渣焊
TMCP Rm>490MPa,不预热
X80
440MPa、590MPa
最高热输入kJ/cm 680 390 350
200
国内
目前国内的 正火或TMCP 钢板焊接热输 入≤50 kJ/cm,
达到100kJ/cm
204
的钢板仅有石 油储罐和造船
板两个钢种
219 350 150
1100
电渣焊 HAZ性能 多不合格
• 钢中第二相,包括传统意义上的夹杂物微细化及其形状 和分布状态的有效控制是未来钢铁材料科学与技术发展 的重要方向。
晶内针状铁素体含量与韧脆转变温度的关系
只有当HAZ组织中的针状铁素体含量达到50%以上 时,焊接热影响区才会显现出良好的低温韧性
HAZ部位奥氏体晶粒尺寸对韧性的影响 HAZ部位奥氏体晶粒细小有利于提高韧性
• 晶内针状铁素体分割了原奥氏体晶粒,其位向与晶界形 核连续推进的铁素体晶粒的位向完全不一样,由此可明 显抑制非等轴铁素体晶粒的形成及定向长大;
• 晶内针状铁素体的形成增加了铁素体的体积分数,使铁 素体晶粒细化的同时形状和分布趋于更加合理;使钢材 在塑、韧性不降低的情况下得到有效强化;
• 韧性较高的晶内针状铁素体完全包围了传统意义上属于 有害的非金属夹杂物粒子,使夹杂物对钢材塑、韧性和 疲劳性能等的损害程度显著降低甚至消除;
原油储罐用钢的开发与应用最新进展
3 ・ 8
维普资讯
第 2 卷第 3 3 期
压
力
容
器
总第 1 期 6 0
l 万 m 以上的大型浮顶油罐 , 0 3 其施工 是采用高效 大线能量焊接技术 , 应 的大线 能量焊接用 钢板。 适
海基地从规模上是四大基地之首 , 其工程进度最快 ,
一
期工程有 4组 l 6个 l O万 m 油罐 , 3 全部工 程在
风险 , , 因此 建立我国战略石油储备成为业界关注的
热 门话题 。
20 年底之前竣工 , 06 共有 5 2个 l 万 m 油罐 , O 3 可储
备石油总计 5 万 m 。此外 , 0 2 3 紧邻镇海基地有 中国
维普资讯
原油储 罐用钢 的开发 与应用最新进 展
(. 1 华东理工大学 , 上海 章小浒 。 . 王正东 涂善东 一 , 203 ;. 027 2 国家压力容器与管道安全工程技术研究 中心 , 安徽 合肥 203 ) 30 1
摘 要: 介绍 了中国原油储罐用大线能量用钢 的开发和应用现状 , 并介绍 了鞍钢 新轧钢股份有限公 司和上海宝钢集团公司最近开发的低焊接裂纹敏感性大线能量用钢。
En r y W ed n te l t o lS o a e e g li g S e l a e f r Oi t r g P
ZHANG io—h 1 NAG h n Xa a, W 2 Z e g—d n TU lm — d n og . Su og
( .at hn nvrt o c neadTcnl ySaga203 ,hn ; 1EsC iaU i sy f i c n eho g ,hnhi 027 C ia e i S e o 2C i aoa Rsac et nPesr esl dPpleSfyEg ergHe i 30 1C i ) .h aN tnl eerhCne o rs eV se a i i a t ni en, f 03 ,hn n i r u n en e n i e2 a A s atT ippr ecbsh r ettu dapi tno g ptnr e ig t l 1eo l bt c:h ae dsre epe n a s plao hh i u ee ywl n e a r i r s i t s st a n c i fi n g d s e0 tf o s r e Tepprnoue el e igc c esit s e p to i pt nry e igdvl ta . a tdcst wwl n r ks ivy t l le f g i u e ln ee一 og h e ir h o d a n ti e a hh n e g w d
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大 焊 接 线 能 量 储 罐 用 钢 的开 发 与应 用
合肥通 用机械研究所 章 小 浒 福 建 炼 油 化 工 有 限 公 司 李 晓燕
摘 要: 介绍储罐用 大线能量用钢 开发的技术要 求与途 径。武 汉钢铁 ( 团) 司和舞 阳钢铁 有 限责 集 公
1M NV 2 n iR调 质高强钢 的开发 以 C—S —M , 是 i n 合 金为基础 , 采用 了多元 微合 金化处理 , 添加 M 、 、 oV
B、 iT 等 合 金 元 素 , 过 合 理 的 调 质 热 处 理 制 度 , N、i 通 得 到 满 足 钢 板 力 学 性 能 和 大 线 能 量 焊 接 要 求 的 组织 结 构 。其 关 键 技 术 措 施 为 : () 1 预处 理 : 水 预 处 理 包 括 K 铁 R脱 硫 , 条 件 有
理低合金 高强度钢 , 钢板 的技术条件 具有 以下特点 : ( ) 强 度 ( >40 a c >60—70 a ; 1高 I 9 MP ,6 1 r1 3 ) () 韧 性 ( 向试 样 一2 ℃ 夏 比 V型 冲击 吸 收 2高 横 0
功 AV 4J ; K  ̄ 7 ) >
() 良 的焊 接 性 ( 制 碳 当 量 C 3优 控 ≤0 4% 、 .5 焊 接 裂 纹 敏 感 组 成 P。≤O2 % ) .8 ; () 足 大 线 能 量 焊 接 要 求 ( 4满 口为 10 Jc 时 , 0 k/ m H Z的 强 度 、 A 冲击 功 均 能 达 到对 母 材 的要 求 ) 。
的还包括脱磷 。强 化冶炼 中脱氧 期 脱磷操 作 , 严格 控 制 钢 中 P S含 量 。 、
Pl t or O i S o a e ae f l t r g
Hee n rlMa hi r s a c n tt e ZHANG ao— h f iGe e a c ne y Re e rh I si ut Xi u
F j nO l e n r o ,t . L a ui i R f e C . Ld a i y IXio—y h a
a e・ g
Ke r s h g n u n ry w l i g e ta e tz n y wo d : ih i p te e g e dn ;h a f o e;T N a t l ; e t a ed n c i p r ce v r c w l i g i il
1 前 言
中, 当板 厚 为 2 r 时 采 用 V型 坡 口气 电 立 焊 一 次 1m a 焊接 成 型 时 , q为 9 0—10 Jc 0k/ m。 因此 开 发 大 型 储 罐用大线能量用 钢技术要求最高 , 度最大 。 难 以往 我 国 5万 m 3以 上 储 罐 所 用 的 高 强 钢 全 部 依赖 进 口 , 使 钢 材 国 产 化 ,97年 武 钢 联 合 北 京 为 19 燕 山石 化 公 司 、 中通 公 司 和 合 肥 通 用 所 等 单 位 , 先 率 在 国 内 开 展 了 ≥ 60 a级 的 大 线 能 量 用 钢 1MP WH60 2钢 的研 制 和 应 用 研 究 。 并 在 20 1D 02年 列 入 即将 发 布 实施 的 国家 标 准 《 力 容 器 用 调 质 高 强 度 压
so a e Wa e c ie tr g S d s rb d.T e p p rs o d t a e me h ia r p r fh g p te e g e d n te lt h a e h we h tt c a c p e t o i h i u n r y w l i g se l a e h n l o y n p w s ma e b u a r n a d S e l Gru o a y a d W u a g Io d S e l C . L d.T e ts e u t a d y W h n Io n te o p C mp n n y r n a t o , t h e t rs l n n s s o e a e se lp ae C e wed o ih ip t n r y a d s lp a e c n b o s u t ro l t r hw d t t t lt a b l e f rh g n u e g t l t a c n t ce f i 8o — h t h n d e n e e r d o
化学配 比时 ,i TN粒子更 加 细小且 分布 弥散 , 对高 温 奥 氏体 晶粒的细化作用 最 强 , i T/ N值 过大或 过小 都 将 消 弱 这 一 作 用 。 TN 在 ) F i , e中 的 固 溶 度 积 公 一 式[为 : 3 】
l(T]N] y .2—80 / g [ i[ ) =0 3 00 T 在 一 定 的 温 度 (30【) 钢 中 的 一 定 含 N 量 12 c 和 =
A s at h cn a r u e et ad t hi t d f i p t nr e i t l l ef i bt c: et h i l e i m n n n c m h so h hi u ee yw l n s e pa r l r T e c q r s c e l ae o g n g d g e t o o
・
钢板 》 该 钢板 正式命 名 为 1M NV 。 19 , 2 n iR 99年北 京 燕 山石化公 司 、 肥通 用所 和 中石 化北 京设计 院等 合
依托北京燕 山石化公 司四台 l 0万 m 原 油 储 罐 工 程 3
承 担 了 中 石 化 的 科 技 开 发 项 目“ 0万 m l 3大 型 原 油
( 一般为
) 的条件 下 , 据 上式 计算 出的 固溶 根
的 T 含 量 约 为 0 05 。 随 着 钢 中 T 增 多 , 溶 的 i .0 % i 未 T 相 应 增 多 , 沉 淀 析 出 的 TN数 量 增 多 , 时 TN i 即 i 同 i 颗 粒 的 尺 寸 也 相 应 增 大 。但 是 在 焊 接 热 循 环 作 用 后 ,i 的 颗 粒 数 并 不 随 T 含 量 的 变 化 而 单 调 的 增 TN i 加 , T 含 量 达 到 00 5 时 , i 的 颗 粒 数 达 到 最 当 i .1% TN
随着工 程结构 和压 力容 器 的大型 化 , 要 开发 需
与高 效 大线 能 量 焊 接 技 术 相 适 应 的 大 线 能 量 焊 接 用
钢板 。 由于大线能量焊接对传 统 的低 合金钢焊接热 影响 区的强 度和韧性 会 造成 恶 化 , 强度 和韧 性 随 其 焊接线 能量 的提高 而大 幅下 降 , 防止焊 接 过程 中热 影 响 区 性 能 恶 化 成 了 开 发 大 线 能 量 用 钢 的关 键 。
1 ・ 6
维普资讯
第2 0卷第 1 期
压
力
容
器
总第 12期 2
储 罐 的国产 化建 造 技 术研 究 ” 0 1 , 阳钢 铁 。20 年 舞 公司 联合 合肥 通 用 所等 单位 研 制 1M NV 2 n iR钢 板 , 并 于 20 02年 7月 通 过 了 “ 标 委 ” 力 容 器 新 钢 材 容 压
中图 分类 号 : Q 5 . ;Q 5 . 1 T 032T 004 文献 标 识码 : A 文章 编号 :0 1 87 2 0 ) 1 0 6 4 10 —4 3 (0 30 —0 1 -0
Ex lia in a d Ap l a o fHi h I p tEn r y W ed n t e p ot t n p i t n o g n u e g l i g S e l o ci
任 公 司 所 开 发 的 大 线 能 量 钢 板 的各 项 力 学 性 能试 验 和 大 线 能 量 焊 接 试 验 , 果 证 明 其 性 能 可 以满 结 足 大 线 能量 焊 接 的 要 求 , 够 用 于 大 型储 罐 的建 造 。 能
关键词: 大焊 接 线 能 量 用 钢 ; 影 响 区 ; i 子 ; 电立 焊 热 TN粒 气
大 线 能 量 焊 接 技 术 最 早 应 用 于 造 船 , 提 高 效 为
率, 采用 焊接线 能量 q 0 Jc ≤5 k/ m的单 面焊 。随 着 建筑 、 梁 、 桥 能源 、 化 、 石 电力等行 业 的发展 , 越来 越 多的采用 大线能量用钢 , 除大 型储罐用钢 外 , 其最 大 q 0 Je 。 而 大 型 储 罐 在 进 行 纵 焊 缝 焊 接 过 程 ≤6 k/r a
是熔合线 区域存 在 大量 的 岛状 马 氏体 ( —A) 硬 M 的
化 组 织 , 了 改 善 HA 为 Z韧 性 , 减 少 M— A相 , 现 需 实 T 和 N的最 佳 配 比 。TN粒 子 是 严 格 按 1 1 T、 i i : 的 iN 原 子 比析 出 的 , 钢 中 T、 原 子 比 为 1 1时 , 应 当 iN : 相 于重 量 百 分 比约 为 34 , 此 34 .2 因 .2为 钢 中 T、 原 iN 子 的理 想 化 学 配 比 。 当 钢 中 的 T/ 值 接 近 于 理 想 iN
时奥 氏体 的晶粒粗 大 , 大针状铁素体 的沉 淀核 , 增 由
此确 立 了 K T处 理 技 术 ( 户 超 韧 化 处 理 ) S 神 。这 种 处 理 技 术 已经 成 为 开 发 大 线 能 量 用 钢 的技 术 基 础 。 大 线 能 量 焊 接 时 焊 接 热 影 响 区 脆 化 的 主要 原 因
评 审 , 在 推 广 应 用 。 目前 , 钢 集 团上 海 浦 东 钢 铁 正 宝 公 司 也 正 在 开 发 储 罐 用 1Mn iR钢 板 。 2 NV
2 大 焊 接 线 能 量 用 钢 开 发 的 技 术 要 求
HT N 1E 、 IE C 6 0 N 等 。 对 于 如 何 防 止 IE 6 0 2 RV R A E 1A 采用 大线 能 量 焊 接 时 H Z韧 性 恶 化 的 难 题 , 验 了 A 试 各种 添 加 元 素 对 金 相 组 织 和结 晶颗 粒 的 影 响 。结 果 表 明 : 据 钢 中的 N含 量 , 当 添 加 T, 成 TN细 根 适 i形 i 粒状 弥 散 分 布 的粒 子 以减 轻 大线 能 量 焊 接 热 影 响 区 脆化 的效 果 最 好 , 用 TN 的 沉 淀 物 可 以抑 制 焊 接 利 i