加工45号钢切削相对参数
Q345B材料性能参数
Q345BQ345BQ钢的屈服强度345屈服强度数值,单位MPaB质量等级为B级执行标准执行GB/T1591-2008应用桥梁、车辆、船舶、建筑优点低温性能好,冷冲压性能目录1. 1优质2. 2工具钢3. 3易切削钢4. 4合金1. 5结构钢2. 6高强度钢3. 7弹簧钢4. 8轴承钢1. 9合金高速2. 10耐热钢3. 11焊条钢4. 12电工硅钢优质编辑①钢号开头的两位数字表示钢的碳含量,以平均碳含量的万分之几表示,例如平均碳含量为0.45%的钢,钢号为“45”,它不是顺序号,所以不能读成45号钢,可读作45钢。
②锰含量较高的优质碳素结构钢,应将锰元素标出,例如50Mn。
③沸腾钢、半镇静钢及专门用途的优质碳素结构钢应在钢号最后特别标出,例如平均碳含量为0.1%的半镇静钢,其钢号为10b。
工具钢编辑①钢号冠以“T”,以免与其他钢类相混。
②钢号中的数字表示碳含量,以平均碳含量的千分之几表示。
例如“T8”表示平均碳含量为0.8%。
③锰含量较高者,在钢号最后标出“Mn”,例如“T8Mn”。
④高级优质碳素工具钢的磷、硫含量,比一般优质碳素工具钢低,在钢号最后加注字母“A”,以示区别,例如“T8MnA”。
易切削钢编辑①钢号冠以“Y”,以区别于优质碳素结构钢。
②字母“Y”后的数字表示碳含量,以平均碳含量的万分之几表示,例如平均碳含量为0.3%的易切削钢,其钢号为“Y30”。
③锰含量较高者,亦在钢号后标出“Mn”,例如“Y40Mn”。
合金编辑①钢号开头的两位数字表示钢的碳含量,以平均碳含量的万分之几Q345B表示,如40Cr。
②钢中主要合金元素,除个别微合金元素外,一般以百分之几表示。
当平均合金含量<1.5%时,钢号中一般只标出元素符号,而不标明含量,但在特殊情况下易致混淆者,在元素符号后亦可标以数字“1”,例如钢号“12CrMoV”和“12Cr1MoV”,前者铬含量为0.4-0.6%,后者为0.9-1.2%,其余成分全部相同。
铣削加工参数

铣削加工参数
1铣削要素
铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:
m/min
r/min
v:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数。
孔加工的切削参数表格(精)
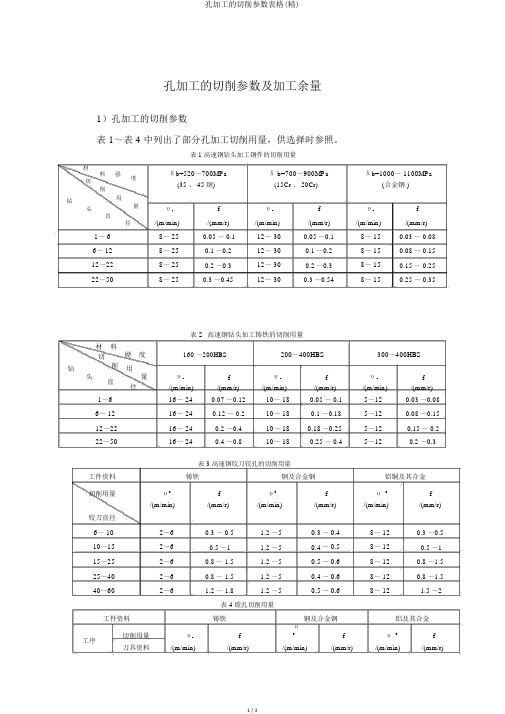
孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。
磨削加工参数-磨削加工的范围有哪些?

磨削加工参数-磨削加工的范围有哪些?磨削加工参数磨削加工是一种常用的精密加工方法,其加工参数对加工效果有着至关重要的影响。
以下是常用的磨削加工参数及其单位:1.磨削要素磨削速度v:砂轮旋转运动的线速度,单位为m/s。
工件速度vw:工件运动的线速度,单位为m/min。
轴向进给量fa:对平面磨削而言,指工作台每单行程或双行程后砂轮轴向移动量,单位为mm/单行程或mm/双行程,本“推荐表”采用mm/双行程为单位。
对外圆、内圆磨削而言,指工件每相对于砂轮的轴向移动量,单位为mm/r。
径向进给量fr:砂轮径向切入工件的深度,单位为mm。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
B:砂轮宽度,单位为mm。
2.平面磨削平面磨削是一种常见的磨削加工方法。
下表列出了三种不同硬度的钢材在淬火状态下的平面磨削参数:XXX淬火状态(硬度:40~45HRC)类别 Ra fr(mm) fa(mm/双行程) v(m/s) vw(m/min)砂轮粗磨 1.6 0.02~0.04 0.3B 25~30 15~25WA46K 精磨 0.8 0.01~0.015 0.1B 20~25 10~15WA60KGCr15钢淬火状态(硬度:61~65HRC)类别 Ra fr(mm) fa(mm/双行程) v(m/s) vw(m/min)砂轮粗磨 1.6 0.015~0.03 0.3B 15~20 15~25WA46K 精磨 0.8 0.005~0.01 0.1B 15~20 15~25WA60KT10钢淬火状态(硬度:58~64HRC)类别 Ra fr(mm) fa(mm/双行程) v(m/s) vw(m/min)砂轮粗磨 1.6 0.02~0.03 0.3B 25~30 15~25WA46K 精磨 0.8 0.005~0.01 0.1B 20~25 10~15WA60K3.外圆磨削外圆磨削是一种将工件放置于旋转的工作台上,通过砂轮的切削作用来加工工件外圆的方法。
难切削材料加工参数选择

1. 前角选择的原则:刀具材料的抗弯强度和韧性较高时,可选用大前角。
高速钢刀具的前角,在同样条件下,可比硬质合金刀具的前角大5-10°,而陶瓷的前角又要比硬质合金的小一些。
加工塑性材料宜选较大的前角,以减少金属变形和摩擦。
加工脆性材料时,应选5-15读的较小前角。
工件材料硬度、强度较低时,应选用较大前角,反之,选负前角或较小的正前角,以增强刀刃的强度和散热的体积。
粗加工取较小的前角,精加工取较大的前角,精密成型刀具取零度前角。
2. 倒棱选择原则:倒棱宽度和进给量有关。
倒棱宽度一般取(0.3~0.8)f 粗加工取大值。
进给量f<=0.2mm/r 的精加工刀具,不宜磨出负倒棱。
高速钢倒棱前角取-5~0°,硬质合金倒棱角去-15~-5。
另外也可以采用刃口钝圆形式代替倒棱,可以增强刃口强度,一般用于粗加工。
3. 后角选用原则:后角主要按照切削厚度来选择。
切削厚度小时,宜选用大后角,以减少刃口圆弧半径,使刃口锋利。
当f<=0.25mm/r 时,取后角为10~12°,反之,取后角为6~8°。
后角还依据材料强度和硬度选择,材料强度和硬度高,应取小的后角,相反则取大的后角,当工艺系统刚性差时,应选用小的后角或刃带宽=0.1mm~0.2mm,角度为0的刃带。
另外后角的选择与刀具的运动轨迹有关。
副后角选择原则与主后角相似。
4. 主偏角选择原则:在工艺系统和工艺要求允许的情况下,主偏角宜选的小一些。
工艺系统刚性好、切深小和工件硬度高时,如对冷硬铸铁和淬火钢的加工,取10~30°,工艺系统差可取75~93°。
粗加工时为了增加刀尖强度,改善散热条件,应取较小主偏角。
5. 副偏角的选择原则:在工艺系统刚性较好的情况下,副偏角不宜取得太大,精加工时取5~10°,粗加工时取10~15°。
切断刀或切槽刀为了增强刀头强度,取1~2°。
45号钢和40Cr钢的区别和性能比较

45号钢和40Cr钢的区别和性能比较一、45号钢45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
45号钢化学成分:含碳(C)量:0.42~0.50%, Si(硅)含量为:0.17~0.37%,Mn(锰)含量:0.50~0.80%, Cr(铬)含量:≤0.25%,S(硫)含量:≤0.035% P(磷):≤0.035%Ni(镍)含量:≤0.30%, Cu(铜)含量:≤0.25%。
45号钢密度7.85g/cm3, 弹性模量210GPa力学性能正火:850 ;淬火:840 ;回火:600 ;抗拉强度:不小于600Mpa ;屈服强度:不小于355Mpa ;伸长率:16% ;收缩率:40% ;冲击功:39J ;钢材交货状态硬度:不大于未热处理:229HBS;退火钢:19 7HBS二、40Cr40Cr是我国GB的标准钢号,40Cr钢是机械制造业使用最广泛的钢之一。
调质处理后具有良好的综合力学性能,良好的低温冲击韧性和低的缺口敏感性。
钢的淬透性良好,水淬时可淬透到Ф28~60mm,油淬时可淬透到Ф15~40mm。
这种钢除调质处理外还适于氰化和高频淬火处理。
切削性能较好,当硬度为HB174~229时,相对切削加工性为60%。
该钢适于制作中型塑料模具。
化学成分(%):C:0.37~0.44, Si:0.17~0.37, Mn:0.50~0.80, Cr:0.80~1.10, Ni:≤0.30P:≤0.035, S:≤0.035, Cu:≤0.030力学性能试样毛坯尺寸(mm):25热处理:第一次淬火加热温度(℃):850;冷却剂:油第二次淬火加热温度(℃):-回火加热温度(℃):520;40CR圆材抗拉强度(σb/MPa):≥980屈服点(σs/MPa):≥785断后伸长率(δ5/%):≥9断面收缩率(ψ/%):≥45冲击吸收功(Aku2/J):≥47布氏硬度(HBS100/3000)(退火或高温回火状态):≤207特性中碳调质钢,冷镦模具钢。
各材料常用刀具转速进给参数对照表
各材料常用刀具转速进给参数对照表一、铝合金铝合金是一种轻质、高强度且具有良好导热性和导电性的材料,广泛应用于航空航天、汽车制造和电子行业等领域。
对于普通铝合金,如 6061 和 7075 系列,在使用硬质合金刀具进行铣削时,推荐的转速通常在 8000 15000 转/分钟之间,进给速度则在800 1500 毫米/分钟左右。
而在钻孔时,转速可以设置在 3000 5000 转/分钟,进给速度约为 80 150 毫米/分钟。
然而,对于一些高硅含量的铝合金,如压铸铝合金 ADC12,由于其硬度相对较高,刀具转速和进给参数需要相应降低。
铣削时,转速可调整为 5000 8000 转/分钟,进给速度约为 500 800 毫米/分钟;钻孔时,转速约为 2000 3000 转/分钟,进给速度在 50 80 毫米/分钟。
二、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等不同种类。
对于低碳钢,如 A3 钢,在铣削加工中,刀具转速一般在 1000 3000 转/分钟,进给速度约为 200 500 毫米/分钟。
钻孔时,转速可设定在 800 1500 转/分钟,进给速度约为 50 100 毫米/分钟。
中碳钢,如 45 号钢,由于其硬度稍高,铣削时转速可在 800 2000 转/分钟,进给速度约为 150 300 毫米/分钟;钻孔时,转速约为 500 1000 转/分钟,进给速度在 30 60 毫米/分钟。
高碳钢则需要更低的转速和进给速度。
在铣削时,转速约为 500 1000 转/分钟,进给速度约为 100 200 毫米/分钟;钻孔时,转速一般在300 600 转/分钟,进给速度约为 15 30 毫米/分钟。
三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度相对较大。
常见的不锈钢如 304 和 316 系列,在铣削时,刀具转速通常在 600 1200 转/分钟,进给速度约为 80 150 毫米/分钟。
[指导]A3,42CrMo,40Cr,45号钢钢种区别
![[指导]A3,42CrMo,40Cr,45号钢钢种区别](https://img.taocdn.com/s3/m/b626f87c571252d380eb6294dd88d0d233d43cb4.png)
A3钢是过去的叫法,现在虽然还在用,但已限于口语,在书面文件中最好别用,它是甲类钢,这类钢生产厂家出厂时只保证机械性能而不保证化学成份,所以杂质成份如S、P可能多一点,其含碳量在0.2%左右,大致相当于20号钢,与新标准中Q235相当。
00 0焊接:由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化组织或淬火组织。
低碳钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施,焊接性优良。
000-----------------------------------------------------------------------------------------------------------------0 0045#,即45号钢,由于良好的加工性能和多方位的处理工艺而成为钢材中最常用的加工材料。
是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
国内常叫45号钢,也有叫“油钢”。
一般,市场现货热轧居多。
冷轧规格1.0~4.0mm之间。
45,指此种材质中碳的含量,含碳量0.45%左右。
000属优质碳素结构钢,可以做模具钢使用000未经热处理的一般HB140-200;调质后的一般25~35HRC;淬火后可达40~50H RC。
0 00焊接:00045号钢的焊接,焊接工艺分析000⑴预热000预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。
通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。
若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。