msa手册第五版
MSA中文手册
测量系统分析参考手册目录第一章通用测量系统指南 (1)第一章一第一节 (2)引言、目的和术语 (2)测量数据的质量 (2)目的 (3)术语 (3)术语总结 (4)真值 (9)第一章—第二节 (10)测量过程 (10)测量系统的统计特性 (11)变差来源 (13)测量系统变异性的影响 (15)对决策的影响 (15)对产品决策的影响 (16)对过程决策的影响 (17)新过程的接受 (18)过程设定/控制(漏斗实验) (20)第一章—第三节 (22)测量战略和策划 (22)复杂性 (22)确定测量过程的目的 (22)测量寿命周期 (23)测量过程设计选择的准则 (23)研究不同测量过程方法 (24)开发和设计概念以及建议 (24)第一章—第四节 (25)测量资源的开发 (25)基准协调 (26)先决条件和假设 (26)量具来源选择过程 (27)详细的工程概念 (27)预防性维护的考虑 (27)规范 (28)评估报价 (28)可交付的文件 (29)在供应商处的资格 (30)装运 (31)在顾客处的资格 (31)文件交付 (31)测量系统开发检查表的建议要素 (33)第一章—第五节 (37)测量系统变差的类型 (37)定义及潜在的变差源 (38)测量过程变差 (45)位置变差 (45)宽度变差 (49)测量系统变差 (53)注释 (55)第一章—第六节 (57)测量不确定度 (57)总则 (57)测量的不确定度和MSA(测量系统分析) (57)测量的溯源性 (58)ISO表述测量中不确定度的指南 (58)第一章—第七节 (59)测量问题分析 (59)第二章测量系统评定的通用概念 (61)第二章—第一节 (62)引言 (62)第二章—第二节 (63)选择/制定试验程序 (63)第二章—第三节 (65)测量系统研究的准备 (65)第二章—第四节 (68)结果分析 (68)第三章- 简单测量推荐的实践 (69)第三章- 第一节 (70)试验程序示例 (70)第三章- 第二节 (71)计量型测量系统研究- 指南 (71)确定稳定性的指南 (71)确定偏倚的指南- 独立样本法 (73)确定偏倚的指南- 控制图样本法 (76)确定线性的指南 (78)确定重复性和再现性的指南 (84)极差法 (85)均值极差法 (86)均值图 (89)极差图 (90)链图 (91)散点图 (92)振荡图 (93)误差图 (93)归一化直方图 (94)比较图 (96)数值的计算 (97)数据结果的分析 (101)方差分析法(ANOV A) (103)随机化及和统计独立性 (103)第三章- 第三节 (109)计数型测量系统研究 (109)风险分析法 (109)解析法 (119)第四章- 复杂测量系统实践 (126)第四章- 第一节 (127)复杂的或非重复的测量系统的实践 (127)第四章- 第二节 (129)稳定性研究 (129)S1:单个零件,每个循环单一测量 (129)S2:n≥3个零件,每循环单一测量 (130)S3:从稳定过程中大量取样 (132)S4:分割样本(通用),每循环单一样本 (133)S5:试验台 (133)第四章- 第三节 (135)变异性研究 (135)V1:标准GRR研究 (135)V2:p≥2台仪器的多重读数 (135)V3:平分样本(m=2) (136)V4:分割样本(通用), (136)V5:与V1一样用于稳定化的零件 (137)V6:时间序列分析 (137)V7:线性分析 (138)V8:特性(性能)随时间的衰变 (138)V9—V2:同时用于多重读数和P≥3台仪器 (138)第五章- 其他测量概念 (139)第五章- 第一节 (140)量化过度的零件内变差的影响 (140)第五章- 第二节 (141)均值极差法-附加处理 (141)第五章–第三节 (148)量具性能曲线 (148)第五章–第四节 (154)通过多次读数减少变差 (154)第五章–第五节 (156)GRR的合并标准偏差法 (156)附录 (164)附录A (165)附录B (170)GRR对能力指数Cp的影响 (170)公式 (170)分析 (170)图形分析 (170)附录C (173)d2*表 (173)附录D (174)量具R(重复性)的研究 (174)附录E (175)使用误差修正术语替代PV计算 (175)附录F (176)P.I.S.M.O.E.A误差模型 (176)术语 (179)样表 (184)M.S.A手册用户反馈过程 (187)序号题目页码1控制原理和驱动兴趣点 (15)2偏倚研究数据 (75)3偏倚研究–偏倚研究的分析 (76)4偏倚研究- 偏听偏信倚的稳定性研究分析 (78)5线性研究数据 (81)6线性研究- 中间结果 (92)7量具研究(极差法) (85)8方差(ANOV A)表 (106)9方差分析%变差和贡献 (106)10ANOV A法和均值极差法的比较 (107)11ANOV A法报告 (107)12计数型研究数据表 (111)13测量系统示例 (127)14基于测量系统形式的方法 (128)15合并标准偏差分析数据表 (160)16方差分量的估算 (165)17 5.15σ分布 (166)18方差分析(ANOV A) (167)19ANOV A结果列表(零件a&b) (168)20观测和实际Cp的对比 (172)序号题目页码1长度测量溯源链的示例 (8)2测量系统变异性–因果图 (14)3不同标准之间的关系 (40)4分辨力 (41)5过程分布的分组数量(ndc)对控制和分析活动的影响 (42)6过程控制图 (44)7测量过程变差的特性 (45)8偏倚和重复性的关系 (56)9稳定性的控制图分析 (72)10偏倚研究–偏倚研究直方图 (75)11线性研究–作图分析 (82)12量具重复性和再现性数据收集表 (88)13均值图–“层叠的” (89)14均值图–“不层叠的” (90)15极差图–“层叠的” (91)16极差图–“不层叠的” (91)17零件链图 (92)18散点图 (92)19振荡图 (93)20误差图 (94)21归一化直方图 (95)22均值- 基准值图 (96)23比较图 (96)24完整的GR&R数据收集表 (99)25GR&R报告 (100)26交互作用 (105)27残留图 (105)28过程举例 (110)29灰色区域与测量系统有联系 (110)30具有Pp=Ppk=1.33的过程 (116)31绘制在正态概率纸上的计数型量具性能曲线 (124)32计数型量具性能曲线 (125)33(33 a & b)测量评价控制图 ......................................................................................... 144&145 34(34 a & b)评价测量过程的控制图法的计算 ............................................................. 146&147 35无误差的量具性能曲线. (151)36量具性能曲线–示例 (152)37绘制在正态概率纸上的量具性能曲线 (153)38(38a, b & c)合成标准偏差研究图形分析...............................................................159,162,163 39观测的与实际的Cp(基于过程) . (171)40观测Cp与实际Cp(基于公差) (172)第一章通用测量系统指南第一章- 第一节引言、目的和术语测量数据的使用比以前更频繁、更广泛。
MSA-0505中文资料
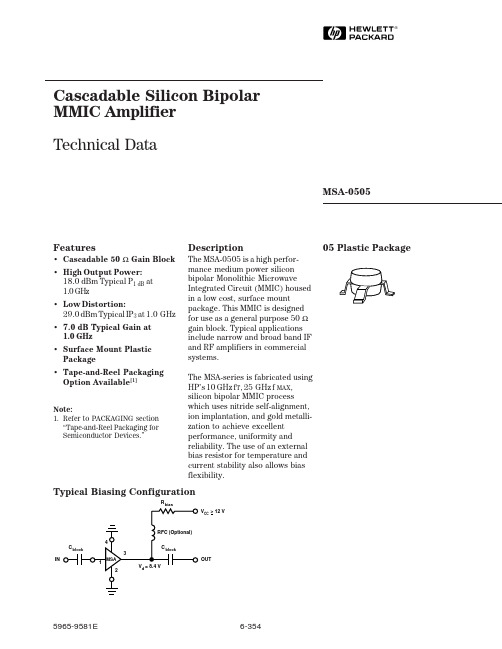
Cascadable Silicon Bipolar MMIC␣Amplifier Technical DataFeatures•Cascadable 50 Ω Gain Block •High Output Power:18.0 dBm Typical P 1 dB at 1.0␣GHz •Low Distortion:29.0 dBm Typical I P 3 at 1.0␣GHz •7.0 dB Typical Gain at 1.0␣GHz •Surface Mount Plastic Package •Tape-and-Reel Packaging Option Available [1]MSA-050505 Plastic PackageDescriptionThe MSA-0505 is a high perfor-mance medium power silicon bipolar Monolithic Microwave Integrated Circuit (MMIC) housed in a low cost, surface mount package. This MMIC is designed for use as a general purpose 50 Ωgain block. Typical applications include narrow and broad band IF and RF amplifiers in commercial systems.The MSA-series is fabricated using HP’s 10 GHz f T , 25␣GHz f MAX ,silicon bipolar MMIC process which uses nitride self-alignment,ion implantation, and gold metalli-zation to achieve excellent performance, uniformity and reliability. The use of an external bias resistor for temperature and current stability also allows bias flexibility.Typical Biasing ConfigurationRV CC > 12 VINOUTNote:1.Refer to PACKAGING section “Tape-and-Reel Packaging for Semiconductor Devices.”MSA-0505 Absolute Maximum RatingsParameter Absolute Maximum [1]Device Current135 mA Power Dissipation [2,3] 1.5 W RF Input Power+25 dBm Junction Temperature 200°C Storage Temperature–65 to 150°CThermal Resistance [2,4]:θjc = 85°C/WNotes:1.Permanent damage may occur if any of these limits are exceeded.2.T CASE = 25°C.3.Derate at 11.8 mW/°C for T C > 73°C.4.See MEASUREMENTS section “Thermal Resistance” for more information.P 1 dB Output Power at 1 dB Gain Compression f = 0.5 GHz dBm 19.0f = 1.0 GHz dBm 16.018.0G P Power Gain (|S 21|2) f = 0.5 GHz dB7.5f = 1.0 GHz 6.07.0∆G P Gain Flatness f = 0.1 to 1.5 GHzdB ±0.75f 3 dB 3 dB Bandwidth [2]GHz2.3I nput VSWR f = 0.1 to 1.5 GHz 1.6:1Output VSWRf = 0.1 to 1.5 GHz 2.0:1I P 3Third Order Intercept Point f = 1.0 GHz dBm 29.0NF 50 Ω Noise Figure f = 1.0 GHz dB 6.5t D Group Delay f = 1.0 GHz psec 190V d Device VoltageV 6.78.410.1dV/dTDevice Voltage Temperature CoefficientmV/°C–16.0Notes:1.The recommended operating current range for this device is 60 to 100 mA. Typical performance as a function of current is on the following page.2.Referenced from 0.1 GHz Gain (G P ).Electrical Specifications [1], T A = 25°CSymbolParameters and Test Conditions: I d = 80 mA, Z O = 50 ΩUnitsMin.Typ.Max.VSWR Part Number Ordering InformationPart Number No. of DevicesContainer MSA-0505-TR15007" Reel MSA-0505-STR10StripFor more information, see “Tape and Reel Packaging for Semiconductor Devices”.MSA-0505 Typical Scattering Parameters (T A = 25°C, I d = 80 mA)Freq.MHzMagAngdBMagAngdBMagAngMagAngk5.56–3914.9 5.56161–18.5.12039.65–360.6025.24–1039.7 3.05156–13.9.20212.25–900.9750.15–1308.2 2.57163–13.7.2077.15–116 1.15100.13–1557.8 2.45165–13.7.2073.11–132 1.21200.12–1707.7 3.43161–13.5.2111.11–145 1.21400.121787.5 2.37148–13.6.209–1.14–146 1.23600.131727.4 2.34134–13.6.209–2.17–151 1.23800.131687.2 2.29119–13.6.209–3.21–157 1.231000.141667.0 2.24105–13.4.213–4.25–164 1.211500.21159 6.4 2.0972–13.3.217–6.34176 1.162000.30148 5.2 1.8242–13.1.222–9.42159 1.122500.40136 4.1 1.6017–12.9.227–11.48146 1.053000.52121 2.7 1.36–7–12.6.234–16.551330.92A model for this device is available in the DEVICE MODELS section.S 11S 21S 12 S 22Typical Performance, T A = 25°C(unless otherwise noted)24681081012141618202224POWER OUT (dBm)Figure 1. Typical Gain vs. Power Out,T A = 25°C, I d= 80 mA.G A I N (d B )FREQUENCY (GHz)Figure 2. Device Current vs. Voltage.306090120V d (V)I d (m A )36912121418162220P 1 d B (d B m )TEMPERATURE (°C)Figure 3. Output Power at 1 dB Gain Compression, vs. Case Temperature, I d = 80 mA.18–25+25+851434P 1 d B (d B m )I d (mA)Figure 5. Output Power at 1 dB Gain Compression, Third Order Intercept vs. Case Temperature, f = 1.0 GHz.Figure 4. Gain vs. Frequency,I d = 80 to 100 mA.60708090100I P 3 (d B m )0.5 GHz1.0 GHz2.0 GHz.01.050.10.5 1.05.014121086420G p (d B )05 Plastic Package Dimensions(4 PLCS)0.0005 ± 0.010 (0.013 ± 0.25)DIA Notes:(unless otherwise specified)1. Dimensions are in2. Tolerancesin .xxx = ± 0.005 mm .xx = ± 0.13mm。
MSA手册

内部资料严禁翻印测量系统分析参考手册第三版1990年2月第一版1995年2月第一版;1998年6月第二次印刷2002年3月第三版©1990©1995©2002版权由戴姆勒克莱斯勒、福特和通用汽车公司所有测量系统分析参考手册第三版1990年2月第一版1995年2月第一版;1998年6月第二次印刷2002年3月第三版©1990©1995©2002版权由戴姆勒克莱斯勒、福特和通用汽车公司所有本参考手册是在美国质量协会(ASQ)及汽车工业行动集团(AIAG)主持下,由戴姆勒克莱斯勒、福特和通用汽车公司供方质量要求特别工作组认可的测量系统分析(MSA)工作组编写,负责第三版的工作组成员是David Benham(戴姆勒克莱斯勒)、Michael Down (通用)、Peter Cvetkovski(福特),以及Gregory Gruska(第三代公司)、Tripp Martin(FM 公司)、以及Steve Stahley(SRS技术服务)。
过去,克莱斯勒、福特和通用汽车公司各有其用于保证供方产品一致性的指南和格式。
这些指南的差异导致了对供方资源的额外要求。
为了改善这种状况,特别工作组被特许将克莱斯勒、福特和通用汽车公司所使用的参考手册、程序、报告格式有及技术术语进行标准化处理。
因此,克莱斯勒、福特和通用汽车公司同意在1990年编写并以通过AIAG分发MSA手册。
第一版发行后,供方反应良好,并根据实际应用经验,提出了一些修改建议,这些建议都已纳入第二版和第三版。
由克莱斯勒、福特和通用汽车公司批准并承认的本手册是QS-9000的补充参考文件。
本手册对测量系统分析进行了介绍,它并不限制与特殊生产过程或特殊商品相适应的分析方法的发展。
尽管这些指南非覆盖测量系统通常出现的情况,但可能还有一些问题没有考虑到。
这些问题应直接向顾客的供方质量质量保证(SQA)部门提出。
5MSA
《MSA测量系统分析》一.概述一般情况下,我们要求仪器的可视分辨力最多为公差范围的十分之一,多次测量结果的变异程度,形成了测量变差。
二.术语1 测量:赋值给具体事物以表示它们之间关系特定特性的关系。
2 量具:任何用来获得测量结果的装置;经常用来特指用在车间的装置;包括用来测量合格/不合格的装置。
3 测量系统:用来对被测特性赋值的操作、程序、量具、设备、软件、以及操作人员的集合;用来获得测量结果的整个过程。
4 分辩率:测量或仪器输出的最小刻度单位。
5 基准值:人为规定可接受值,作为真值的替代。
6 真值:物品的实际值,未知的和不可知的。
7 准确度:“接近”真值或可接受的基准值。
8 偏倚:测量结果的观测平均值与基准值的差值。
9 稳定性(飘移):偏倚随时间的变化。
10 线性:在量具预期的工作范围内,偏倚值的差值。
11精密度:重复读数彼此之间的“接近度”。
12 重复性:由一个评价人多次使用一种测量仪器,测量同一零件的同一特性时产生的测量变差。
13 再现性:由不同的评价人使用同一个量具,测量同一零件的同一个特性时产生的测量平均值的变差。
三.测量系统研究的准备1 编制测量系统分析计划2 评价人的选择应从日常操作该仪器的人中挑选3 样品必须从过程中选取并代表其整个工作范围4 测量仪器的分辨力应允许至少直接读取特性的预期过程变差的十分之一5 盲测6 每一位评价人应采用相同方法(包括所有步骤)来获得读数。
四.计量型测量系统研究指南1 确定偏倚用指南(独立样本法)1)获取一样本并确定其相对可追溯标准的基准值。
如果不能得到,则选择一个落在产品测量中间值的产品零件,并指定它作为标准样本进行偏倚分析。
在测量室测量该零件10次,并计算这10次读数的平均值。
把这个平均值作为“基准值”;可能需要具备预期测量的最低值、最高值及中间值的标准样本。
每个样本都要求单独分析。
2)让一位评价人以通常的方法测量该零件10次;3)计算这10次读数的平均值;4)通过该平均值减去基准值来计算偏倚:偏倚=观测平均值—基准值过程变差=6σ极差偏倚%=偏倚/过程变差5)偏倚接受准则:·对测量重要特性的,其系统偏倚%≤10%时接受。
MSA手册(测量系统分析)

内部资料严禁翻印测量系统分析参考手册MSA第三版快速指南注:关于GRR标准差的使用传统上,惯例是用99%的分布代表测量误差的“全”分布,由系数5.15表示(此处,σGRR乘以5.15用来表示全分布的99%)。
99.73%的范围由系数6表示,是±3σ并代表“正态”曲线的全分布。
如果读者选择提高全部测量变差的覆盖水平或分布至99.73%,在计算中请使用系数6代替5.15。
在等式完整和结果计算中了解使用哪个系数是关键的。
如果在测量系统变差和公差之间进行比较,这一点特别重要。
目录第一章通用测量系统指南 (1)第一章一第一节 (2)引言、目的和术语 (2)测量数据的质量 (2)目的 (3)术语 (3)术语总结 (4)真值 (9)第一章—第二节 (10)测量过程 (10)测量系统的统计特性 (11)变差来源 (13)测量系统变异性的影响 (15)对决策的影响 (15)对产品决策的影响 (16)对过程决策的影响 (17)新过程的接受 (18)过程设定/控制(漏斗实验) (20)第一章—第三节 (22)测量战略和策划 (22)复杂性 (22)确定测量过程的目的 (22)测量寿命周期 (23)测量过程设计选择的准则 (23)研究不同测量过程方法 (24)开发和设计概念以及建议 (24)第一章—第四节 (25)测量资源的开发 (25)基准协调 (26)先决条件和假设 (26)量具来源选择过程 (27)详细的工程概念 (27)预防性维护的考虑 (27)规范 (28)评估报价 (28)可交付的文件 (29)在供应商处的资格 (30)装运 (31)在顾客处的资格 (31)文件交付 (31)测量系统开发检查表的建议要素 (33)第一章—第五节 (37)测量问题 (37)测量系统变差的类型 (37)定义及潜在的变差源 (38)测量过程变差 (45)位置变差 (45)测量系统变差 (53)注释 (55)第一章—第六节 (57)测量不确定度 (57)总则 (57)测量的不确定度和MSA(测量系统分析) (57)测量的溯源性 (58)ISO表述测量中不确定度的指南 (58)第一章—第七节 (59)测量问题分析 (59)第二章测量系统评定的通用概念 (61)第二章—第一节 (62)引言 (62)第二章—第二节 (63)选择/制定试验程序 (63)第二章—第三节 (65)测量系统研究的准备 (65)第二章—第四节 (68)结果分析 (68)第三章- 简单测量推荐的实践 (69)第三章- 第一节 (70)试验程序示例 (70)第三章- 第二节 (71)计量型测量系统研究- 指南 (71)确定稳定性的指南 (71)确定偏倚的指南- 独立样本法 (73)确定偏倚的指南- 控制图样本法 (76)确定线性的指南 (78)确定重复性和再现性的指南 (84)极差法 (85)均值极差法 (86)均值图 (89)极差图 (90)链图 (91)散点图 (92)振荡图 (93)误差图 (93)归一化直方图 (94)均值—基准值图 (95)比较图 (96)数值的计算 (97)数据结果的分析 (101)方差分析法(ANOV A) (103)随机化及和统计独立性 (103)第三章- 第三节 (109)计数型测量系统研究 (109)风险分析法 (109)解析法 (119)第四章- 复杂测量系统实践 (126)复杂的或非重复的测量系统的实践 (127)第四章- 第二节 (129)稳定性研究 (129)S1:单个零件,每个循环单一测量 (129)S2:n≥3个零件,每循环单一测量 (130)S3:从稳定过程中大量取样 (132)S4:分割样本(通用),每循环单一样本 (133)S5:试验台 (133)第四章- 第三节 (135)变异性研究 (135)V1:标准GRR研究 (135)V2:p≥2台仪器的多重读数 (135)V3:平分样本(m=2) (136)V4:分割样本(通用), (136)V5:与V1一样用于稳定化的零件 (137)V6:时间序列分析 (137)V7:线性分析 (138)V8:特性(性能)随时间的衰变 (138)V9—V2:同时用于多重读数和P≥3台仪器 (138)第五章- 其他测量概念 (139)第五章- 第一节 (140)量化过度的零件内变差的影响 (140)第五章- 第二节 (141)均值极差法-附加处理 (141)第五章–第三节 (148)量具性能曲线 (148)第五章–第四节 (154)通过多次读数减少变差 (154)第五章–第五节 (156)GRR的合并标准偏差法 (156)附录 (164)附录A (165)方差分析概念 (165)附录B (170)GRR对能力指数Cp的影响 (170)公式 (170)分析 (170)图形分析 (170)附录C (173)d2*表 (173)附录D (174)量具R(重复性)的研究 (174)附录E (175)使用误差修正术语替代PV计算 (175)附录F (176)P.I.S.M.O.E.A误差模型 (176)术语 (179)样表 (184)M.S.A手册用户反馈过程 (187)序号题目页码1控制原理和驱动兴趣点 (15)2偏倚研究数据 (75)3偏倚研究–偏倚研究的分析 (76)4偏倚研究- 偏听偏信倚的稳定性研究分析 (78)5线性研究数据 (81)6线性研究- 中间结果 (92)7量具研究(极差法) (85)8方差(ANOV A)表 (106)9方差分析%变差和贡献 (106)10ANOV A法和均值极差法的比较 (107)11ANOV A法报告 (107)12计数型研究数据表 (111)13测量系统示例 (127)14基于测量系统形式的方法 (128)15合并标准偏差分析数据表 (160)16方差分量的估算 (165)17 5.15σ分布 (166)18方差分析(ANOV A) (167)19ANOV A结果列表(零件a&b) (168)20观测和实际Cp的对比 (172)序号题目页码1长度测量溯源链的示例 (8)2测量系统变异性–因果图 (14)3不同标准之间的关系 (40)4分辨力 (41)5过程分布的分组数量(ndc)对控制和分析活动的影响 (42)6过程控制图 (44)7测量过程变差的特性 (45)8偏倚和重复性的关系 (56)9稳定性的控制图分析 (72)10偏倚研究–偏倚研究直方图 (75)11线性研究–作图分析 (82)12量具重复性和再现性数据收集表 (88)13均值图–“层叠的” (89)14均值图–“不层叠的” (90)15极差图–“层叠的” (91)16极差图–“不层叠的” (91)17零件链图 (92)18散点图 (92)19振荡图 (93)20误差图 (94)21归一化直方图 (95)22均值- 基准值图 (96)23比较图 (96)24完整的GR&R数据收集表 (99)25GR&R报告 (100)26交互作用 (105)27残留图 (105)28过程举例 (110)29灰色区域与测量系统有联系 (110)30具有Pp=Ppk=1.33的过程 (116)31绘制在正态概率纸上的计数型量具性能曲线 (124)32计数型量具性能曲线 (125)33(33 a & b)测量评价控制图 ......................................................................................... 144&145 34(34 a & b)评价测量过程的控制图法的计算 ............................................................. 146&147 35无误差的量具性能曲线.. (151)36量具性能曲线–示例 (152)37绘制在正态概率纸上的量具性能曲线 (153)38(38a, b & c)合成标准偏差研究图形分析............................................................... 159,162,163 39观测的与实际的Cp(基于过程).. (171)40观测Cp与实际Cp(基于公差) (172)第一章通用测量系统指南第一章-第一节引言、目的和术语引言测量数据的使用比以前更频繁、更广泛。
第五版仪校

深圳市本杰企业管理咨询有限公司 深圳市本杰企业管理咨询有限公司
1
课程大纲
第一部分:内校员应掌握的基本知识 第二部分:测量系统分析(MSA第三版) 第三部分:ISO9001/TS16949对仪校的要求 第四部分:常用测量仪器内部校验演示
20
分类术语 (位置变差) 偏倚--测量的观测平均值和基准值的差异
偏倚
测量系统的平均值
基准值
21
造成偏倚可能的原因 1、仪器失准(磨损,校准不当,本身质量差) 、仪器失准(磨损,校准不当,本身质量差) 2、线性误差引起 3、仪器的错误使用 4、测量方法不当 5、工作环境的影响
22
分类术语 (位置变差) 位置变差) 稳定性--偏倚随时间的变化(又称为漂移) --偏倚随时间的变化(又称为漂移)
14
校验与校正 校验:将一未知测量参数值与已知且更准 确的参数值相比较的过程。 校正:包括校验、变异的修正调整、必要 的封签和标识。
15
基本术语 测量:赋值(或数)给具体的事物,以表示 它们之间关于特定特性的关系。 量具:任何用来获得测量结果的装置,包 括止通规。
16
基本术语 测量系统:用来对被测特性定量测量或定性 评价的仪器、量具、标准、操作、方法、夹 具、软件、人员、环境和假设的集合,用来 获得测量结果的整个过程。 标准:用于比较的可接受的基准或准则。
对所有量具、测量和试验设备(包括员工和顾客所有 的设备)都应提供校准/验证活动的记录,用以提供符合确 定的产品要求的证据。记录应包括: ─设备标识,包括校准设备所依据的测量标准; ─由工程更改所引发的修订; ─在校准/验证时获得的任何超出规范的读数; ─超出规范条件下影响的评估; ─在校准/验证后,有关符合规范的说明; 在可疑产品或材料已发运的情况下,给顾客的通知。
五大手册MSA培训课件
03:36:08
17
“测量系统”概念
输入
过程变量
测
量
方
法
过程变量
测 量 环 境
被测量对象
测量过程
测量结果
03:36:08
测 量 仪 器
过程变量
测 量 人 员
过程变量
可用函数关系表示测量过程输入与输出间的关系:
y=f(X1,X2….Xn)
Y:测量结果 X:输入测量对象,测量设备,人员,环境等
输出
18
测量系统分析的数据利用
用测量系统所收集的数据用于:
1、控制过程 2、评估影响过程结果的变差以及相互关系
➢ 利用数据分析,增进对测量系统中因果关系和对过程的影响的了解。 ➢ 把注意力放在测量系统上,其产生的读数可在每个零件上获得重复,在每个测
量人员之间获得再现。
03:36:08
39
测量系统的变差
我们可以把测量系统看成是一个过程,大家都知道造成一个过程的变 差因素是4M1E(人、机、料、法、环)那么造成一个测量系统(过 程)的变差因素同样也是上述几个因素
校准或检定。 2、设备要建立档案,并进行标识,以确定其校准的状态 3、在搬运、维护和储存期间防止损坏或失效。
03:36:08
32
MSA要点说明(三)
➢ 标识所有的检验、测量和测试设备及其校准状态档案 ➢ 确定量具准确度和精确度 ➢ 量具变差分析 ➢ 当量具处于失准状态时,应对其以前的测量结果确认,进行有限性评价 ➢ 确保所有的量具的清洁、维护、存放校准记录保存完好。
03:36:08
26
测量系统中的基本术语介绍(五)
➢ 不确定度:理解测量的不确定度,意味着对测量结果的可信性 有效性的怀疑程度或不肯定程度。测量不确定度的来源:
五大手册msa测量系统分析课件
基准值
基准值
平均
好的重复性
13
平均
不好的重复性
测量系统误差
再现性
测量同一特性时,互相不同的人使用同样机器得到的测量值
之间的平均差。
评价者 A 评价者B 评价者 C
评价者 B
评价者 A
评价者 C
基准值
基准值
AB C 好的再现性
• 测量:赋值给具体事物以表示它们对于特定 特性之间的关系。
• 测量过程:赋值过程定义为测量过程。 • 测量系统:是对测量单元进行量化或对被测
特性进行评估,其所使用的仪器、量具、标 准、操作、方法、夹具、人员、软件及环境 的集合,用来获得测量结果的整个过程。 • 测量系统分为计量型测量系统与计数型测量 系统
3
人 设备 材料 方法 程序
输入
1、什么是测量系统
测量过程
数据
输出
4
2、为什么要进行测量系统分析
2.1、TS16949标准 要素7.6.1 • 为分析各种测量和试验设备系统测量结果 的变差,必须进行适当的统计研究。此要 求应用于控制计划中提及的测量系统 • 所有的分析方法及接受准则必须与顾客关 于测量系统分析参考手册一致。如经顾客 批准,也可采用其它分析方法及接受准则
%Study Var 或 %Tolerance为10%以上时,首先区分评价重复性和 再现性后,查明各个受影响的原因 ,并采取措施。
根据用途的优先参照评价指标
- 在部品管理的测面, 在制品符合判定更重要时 优先确认%Tolerance
- 工程管理用或工程显示用时 优先确认 %Study Var
测量变动 ( 2MS ) = 重复性( 2Repeatability ) + 再现性( 2Reproducibility )
MSA手册范本(DOC 198页)
MSA手册范本(DOC 198页)部门: xxx时间: xxx整理范文,仅供参考,可下载自行编辑内部资料严禁翻印测量系统分析参考手册第三版1990年2月第一版1995年2月第一版;1998年6月第二次印刷2002年3月第三版©1990©1995©2002版权由戴姆勒克莱斯勒、福特和通用汽车公司所有本参考手册是在美国质量协会(ASQ)及汽车工业行动集团(AIAG)主持下,由戴姆勒克莱斯勒、福特和通用汽车公司供方质量要求特别工作组认可的测量系统分析(MSA)工作组编写,负责第三版的工作组成员是David Benham(戴姆勒克莱斯勒)、Michael Down(通用)、Peter Cvetkovski(福特),以及Gregory Gruska(第三代公司)、Tripp Martin(FM公司)、以及Steve Stahley(SRS技术服务)。
过去,克莱斯勒、福特和通用汽车公司各有其用于保证供方产品一致性的指南和格式。
这些指南的差异导致了对供方资源的额外要求。
为了改善这种状况,特别工作组被特许将克莱斯勒、福特和通用汽车公司所使用的参考手册、程序、报告格式有及技术术语进行标准化处理。
因此,克莱斯勒、福特和通用汽车公司同意在1990年编写并以通过AIAG分发MSA手册。
第一版发行后,供方反应良好,并根据实际应用经验,提出了一些修改建议,这些建议都已纳入第二版和第三版。
由克莱斯勒、福特和通用汽车公司批准并承认的本手册是QS-9000的补充参考文件。
本手册对测量系统分析进行了介绍,它并不限制与特殊生产过程或特殊商品相适应的分析方法的发展。
尽管这些指南非覆盖测量系统通常出现的情况,但可能还有一些问题没有考虑到。
这些问题应直接向顾客的供方质量质量保证(SQA)部门提出。
如果不知如何与有关的SQA部门联系,在顾客采购部的采购员可以提供帮助。
MSA工作组衷心感谢:戴姆勒克莱斯勒汽车公司副总裁Tom Sidlik、福特汽车公司Carlos Mazzorin,以及通用汽车公司Bo Andersson的指导和承诺;感谢AIAG在编写、出版、分发手册中提供的帮助;感谢特别工作组负责人Hank Gryn(戴姆勒克莱斯勒)、Russ Hopkins(福特)、Joe Bransky(通用),Jackie Parkhurst(通用(作为代表与ASQ及美国试验与材料协会(国际ASTM)的联系。
MSA操作指导书
MSA操作指导书2006-1-191. 目的规定测量系统分析和评价方法,以及明确测量系统的接收准则,从而确保测量数据的有效性2. 范围2.1 检测设备每次校准之后2.2 APQP试生产控制计划中规定使用的检测设备并且需最近一次MSA评价半年以上者。
3. 定义3.1 MSA:测量系统分析3.2 EV:重复性—设备变差3.3 A V:再现性—评价人变差3.4 R&R:重复性与再现性3.5 PV:零件变差3.6 TV:总变差4. 职责由品管科负责完成5. 内容5.1 计量型测量系统分析(均值和极差法)5.1.1 本公司计量型检测设备见《计量器具台帐》5.1.2 计量型测量系统分析方法采用均值和极差法5.1.3 具体操作步骤5.1.3.1 检测设备的选定由品管科按《检测和测量设备周期检定计划表》及试生产控制计划来选定。
其最小读数需为公差范围的1/105.1.3.2 评价人的选定由品管科从日常操作该检测设备的人员中挑选2~3人进行测量。
另外,品管科负责MSA 研究的人员进行记录和计算评价。
5.1.3.3 测量参数的选定由品管科选定,并填写在《量具重复性与再现性报告》的表格中。
5.1.3.4 被测零件的选定由品管科研究人员和评价人一起选取具有代表整个生产过程的10个零件(有时,每天取一个,连续10天);然后由研究人员按1到10给零件编号,在测量时评价人不能看到这些编号,可测量2~3次。
5.1.3.5 让评价人A以随机的顺序测量10个零件,由研究人员计入附件一的第一行;再让评价人B和C测量这10个零件并互相不看对方的数据,由研究人员记录于附件一的第六行和第十一行。
5.1.3.6 使用不同的随机测量顺序重复上述操作达成,把数据填入第二、七和十二行。
如果需试验三次,则重复上述操作,记录于第三、八和十三行中。
5.1.3.7 如果评价人在不同的班次,可以使用一个替换的方法。
让评价人A测量10个零件,并将读数记录于第一行;然后让评价人A按不同的顺序重新测量,由研究人员将结果记录于第二行和第三行,评价人B和C也同样做.5.1.4 量具重复性和再现性数据表(附件一)的计算按照附件一的格式计数出相应数据,然后将R、XDIFF及RP数值入附件二中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测量系统分析:
测量系统分析,数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。
这个定义由C.Eisenhart首次给出。
赋值过程定义为测量过程,而赋予的值定义为测量值。
测量系统分析的定义:通过统计分析的手段,对构成测量系统的各个影响因子进行统计变差分析和研究以得到测量系统是否准确可靠的结论。
基本内容:
从测量的定义可以看出,除了具体事物外,参与测量过程还应有量具、使用量具的合格操作者和规定的操作程序,以及一些必要的设备和软件,再把它们组合起来完成赋值的功能,获得测量数据。
这样的测量过程可以看作为一个数据制造过程,它产生的数据就是该过程的输出。
这样的测量过程又称为测量系统。
它的完整叙述是:用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、夹具、软件、人员、环境和假设的集合,用来获得测量结果的整个过程称为测量过程或测量系统。
众所周知,在影响产品质量特征值变异的六个基本质量因素(人、机器、材料、操作方法、测量和环境)中,测量是其中之一。
与其它五种基本质量因素所不同的是,测量因素对工序质量特征值的影响独立于五种基本质量因素综合作用的工序加工过程,这就使得单独对测量系统的研究成为可能。
而正确的测量,永远是质量改进的第一步。
如果没有科学的测量系统评价方法,缺少对测量系统的有效控制,质量改进就失去了基本的前提。
为此,进行测量系统分析就成了企业实现连续质量改进的必经之路。
如今,测量系统分析已逐渐成为企业质量改进中的一项重要工作,企业界和学术界都对测量系统分析给予了足够的重视。
测量系统分析也已成为美国三大汽车公司质量体系QS9000的要素之一,是6σ质量计划的一项重要内容。
此时,以通用电气(GE)为代表的6σ连续质量改进计划模式即为:确认(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control),简称DMAIC。
从统计质量管理的角度来看,测量系统分析实质上属于变异分析的范畴,即分析测量系统所带来的变异相对于工序过程总变异的大小,以确保工序过程的主要变异源于工序过程本身,而非测量系统,并且测量系统能力可以满足工序要求。
测量系统分析,针对的是整个测量系统的稳定性和准确性,它需要分析测量系统的位置变差、宽度变差。
在位置变差中包括测量系统的偏倚、稳定性和线性。
在宽度变差中包括测量系统的重复性、再现性。
测量系统可分为“计数型”及“计量型”测量系统两类。
测量后能够给出连续性的测量数值的为计量型测量系统;而只能定性地给出测量结果的为计数型测量系统。
“计量型”测量系统分析通常包括偏倚(Bias)、稳定性(Stability)、线性(Linearity)、以及重复性和再现性(Repeatability&Reproducibility,简称R&R)。
在测量系统分析的实际运作中可同时进行,亦可选项进行,根据具体使用情况确定。
“计数型”测量系统分析通常利用假设试验分析法(二维频数表)、信号探测法及解析法(GPC)来进行判定。
测量系统分析,是指用统计学的方法来了解测量系统中的各个波动源,以及他们对测量结果的影响,最后给出本测量系统是否合符使用要求的明确判断。
进一步地,如果不符合使用要求,则利用工程方法对测量系统进行改进。
波动是表示在相同的条件下进行多次重复测量结果分布的分散程度,常用测量结果的标准差或过程波动表示。
这里的测量过程波动是指99.73%的测量结果所占区间的长度。
通常测量结果服从正态分布N(u,σ^2),99.73%的测量结果所占区间的长度为6σ。
目的:
确定所使用的数据是否可靠:
·评估新的测量仪器
·将两种不同的测量方法进行比较
·对可能存在问题的测量方法进行评估
·确定并解决测量系统误差问题
组成:
测量系统
量具( instruments or gages)
标准(standards)
操作(operations)
夹具(fixtures)
软件(software)
人员( personnel )
被测工件( parts )
环境(environment)
程序、方法( procedure, methods )
假设(assumptions)
理想测量系统
理想的测量系统在每次使用时,应只产生“正确”的测量结果。
每次测量结果总应该与一个标准值相符。
一个能产生理想测量结果的测量系统,应具有零方差、零偏倚和所测的任何产品错误分类为零概率的统计特性。