17-4 热处理工艺
17-4ph热处理温度与硬度

在进行17-4PH不锈钢的热处理时,温度是一个非常关键的因素,它直接影响到合金的硬度和性能。
根据你的要求,我将以从简到繁的方式来探讨17-4PH热处理温度与硬度的关系,并在文章中多次提及这一主题。
1. 17-4PH不锈钢简介17-4PH不锈钢是一种铬镍铜马氏体不锈钢,具有优异的耐腐蚀性能和抗拉强度。
它常用于制造航空航天、石油化工等领域的零部件和构件。
2. 热处理工艺概述热处理是通过控制合金的温度和时间来改变其组织结构和性能的工艺。
常见的热处理工艺包括固溶处理、时效处理等。
3. 固溶处理对17-4PH不锈钢的影响在固溶处理过程中,17-4PH不锈钢首先需要加热到较高的温度,使得合金中的各种元素溶解在一起,形成固溶体。
随后通过水淬或油淬等方式迅速冷却,从而保持固溶状态。
4. 固溶温度与硬度的关系实验证明,固溶处理温度的高低直接影响到17-4PH不锈钢的硬度。
一般情况下,固溶温度越高,合金的硬度越低,固溶温度越低,合金的硬度越高。
5. 时效处理对17-4PH不锈钢的影响在固溶处理完成后,需要进行时效处理,通过控制温度和时间来沉淀析出硬度相对较高的碳化物和铜合金化合物,从而提高合金的硬度和强度。
6. 时效温度与硬度的关系与固溶处理相似,时效处理温度的高低也会直接影响到17-4PH不锈钢的硬度。
一般情况下,时效温度越高,合金的硬度越高,时效温度越低,合金的硬度越低。
总结回顾:从以上讨论可知,在17-4PH不锈钢的热处理过程中,固溶处理温度和时效处理温度都是非常关键的因素,它们直接影响到合金的硬度和性能。
在实际生产中,需要对热处理工艺进行精确控制,以确保合金最终具有良好的力学性能和耐腐蚀性能。
个人观点和理解:对于17-4PH不锈钢的热处理工艺,我认为需要综合考虑合金的使用环境、要求的力学性能和耐腐蚀性能等因素,选择合适的固溶处理温度和时效处理温度。
只有通过科学合理的热处理工艺才能确保合金达到最佳的性能。
通过以上讨论,我们对17-4PH不锈钢的热处理温度与硬度的关系有了更深入的了解。
630不锈钢热处理

630不锈钢热处理一、前言630不锈钢是一种高强度、高耐腐蚀性的铁素体不锈钢,也称为17-4PH不锈钢。
由于其优异的性能,被广泛应用于航空航天、核工业、化工、海洋开采和制造等领域。
在使用过程中,为了进一步提高其机械性能和耐腐蚀性能,需要进行热处理。
二、热处理工艺1. 固溶处理固溶处理是630不锈钢热处理的第一步,目的是消除材料中的残余应力和改善加工硬化组织。
具体操作为将材料加热至1050℃左右保温数小时,然后迅速冷却至室温。
该过程中需要注意控制加热温度和保温时间,以确保材料达到均匀固溶状态。
2. 淬火处理淬火是固溶处理后的第二步,主要目的是使材料达到最大硬度和最高强度。
具体操作为将材料加热至1000℃左右保温数小时,然后迅速冷却至室温。
该过程中需要注意控制冷却速度和淬火介质,以确保材料达到均匀淬火状态。
3. 回火处理回火是淬火处理后的第三步,主要目的是消除材料中的残余应力和提高其韧性。
具体操作为将材料加热至450℃左右保温数小时,然后冷却至室温。
该过程中需要注意控制加热温度和保温时间,以确保材料达到均匀回火状态。
三、热处理效果630不锈钢经过上述热处理工艺后,可以获得以下效果:1. 机械性能得到提高,如抗拉强度、屈服强度、冲击韧性等。
2. 耐腐蚀性能得到提高,如耐普通大气、水、油等介质的腐蚀性能。
3. 材料表面光洁度得到提高,表面粗糙度降低。
四、注意事项在进行630不锈钢热处理时需要注意以下事项:1. 控制加热温度和保温时间:加热温度过高或保温时间过长会导致晶粒长大和组织不均匀。
2. 控制冷却速度和淬火介质:冷却速度过快或淬火介质不合适会导致材料出现裂纹和变形。
3. 控制回火温度和保温时间:回火温度过高或保温时间过长会导致硬度下降和韧性降低。
4. 注意材料的质量和表面处理:材料的质量和表面处理会影响热处理后的效果,应注意选择优质材料并进行表面处理。
五、结论630不锈钢热处理是提高其机械性能和耐腐蚀性能的重要方法。
17-4 热处理工艺
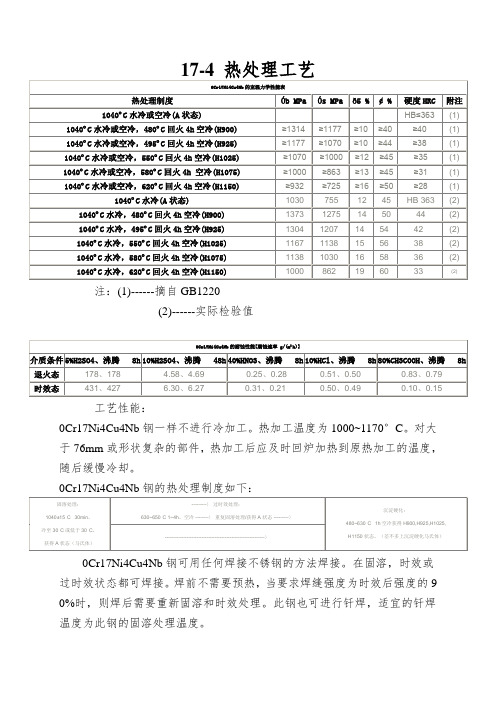
注:(1)------摘自GB1220(2)------实际检验值工艺性能:0Cr17Ni4Cu4Nb钢一样不进行冷加工。
热加工温度为1000~1170°C。
对大于76mm或形状复杂的部件,热加工后应及时回炉加热到原热加工的温度,随后缓慢冷却。
0Cr17Ni4Cu4Nb钢可用任何焊接不锈钢的方法焊接。
在固溶,时效或过时效状态都可焊接。
焊前不需要预热,当要求焊缝强度为时效后强度的9 0%时,则焊后需要重新固溶和时效处理。
此钢也可进行钎焊,适宜的钎焊温度为此钢的固溶处理温度。
物理性能:密度:7780 kg/m²线膨胀系数:(H900热处理态)20~100°C时,0.0000108 /K; 20~200°C时,0.00001016 /K; 20~300°C 时,0.00001136 /K热导率:100°C 时,17W/(m*K); 300°C时,20W/(m*K); 500°C时,23W/(m*K) 弹性模量:20°C 时,191000 MPa; 100°C时,191000 MPa; 320°C时,181000 MPa0Cr17Ni7Al钢常见的热处理工艺有哪些?沉淀硬化马氏体不锈钢的焊接特点表1是沉淀硬化马体不锈钢的化学成分。
这类钢在高温下是奥氏体组织,因其Ms点高,Mf点亦在室温以上。
以17-4PH钢为侧。
通过1020~1 060℃固溶处理后,形成马氏体组织,再经时效处理(470-630℃),在马氏体组织中固溶度小的Cu、Nb、Mo、Al、Ti等发生碳化物析出和强化作用,其屈服强度可达到1171MPa。
表1典型沉淀硬化马氏体不错钢的化举成分表2典型沉淀硬化马氏体不锈钢的力学性能马氏体沉淀硬化不锈铜碳含量低(≤0.07%C),淬硬倾向不大,具有良好的焊接性。
采纳焊条手工焊、惰性气体爱护焊,一样均不需要预热和后热。
17 4不锈钢热处理
17 4不锈钢热处理17-4不锈钢热处理引言:17-4不锈钢是一种具有优异机械性能和耐腐蚀性能的不锈钢材料,广泛应用于航空航天、海洋工程、化工等领域。
热处理是提高17-4不锈钢性能的重要工艺之一。
本文将详细介绍17-4不锈钢的热处理工艺和其对材料性能的影响。
一、17-4不锈钢的热处理工艺17-4不锈钢的热处理主要包括固溶处理和时效处理两个步骤。
1. 固溶处理:固溶处理是通过高温加热将17-4不锈钢中的各种合金元素溶解于基体中,使晶体结构发生变化,从而提高其塑性和韧性。
固溶处理温度通常在980℃至1065℃之间,保温时间一般为1-2小时。
在固溶处理过程中,应避免过长的保温时间,以免引起晶粒长大和组织的过粗。
2. 时效处理:时效处理是在固溶处理后,将17-4不锈钢在较低的温度下进行长时间保温,以使合金元素重新组合和析出,形成均匀的沉淀相。
时效处理温度通常在480℃至620℃之间,保温时间一般为4-24小时。
时效处理的目的是进一步提高17-4不锈钢的强度和硬度,同时保持一定的韧性。
二、热处理对17-4不锈钢性能的影响17-4不锈钢经过热处理后,其性能得到明显改善。
1. 机械性能提高:热处理可以显著提高17-4不锈钢的强度和硬度。
固溶处理使晶体结构发生变化,消除了晶间腐蚀敏感区域,提高了材料的韧性和抗拉强度。
时效处理进一步提高了材料的强度和硬度,使其具有更好的耐磨性和抗疲劳性能。
2. 耐腐蚀性能改善:17-4不锈钢经过热处理后,合金元素重新组合和析出,形成均匀的沉淀相,提高了其耐腐蚀性能。
热处理还能有效消除晶间腐蚀敏感区域,降低了材料的应力腐蚀敏感性,延长了材料的使用寿命。
3. 加工性能优化:热处理可以改善17-4不锈钢的加工性能,降低其冷加工硬化倾向。
热处理后的17-4不锈钢具有较好的可塑性,便于进行各种加工和成形操作。
4. 尺寸稳定性提高:17-4不锈钢在热处理后,由于晶体结构的改变和合金元素的重新组合,其尺寸稳定性得到提高。
时效工艺对17-4PH不锈钢组织和硬度的影响

3 2021年第8期工程前沿时效工艺对17-4PH不锈钢组织和硬度的影响*李荣之,曹征宽,何银珍,张全新重庆钢铁研究所有限公司,重庆 400084摘 要:17-4PH不锈钢在经过固溶和时效处理时,通过马氏体相变和时效作用对材料进行强化。
基于此,文章研究了不同时效热处理温度对17-4PH不锈钢金相组织及硬度的影响规律。
研究结果表明,在经过固溶和时效热处理后,17-4PH 不锈钢金相组织为马氏体和沉淀硬化相,并含有少量残余奥氏体和铁素体,富铜的沉淀硬化相是17-4PH不锈钢强化的主要因素;相同固溶处理温度下,随着时效温度的升高,沉淀相数量增多、颗粒增大,材料硬度逐渐降低。
关键词:17-4PH不锈钢;时效工艺;热处理;金相组织;硬度中图分类号:TG156.92;TG142.71 文献标志码:A 文章编号:2096-2789(2021)08-0003-03热处理强化是金属材料强化的重要手段之一,热处理可以改变材料的显微组织以获得所需的各种性能。
时效处理是不锈钢热处理工艺的一种,不锈钢材料在固溶后可通过时效处理来进一步强化基体[1]。
17-4PH不锈钢是一种马氏体沉淀硬化不锈钢,可通过时效处理进行强化以获得优良的综合力学性能,该材料已经被广泛应用于航空、航天等领域所需的机械轴类、汽轮机等关键部件的制造[2]。
文章重点研究了不同时效热处理工艺对17-4PH不锈钢组织及硬度的影响规律。
1 实验材料用于实验研究的17-4PH不锈钢材料化学成分及含量如表1所示。
表1 17-4PH不锈钢化学成分(质量分数)及含量 单位:%元素含量C0.06Si0.80Mn 1.00P0.03S0.03Ni 4.30Cr17.50Cu 4.10Nb0.452 实验方案先将材料样坯在1060℃下进行高温固溶处理,固溶保温时间为30min,使材料中的合金元素在高温时充分溶入奥氏体中。
保温结束后进行水冷,增大过冷度以减少残余奥氏体的形成。
17-4PH沉淀硬化不锈钢加工及其应用

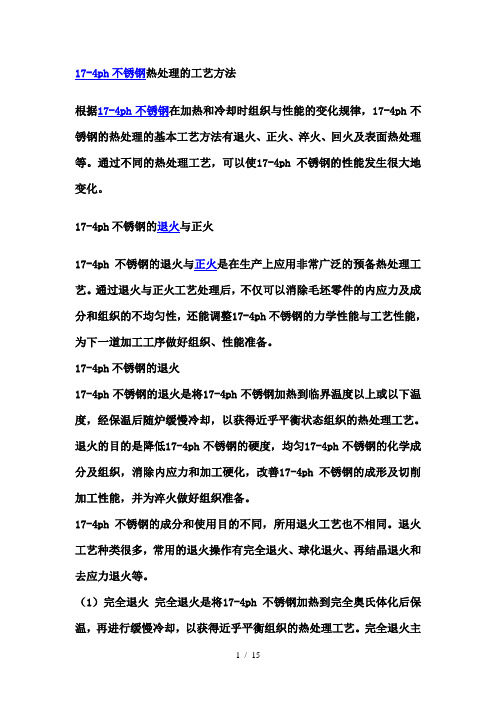
固 溶 态
1.78 1.78
4.58 4.69
0.25 0.28
0.51 0.5O
O.83 0.79
时 效态
4.31 4.27
6.3O 6.27
O.3l O.27
O.50 0.49
0.1O 0.15
2.17-4PH 钢 的 加 工 性 能 可 以对 淬火 硬化 状态 下 的 17-4PH 钢进 行 机 械加 工 ,加 工条 件 随 材 料 硬 度 的 变 化 而 变 化 。通 常使 用 高 速钢 刀具 或经 过润 滑 的硬质 合金 刀具进 行加 工 。 (1) 热成 形 热 成 形 的温 度 范 围 950~1200oC。 完 整 的热处 理工 艺应 该包 括 固溶处理 和 时效处 理 。 (2) 冷 成 形 冷 成 形 只 能 在 软 化 状 态 下 进 行 , 条 件 限制 比较 严 格 。 在 冷加 工后 ,通 过 固溶 处 理 及 时 效处理 ,抗 应 力 腐 蚀 能 力 得 到增 强 。轧 制 、弯 曲 等 加工工 序应 在 软化状 态下 进行 ,以免引起 开 裂 。 (3)切 割 热切 割 (等离子 、锯 等 )。考 虑到 热 变 质部分 ,切 割 程 序 要 适 当控 制 。 切 割后 ,要 进 行 研磨 以清 除 氧 化 层 。机 械 切 割 可 采 用 剪 切 、冲 压 、
及控 制 出血等 。
常用 的 电 外 科 器 械 能 像 手 术 刀 一 样 进 行 切 割 ,
因此 常被称 为 “电刀 ”,由于是 使 用高 频 电流 来实 现 其功 能 ,因 此 又 常 被 称 为 “高 频 电刀 ”。适 合 于 普 外 、胸外 、泌 尿外 科 、妇 科 等 外 科 手 术 。在 外 科 临
17-4热处理工艺
17-4热处理⼯艺17-4热处理⼯艺标准:GB/T 1220-1992特性及应⽤:0Cr17Ni4Cu4Nb是由铜、铌/钶构成的沉淀、硬化、马⽒体不锈钢。
0Cr17Ni4Cu4Nb有较⾼的强度、耐蚀性、抗氧化性,0Cr17Ni4Cu4Nb这个等级具有⾼强度、硬度(⾼达300 C /572 T )和抗腐蚀等特性。
经过热处理后,产品的机械性能更加完善,可以达到⾼达1100-1300MPa(160-190 ksi) 的耐压强度。
这个等级不能⽤于⾼于300C (572 T )或⾮常低的温度下,它对⼤⽓及稀释酸或盐都具有良好的抗腐蚀能⼒,它的抗腐蚀能⼒与304和430 —样。
应⽤领域:1.海上平台、直升机甲板、其他平台2.⾷品⼯业3.纸浆及造纸业4.航天(涡轮机叶⽚)5.机械部件6.核废物桶化学成分:0Cr17Ni4Cu4Nb 化学成分:C Si Mn P S Ni Cr Mo Cu Nb 其他<0.07 <1.00 <1.00 <0.035 <0.03(-5300015.5-17.5 - 3.00-5.00 0.15-0.45 -美国ASTMS17400 , AISI630,UNS630 化学成分C Si Mn P S Ni Cr Mo Cu Nb 其他<0.07 <1.00 <1.00 <0.040 < 0.0305300015.5-17.5 - 3.00-5.00 0.15-0.45 -⽇本SUS630化学成分C Si Mn P S Ni Cr Mo Cu Nb+Tao 其他<0.07 <1.00 <1.00 <0.040 < 0.0305300015.5-17.5 - 3.00-5.00 0.15-0.45 -欧洲X5CrNiCuNb16-4 化学成分C Si Mn P S Ni Cr Mo Cu Nb+Tao 其他<0.07 <1.00 <1.00 <0.040 < 0.0305300015.5-17.5 - 3.00-5.00 0.15-0.45 -⼒学性能:抗拉强度条件屈服强度伸长率85 % ):480 C时效,A10;55C 时效,A12;580C 时效,A13;620C 时效,A16断⾯收缩率9 % ):480 C时效,A40;550C时效,A45;58C时效,A45;620C时效,A50硬度:固溶,<363HB和 <38HRC;480C时效,A375HB和A40HRC; 550C时效,A331HB和A35HRC;580C时效,A302HB和A31HRC;620C时效,A277HB和A28HRC热处理规范及⾦相组织:热处理规范:1)固溶1020?1060 C快冷;2)480 C时效,经固溶处理后,470 - 490 C空冷;3)550 C时效,经固溶处理后,540?560 C 空冷;4)580 C时效,经固溶处理后,570?590 C空冷;5)620 C时效,经固溶处理后,610?630 C空冷。
ph不锈钢热处理的工艺技巧
17-4ph不锈钢热处理的工艺方法根据17-4ph不锈钢在加热和冷却时组织与性能的变化规律,17-4ph不锈钢的热处理的基本工艺方法有退火、正火、淬火、回火及表面热处理等。
通过不同的热处理工艺,可以使17-4ph不锈钢的性能发生很大地变化。
17-4ph不锈钢的退火与正火17-4ph不锈钢的退火与正火是在生产上应用非常广泛的预备热处理工艺。
通过退火与正火工艺处理后,不仅可以消除毛坯零件的内应力及成分和组织的不均匀性,还能调整17-4ph不锈钢的力学性能与工艺性能,为下一道加工工序做好组织、性能准备。
17-4ph不锈钢的退火17-4ph不锈钢的退火是将17-4ph不锈钢加热到临界温度以上或以下温度,经保温后随炉缓慢冷却,以获得近乎平衡状态组织的热处理工艺。
退火的目的是降低17-4ph不锈钢的硬度,均匀17-4ph不锈钢的化学成分及组织,消除内应力和加工硬化,改善17-4ph不锈钢的成形及切削加工性能,并为淬火做好组织准备。
17-4ph不锈钢的成分和使用目的不同,所用退火工艺也不相同。
退火工艺种类很多,常用的退火操作有完全退火、球化退火、再结晶退火和去应力退火等。
(1)完全退火完全退火是将17-4ph不锈钢加热到完全奥氏体化后保温,再进行缓慢冷却,以获得近乎平衡组织的热处理工艺。
完全退火主要用于中、低碳结构17-4ph不锈钢的铸、锻件和热轧型材。
完全退火的加热温度一般为Ac3以上20~30℃;保温时间一般为每毫M 工件有效厚度两分钟。
完全退火的冷却应缓慢进行,故需要的时间较长。
为了提高效率,实际生产中,随炉冷却到500~600℃以下即可出炉空冷。
(2)球化退火球化退火是使17-4ph不锈钢中的碳化物球化,得到粒状珠光体(铁素体基体上均匀分布细小球状碳化物)的一种热处理工艺。
球化退火主要用于过共析17-4ph不锈钢和合金工具17-4ph不锈钢。
球化退火的加热温度一般为Ac1以上20~30℃;保温时间不能太长,一般为2~4小时;冷却方式通常采用炉冷,或在Ar1以下20℃左右进行长时间等温,然后炉冷到600℃以下出炉空冷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准:GB/T 1220-1992●特性及应用:0Cr17Ni4Cu4Nb是由铜、铌/钶构成的沉淀、硬化、马氏体不锈钢。
0Cr17Ni4Cu4Nb有较高的强度、耐蚀性、抗氧化性,0Cr17Ni4Cu4Nb这个等级具有高强度、硬度(高达300℃/572℉)和抗腐蚀等特性。
经过热处理后,产品的机械性能更加完善,可以达到高达1100-1300MPa(160-190 ksi) 的耐压强度。
这个等级不能用于高于300℃(572℉) 或非常低的温度下,它对大气及稀释酸或盐都具有良好的抗腐蚀能力,它的抗腐蚀能力与304和430一样。
●应用领域:1.海上平台、直升机甲板、其他平台2.食品工业3.纸浆及造纸业4.航天(涡轮机叶片)5.机械部件6.核废物桶●化学成分:0Cr17Ni4Cu4Nb化学成分:C Si Mn P S Ni Cr Mo Cu Nb 其他≤0.07 ≤1.00 ≤1.00 ≤0.035 ≤0.030 3.00-5.00 15.5-17.5 - 3.00-5.00 0.15-0.45 -美国ASTMS17400,AISI630,UNS630化学成分C Si Mn P S Ni Cr Mo Cu Nb 其他≤0.07 ≤1.00 ≤1.00 ≤0.040 ≤0.030 3.00-5.00 15.5-17.5 - 3.00-5.00 0.15-0.45 -日本SUS630化学成分C Si Mn P S Ni Cr Mo Cu Nb+Tao 其他≤0.07 ≤1.00 ≤1.00 ≤0.040 ≤0.030 3.00-5.00 15.5-17.5 - 3.00-5.00 0.15-0.45 -欧洲X5CrNiCuNb16-4化学成分C Si Mn P S Ni Cr Mo Cu Nb+Tao 其他≤0.07 ≤1.00 ≤1.00 ≤0.040 ≤0.030 3.00-5.00 15.5-17.5 - 3.00-5.00 0.15-0.45 -●力学性能:抗拉强度σb (MPa):480℃时效,≥1310; 550℃时效,≥1060; 580℃时效,≥1000; 620℃时效,≥930条件屈服强度σ0.2 (MPa):480℃时效,≥1180;550℃时效,≥1000;580℃时效,≥865;620℃时效,≥725伸长率δ5 (%):480℃时效,≥10;550℃时效,≥12;580℃时效,≥13;620℃时效,≥16断面收缩率ψ (%):480℃时效,≥40;550℃时效,≥45;580℃时效,≥45;620℃时效,≥50硬度:固溶,≤363HB和≤38HRC;480℃时效,≥375HB和≥40HRC; 550℃时效,≥331HB和≥35HRC;580℃时效,≥302HB和≥31HRC;620℃时效,≥277HB和≥28HRC●热处理规范及金相组织:热处理规范:1)固溶1020~1060℃快冷;2)480℃时效,经固溶处理后,470~490℃空冷; 3)550℃时效,经固溶处理后,540~560℃空冷; 4)580℃时效,经固溶处理后,570~590℃空冷;5)620℃时效,经固溶处理后,610~630℃空冷。
金相组织:组织特征为沉淀硬化型。
●交货状态:一般以热处理状态交货,其热处理种类在合同中注明;未注明者,按不热处理状态交货。
注:(1)------摘自GB1220(2)------实际检验值工艺性能:0Cr17Ni4Cu4Nb钢一般不进行冷加工。
热加工温度为1000~1170°C。
对大于76mm或形状复杂的部件,热加工后应及时回炉加热到原热加工的温度,随后缓慢冷却。
0Cr17Ni4Cu4Nb钢的热处理制度如下:0Cr17Ni4Cu4Nb钢可用任何焊接不锈钢的方法焊接。
在固溶,时效或过时效状态都可焊接。
焊前不需要预热,当要求焊缝强度为时效后强度的90%时,则焊后需要重新固溶和时效处理。
此钢也可进行钎焊,适宜的钎焊温度为此钢的固溶处理温度。
物理性能:密度:7780 kg/m²线膨胀系数:(H900热处理态)20~100°C时,0.0000108 /K; 20~200°C时,0.00001016 /K; 20~300°C时,0.00001136 /K热导率:100°C 时,17W/(m*K); 300°C时,20W/(m*K); 500°C时,23W/(m*K)弹性模量:20°C 时,191000 MPa; 100°C时,191000 MPa; 320°C时,181000 MPa0Cr17Ni7Al钢常见的热处理工艺有哪些?0Cr17Ni7Al钢常见的热处理工艺0Cr17Ni4Cu4Nb钢常见的热处理工艺沉淀硬化马氏体不锈钢的焊接特点表1是沉淀硬化马体不锈钢的化学成分。
这类钢在高温下是奥氏体组织,因其Ms点高,Mf点亦在室温以上。
以17-4PH钢为侧。
经过1020~1060℃固溶处理后,形成马氏体组织,再经时效处理(470-630℃),在马氏体组织中固溶度小的Cu、Nb、Mo、Al、Ti等发生碳化物析出和强化作用,其屈服强度可达到1171MPa。
表1 典型沉淀硬化马氏体不错钢的化举成分表2 典型沉淀硬化马氏体不锈钢的力学性能马氏体沉淀硬化不锈铜碳含量低(≤0.07%C),淬硬倾向不大,具有良好的焊接性。
采用焊条手工焊、惰性气体保护焊,一般均不需要预热和后热。
在进行厚板和拘束度太的结构焊接时可采取100~150℃的预热。
17-4PH 钢焊接时,在加热阶段热影响区马氏体转变为奥氏体,冷却时在150℃以下,又转变为舍有少量铁素体的马氏体组织(硬度Rc32)再经时效处理,析出含Cu 的析出相,使热影响区显著强化(Rc44)。
沉淀硬化马氏体不锈钢的焊接材料,在设计要求焊缝性能要与母材相当时,应选用与母材同质的焊材,如表3中17-4PH 的配套焊材。
如果并不需要焊缝性能与母材相当,可采用奥氏体不锈钢焊材(308L 、347L),或者采用镍合金焊材(lncone182填充焊丝)。
表3 沉淀硬化不错钢的焊接材料锻造过程随着锻造比的增大,使内部孔隙压合,铸态树枝晶被打碎,锻件的纵向和横向力学性能均得到明显提高。
但当拔长锻造截面比大于3-4之后,随着锻造截面比的增大,形成明显的纤维组织,使横向力学性能的塑性指标急剧下降,导致锻件各向异性。
若锻造截面比选择过小,锻件达不到性能要求,过大则增加了锻造工作量,而且还引起各向异性。
因此,合理的选择锻造比是个重要的课题,这里还应该考虑锻造时的变形不均匀问题。
锻造比通常是用拔长时的变形程度来衡量。
是指你所要进行成形的材料的用料长度与直径之比或锻造前的原材料(或预制坯料)的截面积与锻造后的成品截面积的比。
锻造比的大小影响金属的力学性能和锻件质量,增加锻造比有利于改善金属的组织与性能,但锻造比过大也无益。
锻造比选择的原则是在保证锻件各种要求的前提下,尽量选择小一些。
一般按以下情况确定锻造比:1、优质碳素结构钢和合金结构钢在锤上自由锻造时:对轴类锻件,由钢锭直接锻造,按主截面计算的锻造比应≥3;按法兰或其他凸出部位计算的锻造比应≥1.75;当用钢坯或轧材,按主截面计算的锻造比就≥1.5;按法兰或其他凸出部位计算的锻造比应≥1.3。
对环类锻件,锻造比一般应≥3。
对盘类锻件,由钢锭直接锻造,其镦粗锻造比就≥3;其他场合,镦粗锻造比一般应>3,但最后一道工序应>2。
2、高合金钢坯布料不仅要消除它的组织缺锻造比是锻造时金属变形程度的一种表示方法。
锻造比以金属变形前后的横断面积的比值来表示。
不同的锻造工序,锻造比的计算方法各不相同。
1、拔长时,锻造比为y=F0/F1或y=L1/L0式中F0,L0—拔长前钢锭或钢坯的横断面积和长度;F1 ,L0—拔长后钢锭或钢坯的横截面积和长度。
2、镦粗时的锻造比,也称镦粗比或压缩比,其值为y=F1/F0或y=H0/H1F0, H0—镦粗前钢锭或钢坯的横截面积和高度;F1, H1—镦粗后钢锭或钢坯的横截面积和高度。
锻造比是锻造时金属变形程度的一种表示方法。
锻件的组织和机械性能与很多因素有关,而锻造比是影响锻件质量的最主要因素之一。
对于用铸锭(包括有色金属铸锭)锻制的大型锻件和莱氏体钢锻件,正确选取锻造比有较大的实际意义;对于某些大型锻件的中间坯料,如涡轮盘、压气机盘等的圆饼坯料,轴、框、梁等的预制锻坯,锻造比也有重要的实际意义。
1,锻造比永远是正的,变形前后的面积之比的计算永远是对的,即大面积变形成小面积时,用变形前的面积除以变形后的面积;反之类推。
2,用长度比较时要当心:同形状变形时是可以拿长的除以短的(体积不变定律),不同形状变形时是绝对不可以的,例如八角锭拔长成方形时,只能用八角形除以方形面积。
以上的说法还应补充:锻造比分为工序锻造比、火次锻造比和总锻造比。
当只用拔长或只用镦粗,而进行几次锻造时,则总锻造比等于各次锻造比的乘积,即y总= y1 * y2 * y3 …如两次拔长中间镦粗或两次镦粗中间拔长时,总锻造比规定为两次锻造比相加,即y总 = y1 + y2此式中未将中间镦粗或中间拔长的锻造比计算在总锻造比之内。
锻造比是自由锻里的一个重要指标,但不是唯一的,在大型锻件锻造中,更注重锻造状态:应变场、温度场等等。
如果在很小的进砧量下以每次很小的压缩量锻造,它的心部压实水平远远不如大进砧量、大压下量的锻造状态——小压缩量多次锻压积累的变形效应都集中在锻件外层,而我们追求的往往是心部材料的压实。
每次洽谈大锻件合同、碰到用户提出“锻造比要大于多少”时我总要解释一番,其实关键的还是看最后的组织检测和探伤情况。
至于模锻,更不必拘泥于锻比的数字,计算机模拟变形状态时注重的是“场”的概念,起码是四维的——一个数字没法说清复杂的变形效应。
它只能概略地表述某个主变形方向的变形程度。