焊接计算公式总结
焊缝尺寸计算公式大全
在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
反之,焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。
因此正确确定焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
手弧焊焊缝尺寸的经验计算公式1、对接焊焊缝尺寸经验计算公式根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
(1)I形焊缝宽度的经验计算公式生产中,一般板厚小于6mm不开坡口,形成I形焊缝,焊缝宽度C=δ+2 (1)式中δ——工件厚度,mm。
(2)带钝边V形对接焊缝宽度经验计算公式如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:C=AB+CD+b+2e=2(δ-P)tan(α/2)+b+2e≈δ+3 ⑵式中e——坡口两边焊缝覆盖宽度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
(3)带钝边的U形坡口对接焊缝宽度经验计算公式如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:焊缝宽度C=2(δ-P-R)tanβ+2R+b+2e≈0.35δ+12.5 ⑶取P=2,b=2,e=1.5,R=5,β=10°。
2、角焊缝焊脚尺寸的经验计算公式角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
如图3所示,T形接头角焊缝焊脚尺寸K=δ+2 ⑷3、组合焊缝尺寸的经验计算公式组合焊缝是指同一接头焊缝由几种不同焊缝组成。
如图4所示即为带钝边V形对焊缝与角焊缝形成的T形接头组合焊缝。
焊接变形计算公式
算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式
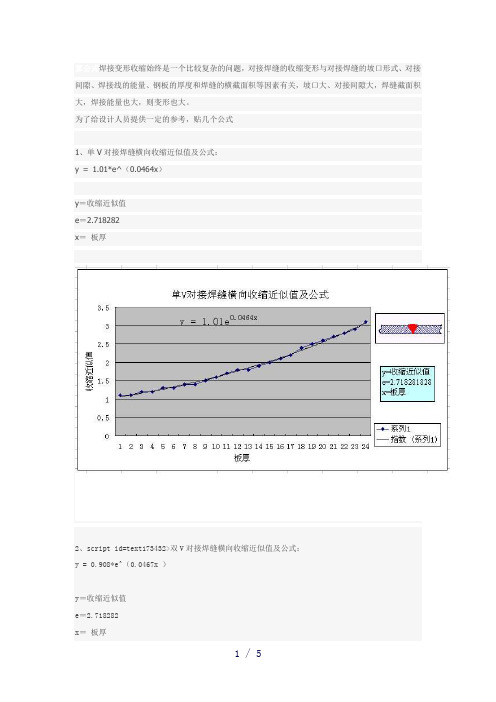
1、单V对接焊缝横向收缩近似值及公式:
y = 1.01*e^(0.0464x)
y=收缩近似值
e=2.718282
x=板厚
2、script id=text173432>双V对接焊缝横向收缩近似值及公式:
y = 0.908*e^(0.0467x )
y=收缩近似值
e=2.718282
x=板厚
4、5、
6、
3、
(注:本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。
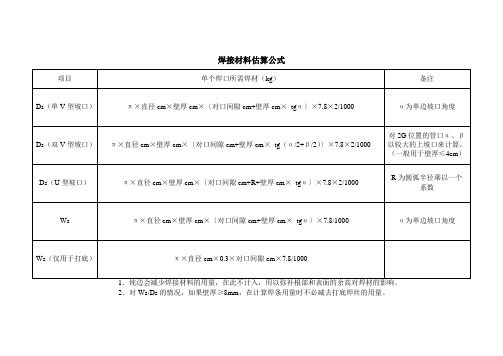
焊接材料用量估算计算公式列表
12Cr1MoV
9
Ws/Ds
200-300℃
720-750℃
30Min
139.7×16
WB36
46
Ws/Ds
150-220℃
580--600℃
60Min
273×30
150-220℃
580-600℃
90Min
168.3×20
150-220℃
580-600℃
60Min
1.钝边会减少焊接材料的用量,在此不计入,用以弥补根部和表面的余高对焊材的影响。
2.对Ws/Ds的情况,如果壁厚≥8mm,在计算焊条用量时不必减去打底焊丝的用量。
项目名称
规格
材质
焊口
焊接方法
预执温度
热处理
温度
时间
高加给水管道
273×30
WB36
191
Ws/Ds
150-220℃
580--600℃
90Min
355.6×40
150-220℃
580-600℃
120Min
508×50
150-220℃
580-600℃
120Min
高旁减温水管
133×16
12Cr1MoV
9
Ws/Ds
200-300℃
720-750℃
60Min
139.7×16
WB36
18
Ws/Ds
150-220℃
580-600℃
60Min
给水再循环管道
(一般用于壁厚≤4cm)
Ds(U型坡口)
π×直径cm×壁厚cm×〔对口间隙cm+R+壁厚cm×tgα〕×7.8×2/1000
R为圆弧半径乘以一个系数
电焊机计算公式

焊机用公式:一、有效电流计算根据额定输入电流(I1)及其相应的负载持续率(X)和空载电流(I),按下式计算得到的有效输入电流手电大值。
I1max最大输入电流=输出功率/(功率因数*整机效率*输入电压),二、负载电压计算下降特性的焊接电源:I2≤600A: U2=(20+0.04I2)VI2>600A: U2=44V电流在600A时电压为44V,电流大于600A时电压保持恒定。
TIG焊和等离子弧焊下降特性:I2≤600A:U2=(10+0.04I2)VI2>600A: U2=34VMIG/MAG焊和药芯自保护电弧焊平特性:I2≤600A:U2=(14+0.05I2)VI2>600A: U2=44V埋弧焊I2≤600A: U2=(20+0.04I2)VI2>600A: U2=44V 等离子切割下降特性:I2≤300A: U2=(80+0.4I2)VI2>300A: U2=200V 等离子气刨下降特性:I2≤300A: U2=(100+0.04I2)VI2>300A: U2=220V三、输入电源有效值的测量及供电电源适应性输入电流(I2)的峰值和有效值实际上受供电电源阻抗(Rs)的影响。
为有效地进行测试,供电电源阻抗应小于等于焊接电源输入阻抗的4%。
Rs≤0.04 (Ω)其中Rs——供电电源阻抗(Ω)U1——额定输入电压(V)I1——额定输入电流(A)为确定供电电源阻抗,须设置约定负载,它能使输入电压比空载时降低1%以上。
注1:如果这种约定负载的额定电压低于电源电压,可用变压器进行调节。
注2:关断电源电压自动稳压器。
供电电源阻抗由下式计算R1=例:供电电源:U1空载=230V I1空载=1AU1负载=227V I1负载=31AR1==0.1(Ω)焊接电源:U1=230V I1max=31A由此可知,式(G.1)的条件得以满足:Rs=0.1≤0.04=0.3(Ω)四、静特性曲线的绘制对于焊接电源一个已设定的输出,通过改变连接到焊接电源输出端的约定负载电阻,即可得到一组约定焊接电流(I2)和相关的约定负载电压值(U2)。
焊接线能量的计算公式

线能量的计算公式:q = IU/υ式中:I—焊接电流 AU—电弧电压Vυ—焊接速度cm/sq—线能量J/cm决定焊接线能量的主要参数就是焊接速度,焊接电流,和电弧电压,所以从这个意义上讲,只要你确定了合理的焊接规范参数,就已经确定了合理的焊接线能量,所以并没有一个专门的定量的的焊接线能量的测定,除非有特别要求,工程技术上也不可能给一个线能量的具体数值来控制,而是由焊接规范控制的,不过焊接线能量可以通过电流和电压和焊速来计算。
但是没一种焊接方法,还有根据实际应用情况线能量都不同,所以这种计算必要性不大,只要你利用合理的焊接规范,一般就没什么问题个人认为理论上应该乘以热效率系数,但是从工程上来说这些都不是实用的东西熔焊时,由焊接能源输入给单位长度焊缝上的能量,称为焊接线能量,用下式表示为IUq=───υ式中 I——焊接电流熔焊时,由焊接能源输入给单位长度焊缝上的能量,称为焊接线能量,用下式表示为IUq=───υ式中 I——焊接电流(A);U——电弧电压(V);υ——焊接速度(cm/s);q——线能量(J/cm)。
例如,板厚12mm,进行双面开Ⅰ形坡口埋弧焊,焊丝ф4mm,I=650A,U=38V,υ=0.9cm/s。
,则焊接线能量q为IU 650×38q=─── = ────── = 27444 J/cmυ 0.9线能量综合了焊接电流、电弧电压和焊接速度三大焊接工艺参数对焊接热循环的影响。
线能量增大时,热影响区的宽度增大,加热到高温的区域增宽,在高温的停留时间增长,同时冷却速度减慢,焊接线能量综合了焊接电流、电弧电压和焊接速度三个工艺因素对焊接热循环的影响。
线能量增大时,过热区的晶粒尺寸粗大,韧性降低;线能量减小时,硬度和强度提高,但韧性也会降低。
生产中根据不同的材料成分,在保证焊缝成形良好的前提下,适当调节焊接工艺参数,以合适的线能量焊接,可以保证焊接接头具有良好的性能。
焊接接头求助编辑百科名片焊接接头焊接接头,指两个或两个以上零件要用焊接组合的接点。
焊接中许用焊接电流的计算公式(一)
焊接中许用焊接电流的计算公式(一)计算焊接中许用焊接电流的计算公式在焊接过程中,许用焊接电流的计算是非常重要的。
本文将介绍几种常见的计算公式,并通过举例进行说明。
计算公式一:电弧焊的许用焊接电流计算公式电弧焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)= (截面积(mm²)× 攻击角度) / 10其中,截面积是焊接件的横截面积,攻击角度是焊条或电极与焊接件之间的夹角。
举例说明:假设焊接件的截面积为200mm²,攻击角度为30°,代入公式进行计算:许用焊接电流 = (200 mm² × 30°) / 10 = 6000 A计算公式二:气体保护焊的许用焊接电流计算公式气体保护焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(截面积(mm²)× 80) / 10其中,截面积是焊接件的横截面积,80是一个常数。
举例说明:假设焊接件的截面积为300mm²,代入公式进行计算:许用焊接电流 = (300 mm² × 80) / 10 = 2400 A计算公式三:电阻焊的许用焊接电流计算公式电阻焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(电阻值(Ω)× 压强(kN)) / 时间(s)其中,电阻值是焊接电阻的阻值,压强是施加到焊接件上的压力,时间是焊接时间。
举例说明:假设焊接电阻的阻值为10 Ω、施加到焊接件上的压力为5 kN,焊接时间为2s,代入公式进行计算:许用焊接电流 = (10 Ω × 5 kN) / 2s = 25 A以上是几种常见的焊接方法中计算许用焊接电流的公式及其举例说明。
在实际应用中,根据具体情况选择适用的计算公式,并进行准确计算。
焊接公式及实验

1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(C叶Mo+V)/5+(Ni+Cu)/15 <0.4 淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn /6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢,焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa, Ceq=0.52 预热75o C Rb=700MPa, Ceq=0.52 预热75 o CRb=800MPa, Ceq=0.62 预热150 o C新日铁:CE= C+ A(C){Si/ 24+ Mil/ 16+ Cu/15 +Ni/ 2 0+ (Cr+ Mo+ V+ Nb)/5+ 5B} (%)A(C)= 0 75+ 0. 25tgh[20(C- 0. 12)]CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(M n+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B=C +男+勢+芻十黑+富+寧+焉+ 23B-使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,M n=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600 或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
焊接线能量计算公式和单位

焊接线能量计算公式和单位引言焊接是一种常见的金属连接技术,焊接过程中的能量计算是评估焊接效果和参数设置的重要指标之一。
本文将介绍焊接线能量计算公式和单位的相关知识,帮助读者了解焊接能量的计算方法。
能量计算公式焊接线的能量计算可以通过以下公式进行:能量=电流×电压×焊接时间其中,-能量表示焊接线的能量消耗,单位为焦耳(J)。
-电流表示焊接过程中的电流强度,单位为安培(A)。
-电压表示焊接电源的电压,单位为伏特(V)。
-焊接时间表示焊接的持续时间,单位为秒(s)。
焊接能量单位在焊接过程中,能量的单位通常使用焦耳(J)和焦耳/毫米(J/m m)。
焦耳(J)焦耳是国际单位制中能量和功的单位,在焊接中,焦耳常用于表示焊接线的能量消耗。
焊接过程中的焦耳计算公式如前所述。
焦耳/毫米(J/m m)焊接过程中,焦耳/毫米常用于表示单位长度的能量消耗,也可以作为焊接能量密度的指标。
计算公式如下:焦耳/毫米=能量/焊缝长度其中,-焊耳/毫米表示单位长度的能量消耗,单位为焦耳/毫米(J/mm)。
-能量表示焊接线的能量消耗,单位为焦耳(J)。
-焊缝长度表示焊接线的长度,单位为毫米(mm)。
示例假设一次焊接的电流为200A,电压为20V,焊接时间为10s,焊缝长度为100m m,我们可以计算焊接能量的具体数值和单位。
能量=200A×20V×10s=40000J焦耳/毫米=40000J/100m m=400J/m m通过以上计算,我们得出焊接能量为40000焦耳(J),焦耳/毫米(J/m m)为400。
结论本文介绍了焊接线能量计算公式和单位的相关知识。
焊接能量的计算对于评估焊接效果和参数设置非常重要,在实际焊接过程中需要根据具体情况进行计算。
掌握焊接能量的计算方法可以帮助焊接工程师更好地优化焊接工艺,提高焊接质量。
注意:文档内容未包含图片、图片链接、反号、反斜线、代码框和网址。
内容表达清晰、简洁生动。