控制计划 模板
PPAP控制计划 模板
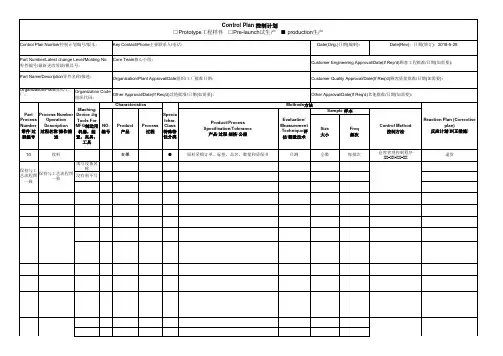
Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
质量控制计划模板
质量控制计划模板一、引言质量控制计划是为了确保产品或服务的质量达到预期标准而制定的一套管理措施和流程。
本质量控制计划模板旨在帮助组织建立一个有效的质量控制计划,以确保产品或服务的质量符合客户的需求和期望。
二、背景(在此处提供有关组织或项目的背景信息,包括组织或项目的目标、范围、时间表等。
)三、质量目标(在此处列出组织或项目的质量目标,包括产品或服务的质量要求、检查标准等。
)四、质量控制措施1. 质量计划制定- 确定质量计划编制的责任人和时间表;- 确定质量计划的编制内容,包括质量目标、质量控制措施、质量检查方法等;- 确定质量计划的审批流程。
2. 质量控制流程- 确定质量控制的流程和步骤,包括质量控制的起点、终点、参与人员等;- 确定质量控制的关键节点和质量控制点,制定相应的检查标准和方法;- 确定质量控制的记录和报告要求。
3. 质量培训- 确定质量培训的对象和内容;- 制定质量培训的计划和时间表;- 确保质量培训的有效性和持续性。
4. 质量检查和测试- 确定质量检查和测试的方法和标准;- 制定质量检查和测试的计划和时间表;- 确保质量检查和测试的准确性和可靠性。
5. 不合格品处理- 确定不合格品处理的流程和责任人;- 制定不合格品处理的标准和方法;- 确保不合格品处理的及时性和有效性。
6. 质量改进- 确定质量改进的目标和方法;- 制定质量改进的计划和时间表;- 确保质量改进的持续性和可行性。
五、质量控制的监督和评估(在此处描述对质量控制计划的监督和评估方法,包括定期检查、内部审核、外部审核等。
)六、质量控制计划的修订(在此处描述质量控制计划的修订方法和程序,包括对质量控制计划的变更和更新的管理。
)七、附录(在此处提供与质量控制计划相关的附加信息,如参考文献、图表、表格等。
)结论本质量控制计划模板提供了一个全面而系统的质量控制框架,可以根据组织或项目的实际情况进行调整和修改。
通过遵循质量控制计划,组织或项目可以有效地管理和控制产品或服务的质量,提高客户满意度,增强竞争力。
控制计划模板3篇
控制计划模板一、控制计划模板控制计划是项目管理中的一个重要环节,可以帮助项目经理监控项目进展,并按照预定计划采取必要的调整措施,保证项目的顺利进行。
下面是一个基本的控制计划模板,供参考:1. 项目概述在此部分中,需要概述项目的目标、范围、要求和其他重要信息,以便更好地掌握项目计划的背景和依据。
2. 变更管理变更管理是指针对项目计划中存在的风险和问题,对计划进行及时的调整和更改,以确保项目进展顺利和按照计划进行。
此部分需要详细说明变更的处理流程和过程,并提供变更管理的相关文档。
3. 任务分解任务分解是指将项目拆分成若干个小任务模块,以便更好地进行管理和监控。
在此部分中,需要对任务分解的流程和内容进行详细描述,并提供一个完整的任务分解表格。
4. 进度管理进度管理是指通过各种手段,对项目进度进行跟踪和监控,以确保项目能够按照计划和时间表进行。
在此部分中,需要提供进度管理图表和报告,并对进度管理流程进行详细说明。
5. 成本管理成本管理是指对项目的成本进行估算和控制,以确保项目的经济效益和利润最大化。
在此部分中,需要提供成本估算表格和成本控制报告,并对成本管理流程进行详细的说明。
6. 质量管理质量管理是指通过各种手段,对项目的质量进行控制和管理,以确保项目能够达到预期的质量标准。
在此部分中,需要提供质量管理计划和验收标准,并对质量管理流程进行详细的说明。
7. 风险管理风险管理是指对项目中可能出现的风险进行评估和控制,以确保项目不会受到不可预测的干扰。
在此部分中,需要提供风险管理计划和风险评估报告,并对风险管理流程进行详细的说明。
8. 沟通管理沟通管理是指对项目中各利益相关者之间的信息交流进行管理和控制,以确保信息传递的准确性和及时性。
在此部分中,需要提供沟通管理计划和沟通报告,并对沟通管理流程进行详细的说明。
以上是一个基本的控制计划模板,可以根据具体项目的需求进行调整和补充。
二、项目控制计划模板1. 项目背景在此部分中,需要对项目的背景、目标、范围、需求和其他重要信息进行详细的介绍,以便更好地为控制计划提供依据和方向。
产品质量控制计划模板
产品质量控制计划模板一、引言。
产品质量控制计划是企业为了保证产品质量,提高产品竞争力而制定的一项重要计划。
本文档旨在帮助企业建立完善的产品质量控制计划,确保产品的质量稳定可靠,满足客户需求。
二、目标。
1. 确保产品质量稳定可靠,达到国家标准要求;2. 提高产品竞争力,满足客户需求;3. 降低产品质量问题带来的成本和损失。
三、制定产品质量控制计划的原则。
1. 确立质量目标,明确产品质量要求;2. 制定质量控制措施,确保产品生产过程中的质量可控;3. 实施质量控制,对产品质量进行全面监控和检测;4. 不断改进,持续提高产品质量水平。
四、产品质量控制计划内容。
1. 质量目标和要求。
明确产品的质量目标和要求,包括产品的外观、性能、可靠性等方面的要求,确保产品质量符合国家标准和客户需求。
2. 质量控制措施。
制定质量控制措施,包括原材料采购、生产工艺控制、生产设备维护保养、人员培训等方面的措施,确保产品生产过程中的质量可控。
3. 质量控制检测。
建立质量控制检测体系,对产品的各个环节进行全面监控和检测,确保产品质量符合要求。
4. 质量问题处理。
建立质量问题处理机制,对产品质量问题进行及时处理和反馈,确保产品质量问题得到有效解决。
五、实施计划。
1. 制定具体的实施计划,包括质量目标的分解、质量控制措施的落实、质量控制检测的执行和质量问题处理的跟踪反馈等方面的计划。
2. 资源保障。
保障实施计划所需的各项资源,包括人力、物力、财力等方面的资源,确保实施计划的顺利进行。
六、评估和改进。
1. 对产品质量进行定期评估,发现问题及时改进,提高产品质量水平。
2. 改进产品质量控制计划,不断完善和提高产品质量控制计划的有效性和可行性。
七、总结。
产品质量控制计划是企业确保产品质量、提高产品竞争力的重要保障。
通过制定完善的产品质量控制计划,企业可以有效降低产品质量问题带来的成本和损失,提高产品质量水平,满足客户需求,提高企业的市场竞争力。
控制计划模板(2024年新版)
组织/工厂
组织代码
其他批准/日期(如要求)
零件/过程编号
过程名称/操作说明
制造用机器/设备/ 夹具/工装
编号
特性 产品
过程
特殊特 性分类 产品/过程/规范/公差
方法
评价/测量技术
抽样 样本量 频次
控制方法
页数 页码
反应计划
措施
责任人
控制计划
控制计划类型
控制计划编号 零件编号/最新 变更等级: 零件名称/描述
□原型样件
□试生产
□生产
□安全投产
关键联
系人/电
组织/工厂批准/日期
(如果试生产或生产控制计划中包含安全投产,请选中这两个框)
其它批准/日期(如要求)
日(初始) 日期(修订) 顾客工程批准/日期(如要求) 顾客质量批准/日期(如要求)
控制计划(模板)(新)
所谓的光辉岁月,并不是以后,闪耀的日子,而是无人问津时,你对梦想的偏执。
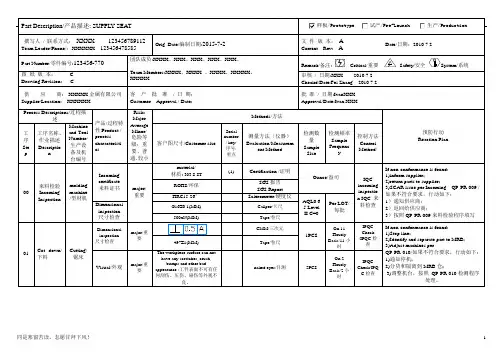
Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2文件版本:ACurrent Rev: ADate/日期:2010.7.2Part Number/零件编号:123456-770团队成员:XXXX、XXX、XXX、XXX、XXX、Team Members:XXXX、XXXX 、XXXX、XXXXX、XXXXX Remark/备注: Critical/重要Safety/安全System/系统图纸版本: C Drawing Revision: C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2供应商: XXXXX金属有限公司Supplier/Location: XXXXXX 客户批准/ 日期:Customer Approval / Date:批准/ 日期:IvanXXXApproval/Date:Ivan XXXProcess Descriptions/过程描述产品/过程特性Product /processcharacteristicsRisk:MajorAverageMinor/危险等级:重要、普通、较小Methods/方法预防行动Reaction Plan工序Ste p 工序名称、作业描述DescriptionMachineand ToolNumber/生产设备及机台编号客户图尺寸/Customer sizeSerialnumber/ key/序号/重点测量方法(仪器)Evaluation/Measurement Method检测数量SampleSize检测频率SampleFrequency控制方法ControlMethod/00 来料检验IncomingInspectionmoldingmachine/型材机Incomingcertificate来料证书major/重要material/材质: 303 S.ST(1) Certification./证明Ounce/盎司IQCincominginspection IQC 来料检查If non-conformance is found:1)inform supplier;2)return parts to supplier;3)SCAR issue per Incoming QP-PR-009 /如果不符合要求,行动如下:1)通知供应商;2)返回给供应商;3)按照QP-PR-009来料检验程序填写ROHS/环保SGS报告SGS ReportHRC15-26°Sclerometer/硬度仪AQL0.65 LevelII C=0Per LOT/每批Dimensionalinspection尺寸检查Ø16±0.1(MM) Caliper/卡尺500xN(MM)Tape/卷尺01 Cut down/下料Cutting/锯床Dimensionalinspection尺寸检查major/重要CMM/三次元1PCSOn 11HourlyBasis/11小时IPQCCheck/IPQC检查If non-conformance is found:1)Stop line;2)Identify and separate part to MRB;3)Adjust machines perQP-PR-010/如果不符合要求,行动如下:1)通知停机;2)分货和隔离到MRB仓;3)调整机台,按照QP-PR-010检测程序处理。
gp12控制计划模板
gp12控制计划模板GP12控制计划模板1. 背景和目标:背景:本控制计划的目的是确保GP12项目的顺利进行和完成。
GP12项目是公司的关键项目,旨在开发一款新产品,预计将为公司带来巨大的商业机会。
目标:确保项目按时、按质量完成,同时满足公司的商业目标和客户需求。
2. 参与方:- 项目经理:负责项目的计划、协调和执行。
- 项目团队:包括开发人员、测试人员、设计师等,负责根据项目计划完成各自的工作。
- 相关部门:与项目密切相关的部门,如市场部、生产部等。
3. 项目范围和里程碑:- 项目范围:详细描述项目的具体内容和要求,包括功能、技术要求等。
- 项目里程碑:设定关键的项目里程碑,用于跟踪项目的进展和评估项目的风险。
4. 项目计划:- 项目排期:详细描述项目各阶段的排期和工作流程,包括项目启动、需求分析、设计、开发、测试、上线等。
- 关键路径:确定项目的关键路径,即不可延迟的任务和活动,以确保项目能够按时完成。
- 人力和资源分配:确定项目所需的人力和资源,确保项目团队的合理分配和资源的充足。
- 项目风险评估:评估项目可能面临的风险,并提供相应的风险管理计划。
5. 项目质量控制:- 质量目标:设定项目的质量目标,包括功能性能、用户体验等方面的要求。
- 质量计划:详细描述项目的质量控制方法和流程,包括测试计划、回归测试、质量评估等。
- 质量保证:确保项目的质量控制措施得以执行,并根据实际情况作出相应的调整和改进。
6. 项目沟通和报告:- 项目沟通计划:制定项目成员之间的沟通计划,包括定期开会、项目文档共享、沟通工具等。
- 项目报告:制定项目报告的模板和内容,包括项目进展、问题和风险等方面的信息。
7. 项目变更管理:- 变更管理流程:制定项目的变更管理流程,确保对项目的变更进行有效管理和控制。
- 变更评估:对变更进行评估,包括影响分析、成本评估等,确保变更的合理性和可行性。
8. 项目风险管理:- 风险识别:识别项目可能面临的各种风险,包括技术风险、市场风险等。
控制计划模板
控制计划模板
项目名称:
控制计划
制定日期:
[填写日期]
制定部门:
[填写部门]
制定人:
[填写人员姓名]
修订日期:
[填写日期]
修订部门:
[填写部门]
修订人:
[填写人员姓名]
1.引言
本项目的控制计划旨在明确项目管理的控制方法和措施,确保项目执行过程中能够按时按质完成任务。
2.项目范围
[填写项目范围]
3.项目目标
[填写项目目标]
4.项目组织
4.1 项目组织结构
[填写项目组织结构图]
4.2 项目管理团队
[填写项目管理团队成员及职责]
5.控制方法和措施
5.1 质量控制
[填写质量控制方法和措施]
5.2 进度控制
[填写进度控制方法和措施]
5.3 成本控制
[填写成本控制方法和措施]
5.4 风险控制
[填写风险控制方法和措施]
5.5 通讯控制
[填写通讯控制方法和措施]
6.绩效评估
[填写绩效评估方法和指标]
7.报告和审计
[填写报告和审计方法和流程]
8.风险管理
[填写风险管理方法和流程]
9.项目关闭
[填写项目关闭方法和流程]
10.附录
[填写相关资料和文件]
以上就是本项目的控制计划模板,为确保项目顺利完成,请严格按照该计划执行。
如有变化,须及时更新并报告相关人员。
IATF16949控制计划模板
控制计划
□样件 客户名称: 零件编号/最新版本号 零件名称/描述 : 公司名称/现场: 产品控制 零件/ 过程名称 过程步 /作业描 功能组/区域 编号 骤编号 述 特殊特 性分类 供方代码 □试生产 ▉生产
Control Plan
控制计划编号 关键联络人/电话 核心小组 项目工程师/日期 批准/日期 过程控制 日期(编制) 日期(修订) 页次: 版本:
顾客工程批准/日期(如需要) 顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方法 样本 反应计划
产品
过程
规范/公差
特殊特 机器/模冶 维护计 参数/公差 评价/测量技术 性分类 夹具 划
防错
容量
频次
控制
质量控制计划模板
质量控制计划模板一、引言质量控制计划是为了确保产品或者服务的质量符合预期标准而制定的一项重要文件。
本质量控制计划旨在详细描述质量控制活动的目标、方法和责任,以确保产品或者服务的质量满足客户的要求和期望。
本文档将提供一个标准的质量控制计划模板,以供参考和使用。
二、质量目标1. 产品或者服务质量目标- 在产品或者服务设计阶段,确保所有设计要求和规范得到满足。
- 在生产或者提供服务的过程中,确保产品或者服务符合质量标准和规范。
- 在产品或者服务交付后,确保客户满意度达到预期水平。
2. 质量控制目标- 通过严格的质量控制活动,减少产品或者服务的缺陷率。
- 提高生产或者服务过程的效率,减少资源浪费。
- 持续改进质量控制活动,以适应市场需求的变化。
三、质量控制方法1. 质量计划制定- 定义产品或者服务的质量标准和规范。
- 制定质量控制流程和程序。
- 确定质量控制的关键要点和检测方法。
2. 质量控制活动- 进行原材料的质量检查和评估。
- 在生产过程中进行质量把关,确保产品符合规范。
- 进行产品或者服务的最终质量检验和测试。
- 定期进行内部质量审核,发现并纠正质量问题。
- 建立客户反馈机制,及时处理客户投诉和意见。
3. 质量记录与分析- 记录质量控制活动的数据和结果。
- 分析质量数据,发现潜在问题和改进机会。
- 建立质量指标和绩效评估体系。
四、质量控制责任1. 高层管理责任- 确保质量控制计划的制定和执行。
- 提供足够的资源和支持。
- 审核质量控制计划的有效性和适应性。
2. 部门质量责任- 各部门负责执行质量控制计划。
- 确保质量控制活动按计划进行。
- 及时报告质量问题和改进建议。
3. 个人责任- 所有员工都有责任保证产品或者服务的质量。
- 遵守质量标准和规范。
- 参预质量改进活动。
五、质量控制计划的执行和监控1. 执行质量控制计划- 按照质量控制计划的要求执行质量控制活动。
- 及时记录和报告质量控制的数据和结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Plant Name: 工厂名称
Product Platform: 产品平台名称
Process Name: 过程名称
Process Flow
Process Machine,
Process TMR08_ No. 过程步骤编号
Name / Function 过程名称/功
Quality Engineer 质量工程师
Prepared By: 参与编制者
Product / Process Specification 产品/过程标准
Nominal 特性标准值
Lower Spec Limit (LSL)
公差下限
Upper Spec Limit (USL)
公差上限
Methods方法
/
与操作指导
/
文件相符
/
/ 尽量区分强弱电 扎线美观、松紧合适、避免刮线
/
30Pa / / / / /
/
/ / / /
/
手工螺丝刀复拧不超过半圈
/
/
听电动枪扭矩到位声
日常点检 保养记录合格 日常点检 保养记录合格 符合钎焊外观检验标准 R410a
10KG(设备显示)
/
/
/ / / 10.99
/
/
/ / / 10.01
0.8
1.2
/
/
设备状态良好
密封性良好 风批档位
风批档位
回收真空度合格
螺钉无遗漏 螺钉打紧 钣金无括花及变形
螺钉无遗漏 螺钉打紧 钣金无刮花及变形
预抽真空度合格
设备状态良好
抽空时间满足要求
日常点检 保养记录合格
/
日常点检
/
保养记录合格
/
直到绿灯亮
/
档位为2挡
/
8匹、10匹机型 26颗
/
/
螺钉底面与紧固面贴合,无缝隙
/
/
/
螺钉底面与紧固面贴合,无缝隙
/
/
档位为3挡
与作业指导书接 线图一致
/
/
/
/
变频2根 定频1根
压机底部 焊接缝隙处约5mm 螺钉底面与紧固面贴合,无缝隙
双枪头 火焰为中性焰(绿色)
档位为中挡
0.3-0.6m3/h
/ / / / 0.3m3/h
高低压侧同时充氮
/
2%焊条(助焊剂)
/
按作业指导书顺序
检大漏 、氦检
高压空气 真 空箱氦检仪
氦气
TMR08_8
自动充氦 氦气回收 回收装置,快
速接头
TMR08_9-10
装配 左右侧板
风批
TMR08_9-10
装配 前后横梁
风批
TMR08_11-12 抽真空
真空泵
氮气流量 焊料型号正确
设备状态良好
压力值 设备状态良好 氦气浓度合格 氦检真空度 氦检仪报警点 氦气压力合格
/
冷凝器无片花
参照外观检验接受标准
/
流转卡记录规范、完善
各项记录齐全规范
/
档位为2挡
/
螺钉无遗漏
8匹、10匹机型 22颗
/
/
螺钉打紧
螺钉底面与紧固面贴合,无缝隙
/
前面板无括花及变形
参照钣金外观检验接受标准
/
/
/ /
/
/
/ 0.1欧 4.3mA
/ /
/
/ / / / /
/
2g/年 2mm 2cm/s /
/
参照钣金外观检验标准
/
/
档位为2挡
/
8匹、10匹机型 8颗
/
/
螺钉底面与紧固面贴合,无缝隙
/
参照钣金外观检验标准
/
/
30Pa以下
/
日常点检 保养记录合格
/
15MIN(绿灯亮)
15Min
/
/ / /
/ / / / / / / / / / / /
30
/
/
抽空位置正确
高低压侧同时抽空
/
/
电批 风批
TMR08_11-12
TMR08_16
安检
安检仪
TMR08_17
商检 自动商检系统
TMR08_18
检漏2 卤素检漏仪
TMR08_19
固定电控盒 、
贴标1
风批
TMR08_20
放附件、贴 标2
TMR08_21
总检
TMR08_22
装前面板 、背网
风批
网罩螺钉打紧 网罩无挂花及变形
风叶型号正确
设备状态良好 设备状态良好
接地电阻合格 泄漏电流合格 绝缘电阻合格 电气强度合格
/
/
/
/ / / / / / / / / / / / / /
TMR08_23 打包、下线 打包机
设备状态良好
打包规范美观 下线摆放合理
日常点检 保养记录合格 打包带无歪斜、松紧合适 摆放至合格品区
/
/
/
/
/
/
外包装标贴型号正确
外包装标签型号与BOM表一致
/
/
外观
符合检验操作指导书的要求
/
/
接线正确,牢固
CPP 枪头、火焰调节
风批档位 CPP 氮气流量
TMR08_4
充氮位置
CPP 焊料型号正确
插管、焊接 、
固定截止阀
焊枪、风批、 充氮工装
插管顺序正确
管路无歪斜 (排气管)
电子阀体型号正确
四通换向阀型号正确
风批档位
焊接外观无缺陷
枪头、火焰调节
与压缩机附件清单核对,规格和型 号一致
/
/
档位为2挡 9颗
/
0.3-0.6m3/h
0.3m3/h
0.6m3/h
冷凝器规格正确 冷凝器外观
焊接外观无缺陷
2%焊条(助焊剂)
/
双排7.94亲水铝箔
/
双排7.94亲水铝箔
/
参照两器外观检验接受标准
/
/
参照钎焊外观检验接受标准 /
日常点检 保养记录合格
/
冷冻油型号正确
日立压机(FVC68D) 三洋压机(FVC68S)
/
导风圈装配
批
风批档位
CPP 扭矩扳手扭矩
CF
TMR08_15
风叶、网罩 装配 扭力扳手、风 批
风批档位
风机螺钉打紧
螺钉无遗漏 螺钉打紧 导风圈无括花及变形
风叶固定牢固
螺钉无遗漏
真空计示数<30Pa
/
30Pa
1.2N-2N 档位为2挡
/ /
戴防静电手套
/
/ 与操作指导书及接线图要求一致
/
/ 接线后用手反拉无松动
/
/
/
/
/
/
螺钉打紧
螺钉底面与紧固面贴合,无缝隙
/
/
钣金无括花及变形
/
/
参照钣金外观检验标准
/
/
/
/
压缩机型号
与BOM一致
/
/
TMR08_2
油分、气分 压缩机装配
风批
油分型号 气分型号 储液罐型号 油分方向 气分方向
ZGYFLQ-4L-D22
/
/
ZGQYF
/
风批档位
标贴件粘贴位置正确
与作业指导书 要求一致
/
标贴件无遗漏
BOM清单数量一致
/
铭牌、能效标识、 机型标贴与订单机型一致
BOM清单/流转卡
/
附件齐全正确
BOM清单数量一致
/
标贴件粘帖位置正确
与作业指导书 要求一致
/
标贴件无遗漏
BOM清单数量一致
/
附件齐全正确
BOM清单数量一致
/
标贴件无遗漏
BOM清单数量一致
冷冻油充注量正确
8-10匹4L
/
保温棉、减震块数量位置正确 8-10匹8保温管7减震块
/
/ / / / / /
/
/
/
/
检漏结果
4.0MPa
日常点检 保养记录合格
/
60%以上
20Pa以下
1.2*10-6
/
0.8-1.2MPa
/
设备泄漏判别记录灯,绿灯合格,
红灯不合格
/
3.8
4.2
/
65%
100%
20
1.2*10-6
8N.M
/
/
手工螺丝刀复拧不超过半圈
/
/
听风批扭矩到位声
/
/
档位为2挡
/
/
8匹、10匹机型 24颗
/
/
/
/
螺钉底面与紧固面贴合,无缝隙
/
/
/
/
参照塑料件外观检验接受标准
/
/
17-20N.M(不可调)
17
20
听扳手扭矩到位声
/
/
/
/
档位为2挡
/
/
8匹、10匹机型 6颗
/
/
/
/
TMR08_15
装配
扭力扳手、风 批
符合检验操作指导书的要求
/
/
TMR08_25 成品抽检
打包机
附件齐全正确
与BOM表一致
/
/
标贴型号正确
与BOM表一致
性能测试(制冷、制热、功率 、IPLV)
性能测试操作指导书