钢热轧无缝钢管技术标准
(完整版)无缝钢管执行标准

无缝钢管执行标准1、结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝钢管。
2、流体输送用无缝钢管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝钢管。
3、低中压锅炉用无缝钢管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。
4、高压锅炉用无缝钢管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。
5、化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。
6、石油裂化用无缝钢管(GB9948-2006)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。
7、地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。
8、金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。
9、石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。
钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。
10、船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。
碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。
11、汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。
12、柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝钢管。
13、液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。
七种建筑工程常用钢材简介及其性能标准的要求

七种建筑工程常用钢材简介及其性能标准的要求一、热轧钢筋用加热钢坯轧成的条型成品钢筋,称为热轧钢筋。
它是建筑工程中用量最大的钢材品种之一,主要用于钢筋混凝土的配筋。
热轧钢筋按表面形状分为热轧光圆钢筋和热轧带肋钢筋。
(一)热轧光圆钢筋经热轧成型,横截面通常为圆形,表面光滑的成品钢筋,称为热轧光圆钢筋(HPB)(图7.1)。
热轧光圆钢筋按屈服强度特征值分为235级、300级,其牌号由HPB和屈服强度特征值构成,分为HPB235、HPB300两个牌号。
热轧光圆钢筋的公称直径范围为6~22mm,《热轧光圆钢筋》(GB1499.1—2008)推荐的钢筋公称直径为6mm、8mm、10mm、12mm、16mm和20mm。
可按直条或盘卷交货,按定尺长度交货的直条钢筋其长度允许偏差范围为0~50mm;按盘卷交货的钢筋,每根盘条质量应不小于1000kg。
热轧光圆钢筋的屈服强度、抗拉强度、断后伸长率、最大拉力总伸长率等力学性能特征值应符合表7.5的规定。
表中各力学性能特征值,可作为交货检验的最小保证值。
按规定的弯心直径弯曲180°后,钢筋受弯部位表面不得产生裂纹。
图7.1热轧光圆钢筋表7.5热轧光圆钢筋的力学性能和工艺性能(GB1499.1─2008)(二)热轧带肋钢筋经热轧成型并自然冷却的横截面为圆形的且表面通常带有两条纵肋和沿长度方向均匀分布的横肋的钢筋,称为热轧带肋钢筋(图7.2)。
其包括普通热轧钢筋和细晶粒热轧钢筋两种。
图7.2热轧带肋钢筋热轧带肋钢筋按屈服强度特征值分为335、400、500级,其牌号由HRB和屈服强度特征值构成,分为HRB335、HRB400、HRB500三个牌号,细晶粒热轧钢筋的牌号由HRBF和屈服强度特征值构成,分为HRBF335、HRBF400、HRBF500三个牌号。
热轧带肋钢筋的公称直径范围为6~50mm,《热轧带肋钢筋》(GB1499.2—2007)推荐的钢筋公称直径为6mm、8mm、10mm、12mm、16mm、20mm、25mm、32mm、40mm和50mm。
国标无缝钢管尺寸规格表及其执行标准
国标无缝钢管尺寸规格表及其执行标准国标无缝钢管是用钢锭或实心管坯经穿孔棘口科锥棘属制成彭衍堂,然后经热轧、冷轧或冷拨制成。
国标钢管在我国钢管业中具有重要的地位。
那国标无缝钢管规格是同型号多少?国标无缝钢管订定国标标准又是什么?下面随我看看国标无缝钢管规格表及国标无缝钢管执行标准吧。
国标无缝钢管国标无缝钢管是用钢锭或实心管坯经方形穿孔制成毛管,然后经热轧、冷轧或冷拨制成。
国标钢管在我国钢管业中具有重要的地位。
据不完全统计,我国现有国标钢管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。
从口径看,<φ76的,占35%,<φ159-650的,占25%。
从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
轧制国标钢管的原料是薄片圆管坯,圆管加工胚要经过钢丝绳的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。
焦炭被送入熔炉内加热,温度大约为1200摄氏度。
燃料为氮气或乙炔。
炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。
一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。
穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
挤压后要对脱管定径。
定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。
钢管内径由定径机钻头的外径来确定。
国际标准钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。
若钢管内部有裂纹,气泡等问题,将被探测出。
钢管质检后还要通过严格的手工挑选。
钢管质检后,用油漆喷上编号、规格、生产批号等。
并由吊车吊入仓库中。
规格:无缝钢管的规格用外径*壁厚毫米数表示。
国标解放牌规格表国标无缝钢管执行标准规范1、结构用无缝钢管:GB8162-20212、输送流体用地缝钢管:GB/T8163-20213、锅炉用无缝钢管:GB3087-20214、锅炉用高压无缝管:GB5310-2021(ST45.8-Ⅲ型)5、化肥设备用高压无缝钢管:GB6479-19996、地质采矿用无缝钢管:YB235-707、石油钻探用无缝钢管:YB528-658、原油裂化用无缝钢管:GB9948-889、石油钻铤专用无缝管:YB691-7010、汽车半轴用无缝钢管:GB3088-199911、船舶用无缝钢管:GB5312-199912、冷拔冷轧自动化无缝钢管:GB3639-199913、各种合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、40Cr,12Cr1MoV,15CrMo另外,还有GB/T17396-1998(液压支柱用热轧无缝钢管)、GB3093-1986(柴油机用高压无缝钢管)、GB/T3639-1983(冷拔或冷轧精密无缝钢管)、GB/T3094-1986(冷拔无缝钢管异形钢管)、GB/T8713-1988(液压和气动筒用精密内径无缝钢管)、GB13296-1991(锅炉、热交换器用不锈钢无缝钢管)、GB/T14975-1994(结构用不锈钢无缝钢管)、GB/T14976-1994(流体输送用不锈钢热力学无缝钢管)GB/T5035-1993(上海汽车半轴套管用无缝钢管)、APISPEC5CT-1999(套管和油管规范)等。
五金手册热轧无缝钢管(YB231-70)
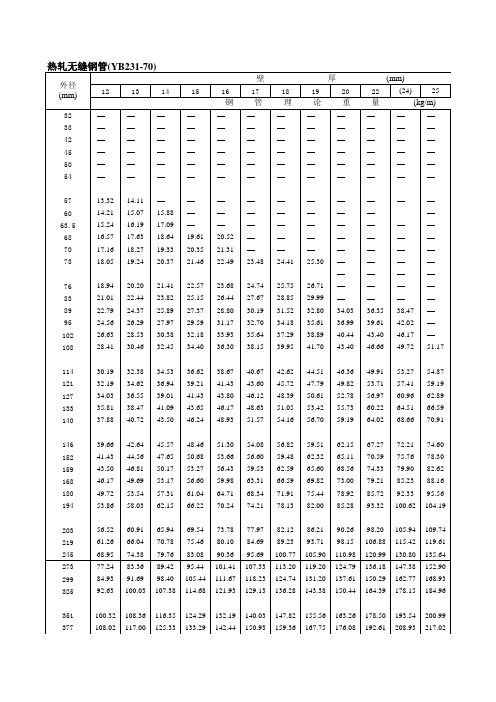
(2)热轧钢管的通常长度为8~12.5米,短尺长度为1.5~3.0米。
(3)钢管的理论重量计算公式为:P=0.02466S(D-S)
式中 P----钢管的理论重量(千克/米)(钢管的比重为7.85);
D---钢管的公称外径(毫米);
S---钢管的公称壁厚(毫米)。
(4)钢管的标记方法举例如下:
用10号钢制造的外径为76毫米、壁厚为3.5毫米的直径和壁厚为普通级精确度、长度为3000毫米倍尺
的热钢保应标记为:钢管10-76X3.5X3000倍-YB231-70。
注(1)表中带括号的规格,不推荐使用。
(2)冷拔(轧)钢管的通常长度为:壁厚≤1mm者,长1.5~7.0m;壁厚>1mm者,长1.5~9.0m。
短尺长度为0.5~1.5m。
(3)钢管的标记方法举例如下:用10号钢制造的外径为76mm,壁厚为3.5mm,直径为高级精确度,壁厚为普通级精确度,长度为5000mm(定尺长度)的冷拔钢管应标记为:钢管拔10-76高x3.5x5000-YB231-70
(kg/m)
长度为3000毫米倍尺
(kg/m)
(mm)量
m。
精确度,壁厚为5x5000-YB231-70。
国标钢管壁厚标准

国标钢管壁厚标准一、国家强制标准《钢管》(标准号:GB/T 8162—-2008)是指了热轧无缝钢管技术条件。
根据《钢管》标准,中国的内径Φ32—Φ530mm的热轧无缝钢管的内壁厚度标准只有4种:壁厚(mm)内径Φ(mm)3 ≤ Φ1254 125<Φ3305 330<Φ5306 Φ530无缝钢管外壁厚度标准品种比内壁厚度少,它包括以下5种技术条件:二、其它行业标准对于各行业对无缝钢管壁厚标准,行业要求可能存在差异,其具体标准依据应用场合而定,下面仅列举一部分常见的标准:A. 石油管线:API 5L《石油和天然气行业管线设备》(API SPEC 5L)中管线壁厚标准为标准层厚σs,标准层厚σs取值范围为6.4—14.0mm,且最小壁厚的设计厚度应满足下列的一个条件:σs≥t+0.4(t为壁厚)。
B. 水管:GB/T 13896《埋地用钢管》(GB/T 13896)中参考壁厚δ1 按规格型号、用途以及其它技术要求设定,取值范围为3.25—10.0mm。
《汽、蒸汽锅炉用无缝钢管》(GB/T 3087)中有关要求根据管线工作压力和温度去计算壁厚,且最小壁厚值不小于3.0mm。
《给水用钢管》(GB/T 12770)中铺设在地面的电缆管的要求壁厚根据地面地貌以及静压力,考虑局部强度之后,应满足最低壁厚σs≥t+0.4(t为壁厚)。
导热油管通常用于工业与气体蒸汽系统,《金属热轧无缝钢管》(GB/T 17625)中给出壁厚的技术要求,要求最小壁厚值不小于4.0mm。
高压管道主要用于原油输送、液化烃及其它爆炸性工质输送,《聚氯乙烯(PVC-U)挤出管及管件》(GB/T 30067)中管道壁厚的最小值应不小于1.8mm,且其最大壁厚应根据工质性质要求酌情考虑。
钢管精整工艺和检(化)验技术——《热轧无缝钢管实用技术》
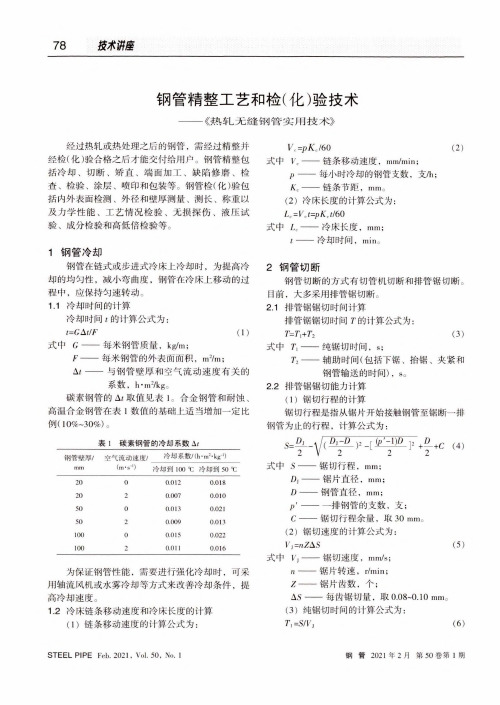
78技术讲座钢管精整工艺和检(化)验技术——《热轧无缝钢管实用技术》经过热轧或热处理之后的钢管,需经过精整并经检(化)验合格之后才能交付给用户。
钢管精整包括冷却、切断、矫直、端面加工、缺陷修磨、检查、检验、涂层、喷印和包装等。
钢管检(化)验包括内外表面检测、外径和壁厚测量、测长、称重以及力学性能、工艺情况检验、无损探伤、液压试验、成分检验和高低倍检验等。
1钢管冷却钢管在链式或步进式冷床上冷却时,为提高冷却的均匀性,减小弯曲度,钢管在冷床上移动的过程中,应保持匀速转动。
1.1冷却时间的计算冷却时间t的计算公式为:t=GSt/F(1)式中G----每米钢管质量,kg/m;F——每米钢管的外表面面积,m%n;A?——与钢管壁厚和空气流动速度有关的系数,h-m2/kg o碳素钢管的・取值见表1。
合金钢管和耐蚀、高温合金钢管在表1数值的基础上适当增加一定比例(10%~30%)。
表1碳素钢管的冷却系数A钢管壁厚/mm 空气流动速度/(nrs-1)冷却系数/(h-m2-kg-')冷却到loo r冷却到50X.2000.0120.0182020.0070.0105000.0130.0215020.0090.01310000.0150.02210020.0110.016为保证钢管性能,需要进行强化冷却时,可采用轴流风机或水雾冷却等方式来改善冷却条件,提高冷却速度。
1.2冷床链条移动速度和冷床长度的计算(1)链条移动速度的计算公式为:V.=pK e/60(2)式中----链条移动速度,mm/min;P一一每小时冷却的钢管支数,支/h;K°----链条节距,mm。
(2)冷床长度的计算公式为:L c=V c t=pK c t/60式中Lc----冷床长度,mm;t----冷却时间,min。
2钢管切断钢管切断的方式有切管机切断和排管锯切断。
目前,大多采用排管锯切断。
2.1排管锯锯切时间计算排管锯锯切时间T的计算公式为:T=T l+T2(3)式中八——纯锯切时间,s;T2——辅助时间(包括下锯、抬锯、夹紧和钢管输送的时间),So2.2排管锯锯切能力计算(1)锯切行程的计算锯切行程是指从锯片开始接触钢管至锯断一排钢管为止的行程,计算公式为:S=d_\/(2irg_)2_[(pT)D才+0+c(4) 2V222式中S----锯切行程,mm;D]----锯片直径,mm;D----钢管直径,mm;p r------排钢管的支数,支;C----锯切行程余量,取30mm0(2)锯切速度的计算公式为:Vj=nZAS(5)式中Vj----锯切速度,mm/s;n----锯片转速,r/min;Z——锯片齿数,个;△S——每齿锯切量,取0.08-0.10mm o(3)纯锯切时间的计算公式为:T}=S/Vj(6)STEEL PIPE Feb.2021,Vol.50,No.1钢管2021年2月第50卷第1期技术讲座79(4)锯切能力的计算公式为:A=60r )p/T(7)式中A ----锯切能力,支/min;r\----效率系数,取0.70~0.75。
热轧无缝管执行标准及规格
热轧无缝管执行标准及规格热轧无缝管顾名思义,是指将10号、20号、30号、35号等优质的碳结构钢材或实心管坯通过热轧工艺并穿孔制成的无缝管,由于密封性好、强度高、抗压力强,因此一般用于流体的输送。
那么,热轧无缝管在生产制作时所执行的标准是什么?又有哪些规格呢?下面装修界小编就来给大家介绍一下。
热轧无缝管由于加工制作时温度高,因此其变形量较大,可以承受较大的变形压力,对于尺寸的精确度要求相对较低,可以有效避免了板形问题。
按照不同的用途和材质,热轧无缝管又分为很多种类,比如合金管,主要应用在石油、冶炼、化工等领域;高压锅炉管,主要用于受热管、蒸汽管道等高压锅炉相关配套管道的制造;高压化肥管,在超低温(-40度)或超高温(400度)工作环境以及高压环境下使用的管道。
热轧无缝管分类繁多,每个小分类所对应的用途都是不尽相同的,因此每一种也都有不同的规格,以及遵循着不同的执行标准,下面我们为大家列举最为常用的十款钢管的执行标准和规格如下: 1.合金管执行标准:GB5310-2008、GB6479-2000、GB9948-2006、DIN17175-79、ASTM SA335、ASTM SA213、JISG3467-88、JISG3458-88规格:∮8-1240*1-200 2.不锈钢管执行标准:GB/T14975-2002、GB/T14976-2002、GB13296-2007、ASTM A213、ASTM A269、ASTM A312、JIS G3459、DIN 17458规格:∮6-630*0.5-60 3.低温管执行标准:GB/T18984-2003、ASTM A333规格:∮8-1240*1-200 4.高压锅炉管执行标准:GB5310-1995、ASTM SA106、ASTM SA210、DIN17175-79、GB6479-2000规格:∮8-1240*1-200 5.石油裂化管执行标准:GB9948-2013规格:∮8-630*1-60 6.低中压锅炉管执行标准:GB3087-2008规格:∮8-1240*1-2007.输送流体管执行标准:GB/T8163-2008、ASTM A106、ASTM A53规格:∮8-1240*1-2008.一般结构管执行标准:GB/T8162-2008、GB/T17396-1998、ASTM A53规格:∮8-1240*1-2009.石油套管执行标准:API SPEC 5CT、ISO11960规格:∮60.23-508.00*4.24-16.1310.直缝钢管执行标准:GB/T13793-1992、GB3091-2001规格:∮32-630*1-30。
GBT 707-1988 热轧钢管
GBT 707-1988 热轧钢管
简介
GBT 707-1988 热轧钢管(Hot-___)是中国国家标准的一部分,用于规范热轧钢管的技术要求和试验方法。
适用范围
本标准适用于直径为10mm至1000mm、壁厚为1mm至30mm 的热轧无缝钢管和螺旋焊接(直缝焊接)钢管,材质为碳素结构钢
和碳素素细粒钢。
技术要求
1. 钢管应符合规定的化学成分、机械性能和技术要求标准。
2. 热轧钢管的内外表面应平整、无裂纹、疤痕和皱褶。
3. 钢管的管端应切割平整,并且应允许一定的切割斜度或凸出度。
4. 钢管的端部应切削平整。
5. 钢管应进行相应的试验,包括拉伸试验、冷弯试验和冲击试
验等。
试验方法
1. 化学成分分析应符合标准规定的方法。
2. 钢管的机械性能试验方法包括拉伸试验、冷弯试验和冲击试验。
3. 钢管的外观质量应通过目视检查和测量尺寸来评定。
出厂证明和标记
生产厂家应向用户提供符合本标准要求的钢管,并出具相应的合格证明文件。
钢管应进行标记,包括钢管的名称、规格、钢级、生产批号和生产日期等信息。
其他要求
本标准中还包括了钢管的装箱、运输和储存等方面的要求,以确保钢管在使用过程中的质量和安全性。
以上为GBT 707-1988 热轧钢管的简要介绍,详细的内容请参考相关的国家标准文件。
无缝钢管
无缝钢管无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。
无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
目录用途钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。
10、船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。
碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。
11、汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。
12、柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝钢管。
13、液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。
14、冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。
选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
15、结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。
2024年无缝钢管技术要求
1、基本要求
(1)无缝钢管的外径不得小于φ21.3mm,单热轧钢管在φ21.3mm 级别以上可按用户需要生产,涂层钢管能达到φ1800mm以上。
(2)本标准规定的各种无缝钢管的最小厚度为3.0mm,属于低厚度管类,单热轧最小厚度应不小于3.2mm,无缝钢管在技术指标上应为普通结构钢系列。
2、无缝钢管的核心要求
(1)无缝钢管的质量和性能符合国家的规定,抗拉强度不低于
380MPa,抗拉强度与屈服强度之比不低于3.2
(2)无缝钢管的尺寸必须符合国家标准,外径在φ21.3mm以上,可根据用户需要生产,涂层钢管能达到φ1800mm以上,外径精度不低于允许偏差,表面处理要求应符合国家规定和用户要求。
3、技术指标
(1)无缝钢管的材质应符合国家规定的质量标准,抗拉强度应不低于380MPa,抗拉强度与屈服强度之比不低于3.2
(2)无缝钢管的尺寸必须符合国家标准,外径在φ21.3mm以上,可根据用户需要生产,涂层钢管能达到φ1800mm以上;
(3)表面处理要求应符合国家规定和用户要求;
(4)重量符合国家标准;
(5)有效尺寸:外径精度与允许偏差不小于指定值,任何管件断口周缘应无偏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
45钢热轧无缝钢管技术标准
1 范围
本技术协议规定了45钢热轧无缝钢管的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规定、包装、标志和质量证明书等。
2 规范性引用文件
下列文件中的条款通过本协议的引用而成为本协议的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本协议。
凡是不注日期的引用文件,其最新版本适用于本协议。
GB/T 222 钢的化学成份允许偏差
GB/T 223 钢的化学分析方法
GB/T 228.1 金属拉伸试验第1部分:试验拉伸试验
GB/T 10561 钢中非金属夹杂物含量的测定
GB/T 8162 碳素结构钢
GB/T 2102 钢管的验收、包装、标志和质量证明书
3 尺寸、外形、重量及允许偏差
3.1 外径和壁厚
钢管的外径、壁厚尺寸允许偏差应符合表1和表2的规定。
3.2 外形
钢管两端断面应与钢管轴线垂直,切口毛刺应去除。
钢管的不圆度应不超过0.5mm
3.3 长度
钢管交货长度在合同中注明,若以定尺长度交货,长度允许偏差为0~+50mm。
3.4 弯曲度
钢管的每米弯曲度不超过1.5mm/m,钢管全长弯曲度应不大于钢管总长度的0.15%。
3.5 重量
钢管按实际重量交货。
4 技术要求(化学成份应符合GB/T 699-1999)
4.1 钢的牌号及化学成分
钢的牌号及化学成分(熔炼分析)应符合表3 的规定。
4.2 冶炼方法
电炉/转炉+炉外精炼+真空脱气。
4.3 交货状态
钢管以热轧状态交货。
4.4 加工用途
切削加工用钢。
4.5 力学性能
钢管交货状态下的纵向力学性能应符合表4 的规定。
4.6 非金属夹杂物
钢管应按GB/T 10561中A法检验非金属夹杂物,其合格级别应符合表5的规定
表5 夹杂物级别要求(级)
4.7 表面质量
钢管内外表面不得有目视可见的裂纹、折叠、轧折、孔洞、离层,钢管外表不得有严重碰伤。
这些缺陷应完全清除,清理处的实际壁厚应不小于壁厚所允许的最小值。
5 试验方法
钢材检验项目的取样数量、取样部位及试验方法应符合表6 的规定。
表6 钢管的取样和试验方法
6 钢管验收、包装、标志和质量证明书
6.1 钢管每捆重量不超过3.5吨。
6.2 钢管其他验收、包装、标志和质量证明书按GB/T 2102执行。
6.3 不同炉号、牌号、规格的钢管不得放在同一捆中。
6.4 本协议其它未提及项目应符合GB/T 8162-2008标准。
6.5 批号标识要求
1)原则上每批货应源自钢管生产厂同一制造批号/炉号。
2)当同一批货包含钢管生产厂两个制造批号时,供方必须对每一捆包标识其制造批/炉号。
3)同一捆包只能是同一批号的钢管,同一规格的钢管在同一机组生产。
4)钢管质保书应随货到厂,质保书必须清晰和真实。
5)圆钢钢坯质保书应随货到厂,质保书必须清晰真实,检验项目必须含以上所涉及的所有内容,特别是非金属杂物检验。
6)钢管厂的标识小卡除标明其生产批号外,应该同时写明圆钢钢坯炉号或者每捆有一张标识卡,写明圆钢炉号。