汽车半轴加工工艺分析与设计
汽车半轴热处理工艺设计说明

42CrMo的调质工艺曲线
时间min
4、检验 外观:无裂纹,碰伤,变形量≤5%。 硬度:28~35HRC之间 金相组织:回火索氏体+心部3%的铁素体。
5、表面淬火和回火 技术要求:根据半轴杆部直径来确定淬硬 层深度,当б=10 ~20%时,疲劳强度最大, 杆部淬硬层深度应达到直径的15 %,杆部 硬度要求50~55HRC。
3-2-2、加热温度 根据42CrMo钢的力学性能要求与回火 温度的关系,回火温度取560 ℃。
3-2-3、回火时间 确定回火时间的基本原则:保证工件透 热和组织转变能充分进行。 回火保持时间按经验公式: t=K+AD ≈120min (省略计算) 3-2-4、冷却方式 42CrMo钢中含有Cr元素,回火容易产生 高温回火脆性。为了控制高温回火脆性, 回火后应进行快冷(水冷、K油)。
工艺参数:
变压器匝数
输出电压/V 输出电流/A 输出功率/Kw
32~33:1 加热温度/ ℃ 发电机电流频/Hz 2500 加热时间/s
480 160 75 冷却介质 淬火方式
900
180 乳化液 连续
检验: 硬度: 50~55HRC 硬化层深度:用试块按GB8817-86检验 金相组织:用试块按GB2841-89检验铁素 体量,允许硬化区有少量铁素体存在。
32回火321回火目的减少或消除淬火应力保证相应的组织转变提高钢的韧性和塑形获得硬度强度塑性和韧性的适当配合以满足各种用途工件的性能要求
汽车半轴 热处理工艺说明书
一、半轴 半轴也叫驱动桥。半轴是差速器与驱动轮之间传递 扭矩的实心轴,其内端一般通过花键与半轴齿轮连 接,外端与轮毂连接。 现代汽车常用的半轴,根据其支承型式不同,有全 浮式和半浮式两种。 • 全浮式半轴只传递转矩,不承受任何反力和弯矩, 因而广泛应用于各类汽车上。全浮式半轴易于拆装, 只需拧下半轴突缘上的螺栓即可抽出半轴,而车轮 与桥壳照样能支持汽车,从而给汽车维护带来方便。 • 半浮式半轴既传递扭矩又承受全部反力和弯矩。它 的支承结构简单、成本低,因而被广泛用于反力弯 矩较小的各类轿车上。但这种半轴支承拆取麻烦, 且汽车行驶中若半轴折断则易造成车轮飞脱的危险。
汽车半轴锻造成形工艺设计

汽车半轴锻造成形工艺设计王建勇,王荣景(第一拖拉机股份有限公司中小轮拖装配厂,河南 洛阳 471003)摘 要:汽车制造过程中,半轴法兰盘对汽车整体的强度和稳定性有一定的影响,传统的汽车半轴锻造成形工艺存在一定的缺点。
文章从传统半轴锻造成形工艺存在的问题入手,给出了一种新的半轴锻造成形工艺设计思路——液压机闭式锻模工艺,对这种工艺进行了数据和可行性分析,通过与传统的半轴锻造成形工艺进行对比,得出新工艺的可行性,希望给半轴锻造相关领域的研究工作者提供一定的帮助和启发,推动我国汽车制造业的发展。
关键词:汽车制造;半轴锻造;成形工艺中图分类号:TG316 文献标志码:A 文章编号:1672-3872(2019)18-0154-01——————————————作者简介: 王建勇(1971—),男,河南新乡人,本科,工程师,研究方向:曲轴锻造工艺。
1 原有工艺存在的问题传统的半轴锻造成形工艺主要是锤上胎模锻工艺,不过这种工艺存在质量和产量上的劣势,很快就被平锻半轴工艺所取代,平锻半轴工艺相比于传统的锤上胎工艺,在产品质量和生产效率上都有很大程度的提升。
由于设备要求高,维护困难,投入费用大等劣势,很多生产厂商受到规模和成本的限制,很难选择平锻半轴工艺,因此传统的最为常用的半轴锻造成形工艺是摆动碾压半轴工艺,虽然摆动碾压半轴工艺具有经济性能好的优点,但是产品质量存在一定问题而广受质疑,最为严重的就是半轴法兰盘的毛边问题需要增加粗车工序进行打磨,另外,法兰盘上下圆心不同轴,导致半轴的应力结构不均衡,影响其整体的工作效率[1]。
2 工艺设计2.1 工艺方案的确定选取的工艺为液压机闭式模锻结合杆部免加工工艺对半轴进行锻造成形处理,在处理前,需要结合工艺的特点确定工艺方案,主要包括胚料尺寸,该工艺对下料精度要求不高,保证下料充足即可,余料导致的法兰盘厚度的增加对其整体的结构不会造成影响,胚料选择主要是满足半轴需求和损耗即可。
半轴机械加工工艺及工装设计

半轴机械加工工艺及工装设计引言半轴作为汽车传动系统的重要组成部分,其机械加工工艺及工装设计对产品质量和生产效率有着重要影响。
本文将介绍半轴的机械加工工艺和工装设计,以及相关的工艺要点和注意事项。
半轴机械加工工艺半轴机械加工工艺主要包括以下几个步骤:1. 原材料准备选择适用的原材料对半轴的性能和加工工艺都有着重要影响。
通常情况下,半轴的原材料采用优质的合金钢。
在选择原材料时,需考虑到材料的机械性能、抗疲劳性能和耐磨性能等。
2. 材料切割材料切割是半轴加工的第一步,一般采用激光切割或者火焰切割进行。
切割时需要保证切割面的光洁度,以便后续的加工工艺能够顺利进行。
3. 粗加工粗加工是将切割好的材料进行粗糙加工,常见的方法有车削、铣削和钻削等。
在粗加工过程中,需要注意避免过度切除材料,以确保后续加工过程有足够的余量。
4. 热处理热处理是半轴加工中的重要一步,通过热处理可以改善半轴的组织结构和性能。
常见的热处理方法有淬火、回火和正火等。
在选择热处理方法时,需要根据半轴的具体要求和工作条件来确定。
精加工是半轴的最后一步加工工艺,主要包括磨削、车削和镗削等。
精加工过程中需要保证加工精度和表面质量,以满足半轴的装配要求和使用要求。
半轴工装设计半轴的工装设计对加工质量和效率有着重要影响。
以下是半轴工装设计的几个关键点:1. 夹持方式选择半轴在加工过程中需要进行夹持,夹持方式的选择直接影响加工质量。
常见的夹持方式有机械夹持和气动夹持两种,选择合适的夹持方式需要考虑半轴的形状、尺寸和加工要求等。
夹具是夹持半轴的重要组成部分,其设计要考虑到夹持力的大小、夹持点的位置和夹持面的精度要求等。
夹具的设计需要保证夹紧力均匀分布,避免对半轴造成损伤。
3. 定位装置设计定位装置的设计对于保证半轴加工的精度和一致性非常重要。
定位装置的设计要考虑到半轴与夹具之间的位置关系和定位精度要求,确保半轴能够准确地定位在指定位置。
4. 切削液供给半轴的加工过程中需要切削液进行冷却和润滑。
汽车半轴加工工艺分析与设计
汽车半轴加工工艺分析与设计目录中文摘要英文摘要1.前言1.1国外汽车半轴的加工工艺1.2国内后桥半轴先进的机械加工工艺技术2.材料的选择3.汽车半轴加工工艺流程及主要加工工序3.1剪料3.2摔杆3.3摆帽3.4喷丸3.5杆部校直3.6钻小端中心孔A3/7.53.7粗车大外圆3.8粗车小端3.9车大孔3.10钻中心孔B4/12.53.11粗车大端、精车大端3.12精车小端3.13冷滚轧花键3.13.1冷滚轧花键的优点3.13.2冷滚轧花键的加工方法3.13.3冷滚轧花键的工艺要求3.13.4典型的冷滚轧机技术参数3.13.5冷滚轧花键加工实例3.14半轴的热处理3.14.1热处理的具体工序3.15磁力探伤检验4.夹具设计4.1原夹具存在的问题4.2可微调新型夹具摘要汽车自19世纪末诞生至今100余年期间,汽车工业从无到有,以惊人的速度发展,写下了人类近代文明的重要篇章。
汽车是数量最多、最普及、活动范围最广泛、运输量最大的现代化交通工具。
没有哪种机械产品像汽车这样对社会产生如此广泛而深远的影响。
半轴是汽车传动系统的一个重要组成部分,半轴是用来将差速器半轴齿轮输出的动力传给驱动轮或轮边减速器,对于采用非独立式悬架的驱动桥,根据其半轴内端与外端的受力状况,一般又分为全浮式半轴、四分之三浮式半轴与半浮式半轴三种。
半轴内端以花键连接着半轴齿轮,半轴齿轮在工作时只将扭矩传给半轴,几个行星齿轮对半轴齿轮施加的径向力是互相平衡的,因而并不传给半轴内端。
主减速器从动齿轮所受径向力则由差速器壳的两轴承直接传给主减速器壳。
因而,半轴内端只受扭矩而不受弯曲力矩。
半轴是汽车的轴类零件中承受扭矩最大的零件,为了满足半轴的强度要求.多年来,世界备国除了用各种各样的计算方法外,还在材料选择、毛坯成型、机械加工和热处理等方面进行着不懈的努力。
本文主要是对半轴在锻造车间、机加车间、热处理车间的各步工艺进行分析和改进以及半轴的热处理和半轴齿轮的夹具改进。
汽车半轴生产加工工艺
汽车半轴生产加工工艺如今,汽车随处可见,汽车在当今社会有重要的影响,人们现在时刻也离不开汽车,现在没有汽车的世界是难以想象的。
所以研究汽车有重要的意义。
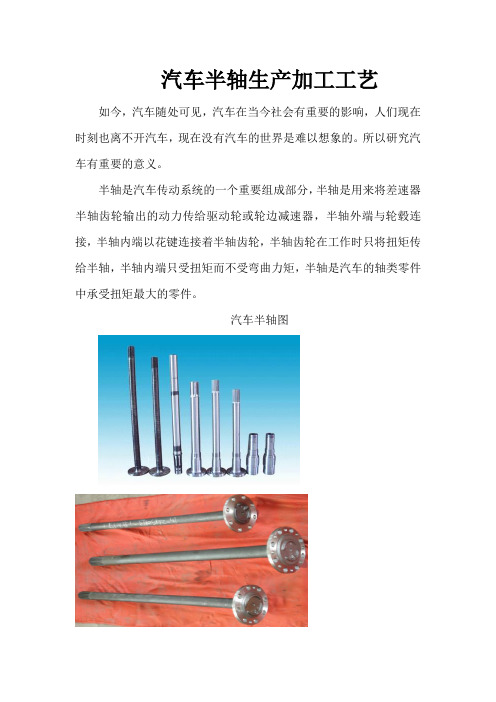
半轴是汽车传动系统的一个重要组成部分,半轴是用来将差速器半轴齿轮输出的动力传给驱动轮或轮边减速器,半轴外端与轮毂连接,半轴内端以花键连接着半轴齿轮,半轴齿轮在工作时只将扭矩传给半轴,半轴内端只受扭矩而不受弯曲力矩,半轴是汽车的轴类零件中承受扭矩最大的零件。
汽车半轴图⏹选材当汽车在启动或上坡时,扭矩很大,特别在紧急制动或行驶在不平坦的道路上时工作条件更为恶劣,半轴要承受冲击、交变弯曲疲劳荷载和扭力的作用,因此,半轴生产所需的材料要有足够的抗弯强度、抗剪强度和较好的韧性。
因此,合金调质钢中的40Cr是较合适做汽车半轴的。
⏹加工工序1.选料剪切,同时确定加工余量,方便后续的加工操作。
2.半轴在空气锤上进行胎模锻造,并用摆碾机摆帽。
3.对半轴进行喷丸处理4.进行毛坯杆部校直,保证垂直度在校直中,第一次是毛坯校直,第二次是热处理后校直热处理后的校直要保证跳动不大于0.08,0.2和0.4。
毛坯校直,用两个固定校直滚子装置支承半轴,由一个传动连接装置与半轴法兰端上的两个突出部位相吻合,并带动半轴旋转,尾座顶尖顶住半轴的杆部,校直机上的压头下落,半轴在滚子和压头的作用下校直。
热处理后的校直,半轴支承在夹具两端,夹具能够很容易地从一端移到另一端,这样压头就能在花键端与法兰端之间的任何高出部位加载钻小端中心孔、粗车大外圆5.粗车小端,采用六角转塔车床或采用仿型车床进行粗车和精车加工6.车大孔平端面是提高半轴生产线生产率的一个关键工序,采用切入法铣端面是较好的。
7.粗车大端、精车大端,精车小端。
8.冷滚轧花键滚扎花键以两端中心孔定位,滚扎渐开线花键,滚扎花键所需仪器是花键滚扎机。
所需的量具是千分尺和综合花键量规。
为了提高半轴花键的生产效率和疲劳强度,目前已广泛采用花键冷滚轧成型工艺。
半轴机械加工工艺及工装设计

半轴机械加工工艺及工装设计半轴机械加工工艺及工装设计半轴是汽车动力传动系统中非常重要的零部件之一,承载着引擎输出的动力,并将其传递到车轮,使车辆得以前进。
半轴的加工工艺和工装设计直接影响到汽车的性能和质量。
本文将介绍半轴机械加工的基本工艺和工装设计。
一、半轴机械加工基本工艺1. 钻孔工艺。
钻孔是半轴加工中的重要工艺之一,主要用于孔的加工。
在加工前,需要制定详细的加工方案,包括孔的数量、直径、深度等参数。
钻孔时要注意刀具的选择、切削条件、加工液的选用和进给速度的控制,以确保加工质量。
2. 镗孔工艺。
在钻孔后,需要进行镗孔加工,来确保孔的尺寸精度和表面质量。
镗孔时需要采用合适的刀具和切削条件,并控制进给速度和转速,以达到要求的加工质量。
3. 车削工艺。
车削是半轴加工的主要工艺之一,主要用于加工半轴的外圆面和轴端面。
在车削前,需要进行工件的定位和夹紧,并选择合适的刀具和切削条件进行车削加工。
在加工过程中,需要注意刀具的切削深度、速度和进给量,以达到要求的加工精度和表面质量。
4. 铣削工艺。
铣削主要用于半轴的槽形加工和表面加工。
在加工前,需要制定详细的加工方案,并选择合适的刀具和切削条件进行铣削加工。
在加工过程中,需要控制进给量、切削深度和转速,以确保加工质量。
5. 磨削工艺。
磨削主要用于半轴的表面加工和精密加工。
在磨削前,需要清洗工件并进行精确定位和夹紧。
在磨削过程中,需要选择合适的磨具和磨削条件,并控制加工速度和磨削压力,以确保加工精度和表面质量。
二、半轴机械加工工装设计半轴的机械加工需要合适的工装来定位和夹紧工件,并确保加工精度和表面质量。
以下是半轴机械加工常用的工装设计:1. 三爪卡盘。
三爪卡盘常用于半轴的车削和铣削加工,具有结构简单、易于操作和精度较高等特点。
半轴要夹紧夹紧到位后,在车床上进行外部加工。
2. 四爪卡盘。
四爪卡盘常用于半轴的钻孔和镗孔加工,具有夹紧力大、精度高和适用于不规则工件等优点。
汽车半轴加工工艺分析与设计

目录中文摘要1.前言1.1国外汽车半轴的加工工艺1.2国内后桥半轴先进的机械加工工艺技术2.材料的选择3.汽车半轴加工工艺流程及主要加工工序3.1剪料3.2摔杆3.3摆帽3.4喷丸3.5杆部校直3.6钻小端中心孔A3/7.53.7粗车大外圆3.8粗车小端3.9车大孔3.10钻中心孔B4/12.53.11粗车大端、精车大端3.12精车小端3.13冷滚轧花键3.13.1冷滚轧花键的优点3.13.2冷滚轧花键的加工方法3.13.3冷滚轧花键的工艺要求3.13.4典型的冷滚轧机技术参数3.13.5冷滚轧花键加工实例3.14半轴的热处理3.14.1热处理的具体工序3.15磁力探伤检验4.夹具设计4.1原夹具存在的问题4.2可微调新型夹具摘要汽车自19世纪末诞生至今100余年期间,汽车工业从无到有,以惊人的速度发展,写下了人类近代文明的重要篇章。
汽车是数量最多、最普及、活动范围最广泛、运输量最大的现代化交通工具。
没有哪种机械产品像汽车这样对社会产生如此广泛而深远的影响。
半轴是汽车传动系统的一个重要组成部分,半轴是用来将差速器半轴齿轮输出的动力传给驱动轮或轮边减速器,对于采用非独立式悬架的驱动桥,根据其半轴内端与外端的受力状况,一般又分为全浮式半轴、四分之三浮式半轴与半浮式半轴三种。
半轴内端以花键连接着半轴齿轮,半轴齿轮在工作时只将扭矩传给半轴,几个行星齿轮对半轴齿轮施加的径向力是互相平衡的,因而并不传给半轴内端。
主减速器从动齿轮所受径向力则由差速器壳的两轴承直接传给主减速器壳。
因而,半轴内端只受扭矩而不受弯曲力矩。
半轴是汽车的轴类零件中承受扭矩最大的零件,为了满足半轴的强度要求.多年来,世界备国除了用各种各样的计算方法外,还在材料选择、毛坯成型、机械加工和热处理等方面进行着不懈的努力。
本文主要是对半轴在锻造车间、机加车间、热处理车间的各步工艺进行分析和改进以及半轴的热处理和半轴齿轮的夹具改进。
半轴齿轮广泛用于汽车、拖拉机等一切行走机械的差速器中,应用面广。
汽车半轴机加工刀具-加工工艺

汽车半轴机加工刀具-加工工艺汽车半轴又称驱动桥。
汽车半轴是差速器与驱动轮之间传递扭矩的实心轴,其内端一般通过花键与半轴齿轮连接,外端与轮毂连接。
目前汽车常用的半轴,根据其支承型式不同,有全浮式和半浮式两种。
全浮式半轴只传递转矩,不承受任何反力和弯矩,因而广泛应用于各类汽车上。
全浮式半轴易于拆装,只需拧下半轴突缘上的螺栓即可抽出半轴,而车轮与桥壳照样能支持汽车,从而给汽车维护带来方便。
半浮式半轴既传递扭矩又承受全部反力和弯矩。
它的支承结构简单、成本低,因而被广泛用于反力弯矩较小的各类轿车上。
但这种半轴支承拆取麻烦,且汽车行驶中若半轴折断则易造成车轮飞脱的危险。
汽车半轴的加工工序及表面热处理工艺汽车半轴的工艺流程是:剪料--摔杆--摆帽--喷丸--杆部校直--钻小端中心孔--粗车大外圆--粗车小端--车大孔--精车小端--冷滚扎花键等汽车半轴材质一般选择合金钢(40cr,45号钢,42crmo),从而获得足够的抗弯强度及充分体现韧性。
也达到了在恶劣的路况上行驶。
汽车半轴的热处理工艺半轴的表面热处理采用调制,一般调制后达到洛氏硬度HRC35左右,然后表面在进行正火处理去除材料的内应力,降低材料的硬度。
在进行对半轴表面淬火,采取油冷却。
亦可采用40cr,45号钢,42crmo中频等感应淬火、高频,其半轴获得适合的硬化层,由于硬化层具有强度很强的,半轴表面的残留的应力导致半轴的疲劳强度加大。
半轴在淬火时,杆部表面硬度HRC48-56,心部硬度也在HRC25左右,而花键表面硬度在HRC52左右。
现在汽车半轴用的最多的材质40Cr材料,表面淬火后硬度HRC48-56.淬火钢洛氏硬度一般在HRC45以上(HRC50-HRC65),加工时塑性变形差,切削阻力大,切削温度高。
比如刀具材料硬度较低,则刀具切削困难、容易磨损。
对淬火钢零件进行粗车加工时,由于切削量大、振动大,选用具有高强度和抗冲击性强、韧性好的车刀。
大部分选用硬质合金焊接刀头(YS8,YA6)等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车半轴加工工艺分析与设计目录中文摘要英文摘要1.前言1.1国外汽车半轴的加工工艺1.2国内后桥半轴先进的机械加工工艺技术2.材料的选择3.汽车半轴加工工艺流程及主要加工工序3.1剪料3.2摔杆3.3摆帽3.4喷丸3.5杆部校直3.6钻小端中心孔A3/7.53.7粗车大外圆3.8粗车小端3.9车大孔3.10钻中心孔B4/12.53.11粗车大端、精车大端3.12精车小端3.13冷滚轧花键3.13.1冷滚轧花键的优点3.13.2冷滚轧花键的加工方法3.13.3冷滚轧花键的工艺要求3.13.4典型的冷滚轧机技术参数3.13.5冷滚轧花键加工实例3.14半轴的热处理3.14.1热处理的具体工序3.15磁力探伤检验4.夹具设计4.1原夹具存在的问题4.2可微调新型夹具摘要汽车自19世纪末诞生至今100余年期间,汽车工业从无到有,以惊人的速度发展,写下了人类近代文明的重要篇章。
汽车是数量最多、最普及、活动X围最广泛、运输量最大的现代化交通工具。
没有哪种机械产品像汽车这样对社会产生如此广泛而深远的影响。
半轴是汽车传动系统的一个重要组成部分,半轴是用来将差速器半轴齿轮输出的动力传给驱动轮或轮边减速器,对于采用非独立式悬架的驱动桥,根据其半轴内端与外端的受力状况,一般又分为全浮式半轴、四分之三浮式半轴与半浮式半轴三种。
半轴内端以花键连接着半轴齿轮,半轴齿轮在工作时只将扭矩传给半轴,几个行星齿轮对半轴齿轮施加的径向力是互相平衡的,因而并不传给半轴内端。
主减速器从动齿轮所受径向力则由差速器壳的两轴承直接传给主减速器壳。
因而,半轴内端只受扭矩而不受弯曲力矩。
半轴是汽车的轴类零件中承受扭矩最大的零件,为了满足半轴的强度要求.多年来,世界备国除了用各种各样的计算方法外,还在材料选择、毛坯成型、机械加工和热处理等方面进行着不懈的努力。
本文主要是对半轴在锻造车间、机加车间、热处理车间的各步工艺进行分析和改进以及半轴的热处理和半轴齿轮的夹具改进。
半轴齿轮广泛用于汽车、拖拉机等一切行走机械的差速器中,应用面广。
需求量大。
半轴已普遍采用精密模锻工艺生产。
其工艺流程是:下料——加热——粗锻——切飞边——精锻——切飞边——表面清理——钻孔、车大端面——车孔、齐端面——拉花键——热处理——磨大端面和内孔。
感应加热表面淬火亦称感应淬火,由于它的加热速度和冷却速度都很快,使零件的表面至心部有着巨大的温度梯度,而且淬火后零件由表及里存在着激烈的组织变化,这些特点决定它有着特殊的残余应力形态。
一般说,轴类零件感应淬火后,表面层存在残余压应力,次表层和淬火区域边缘存在残余拉应力。
残余应力的合理分布,能够大大提高零件强度,特别是疲劳强度。
载货车半轴的合理用料,合理选择淬火层的深度及其分布,将大大提高半轴的使用寿命。
在车孔、齐端面工序中,由于夹具调整不便,更换供状时工件找正极其困难,耗工费时,齿轮装夹定位精度低,生产效率低。
为此,我根据所学知识,再通过一些先进资料研究了半轴齿轮车孔齐端面的可微调夹具,解决了原夹具存在的问题。
关键词:半轴;热处理;夹具设计;花键设计AbstractThe car bears the until now from the end of 19 centuries 100 period in remaining years of life, Car industry from have no to have Developing with the astonishing speed, Wrote down the civilized and important literary piece inhuman modern age. The car is a quantity at most, universal, the movable scope is the most extensive and transport biggest andmodern pileup in deal. Have no which kind of machines product resemble the car is like this to the social creation like thisextensive but profound influence.The half stalk is an importance that car spread to move the system to constitute the part,to be used to will differ soon the machine half stalk wheel gear output's motive pass to drive round or a sides decelerate themachine, Carry according to the half stalk inside with carry outside of suffer the dint condition, generally divided into Whole float type half stalk、three quarter float type half stalk、Half float type half stalk.1. 前言1.1国外汽车半轴的加工工艺1.1.1 美国克莱斯勒公司万伦脱小客车半轴制造工艺SAE1039(相当于40Mn)棒料切断——法兰热轧成型——正火——喷砂——清洗——表面磷化——水平挤压成型(三段,用175t压力机)——法兰和轴承部分切削加工——轴端花键滚轧加工——感应加热淬火、回火——磨削安装轴承颈——法兰部分加工。
1.1.2 日本五十铃公司中型载重汽车半轴锻造工艺SCM4(相当于42CrMo)棒料切断——法兰、花键部分热轧成型(感应加热、镦锻机)——正火——淬火、回火——喷砂——打中心孔——校直——法兰和花键部分切削加工——感应加热淬火、回火——校直——磁力探伤——法兰部分加工。
1.2 国内后桥半轴先进的机械加工工艺技术校直(单柱校直液压机Y41—10Bl0t)——铣端面打中心孔(铣端面打中心孔机床z82lO)——车削杆部(液压半自动仿型车床CE7112∮125×71O)——磁力探伤(磁力探伤机CEW一2000)——校直(单柱校直液压机Y41—10B 10t)——车削法兰端(普通车床C616∮320×750)——铣削花键(半自动花键轴铣床YB6212∮125×900)——校直(单柱校直液压机Y41—10B 1Ot)——磨削安装轴承颈(高精度半自动万能外圆磨床MGB1420A ∮200×1000)——法兰端部孔加工(立式钻床Z5125A∮25)——铣削螺纹(半自动螺纹铣床SB6110A∮100×80)——磁力探伤(磁力探伤机CEW一2O00)——清洗(通用通过式三箱清洗机SQX一400II)。
2.材料的选择2.1材料牌号: 40cr-gb3077-88 这种材料主要用于汽车半轴锻造件的加工与制造,汽车半轴载荷较大,有时会受到较大的冲击,这种材料比较适合作为半轴的材料。
3.主要加工工序3.1在G72-3锯床上剪料;3.2 用560KG空气锤摔杆;3.3用DW99-160摆碾机摆帽;3.4用QBD30强化喷丸机进行喷丸处理;40-25校直机进行毛坯杆部校直,保证垂直度。
3.5用YH2一般情况下,在整个半轴生产过程中需校直两次.一次是毛坯校直,另一次是热处理后校直。
这两次校直的作用、原理是一样的,都是保证汽车半轴的垂直度,热处理后的校直要保证跳动不大于0.08,0.2和0.4。
美国通用汽车公司旁蒂克部毛坯校直的方法是:用两个固定校直滚子装置支承半轴,由一个传动连接装置与半轴法兰端上的两个突出部位相吻合,并带动半轴旋转,尾座顶尖顶住半轴的杆部,校直机上的压头下落,半轴在滚子和压头的作用下校直。
压头是固定工作的,生产率为195件/h,是以前手工校直生产率的4倍。
英国福特汽车公司热处理后校直是在8t密尔斯(Mills)液压机上进行的。
半轴支承在夹具两端,夹具能够很容易地从一端移到另一端,这样压头就能在花键端与法兰端之间的任何高出部位加载。
在校直过程中,用两个千分表进行测量,其中一个表垂直安装,测轴的摆动;另一个表水平安装,测法兰摆动。
近年来,已研制生产出带有自动装置的半轴校直装置。
但是,值得一提的是,迄今为止,尚无人认为自动校直比人工控制的校直效果更好。
3.6在Z525J钻床钻小端中心孔A3/7.5;3.7在CA6140车床粗车大外圆;3.8在CK7150车床粗车小端;有的生产厂家采用六角转塔车床进行粗车和精车加工,但大多数生产厂家则采用仿型车床进行粗车和精车加工。
美国雪佛莱汽车部,采用六角转塔车床铣端面打中心孔并完成全部粗精车工序。
转塔可自动分度(转位),当转塔上6把刀全部用过后,指标灯亮,机床停车,操作者换上预先调整好刀具的整个转塔后,车床又开始加工。
前苏联在陶里亚蒂城生产意大利菲亚特124型轿车半轴自动线,由2台锯床(杆部端头切断)、2台平端面打中心孔机床(杆部两端外圆、法兰肩面定位夹紧)、3台KDM9/80型仿型车床(中心孔定位,法兰内部撑紧,车削法兰端)和4台KDM9/80型仿型车床(中心孔定位,法兰外圆夹紧,车削杆部)共l1台机床组成。
在仿型车床上用两个靠模滑座分别对大小头进行仿型车削。
精车后对花键端和法兰端外圆进行自动测量。
负荷在70%时.生产率为180件/h。
3.9在CA6140车床车大孔;对于不同长度和直径的半轴,平端面是提高半轴生产线生产率的一个关键工序。
采用切入法铣端面的优点是:可适应半轴长度的变化,其缺点是:生产率低,且刀具一旦磨钝后,端面会产生硬化现象,不利于下一道打中心孔工序。
若采用贯通法铣削,同时采用特殊形式的机夹铣刀(该铣刀每个刀片有8个刀刃),比用每个刀片仅有4个刀刃(且用楔式夹紧)的机夹铣刀不仅提高寿命15倍,而且也提高了效率。
为了保证打中心孔后孔面光洁且无毛刺,已发展了对钻后的两端中心孔进行挤压的机床。
3.10在Z8210B车床铣两端面钻孔中心孔B4/12.5,如下图3—1;3.11粗车大端、精车大端所需设备为CK7150车床;3.12精车小端∮31.82±0.015,∮48.5,∮40.5,∮39.5,∮37 入下图3—2;3.13冷滚轧花键滚扎花键以两端中心孔定位,滚扎渐开线花键。
齿数为30,模数为1.0583,渐开线起始圆直径为∮31.008,大径∮32.809,小径∮30.691,压力角α=45°分度圆直径∮31.75,基圆直径∮22.451,弧齿厚s=1.791。