等离子喷涂APS的优缺点
HVOF和APS喷涂T800涂层性能研究

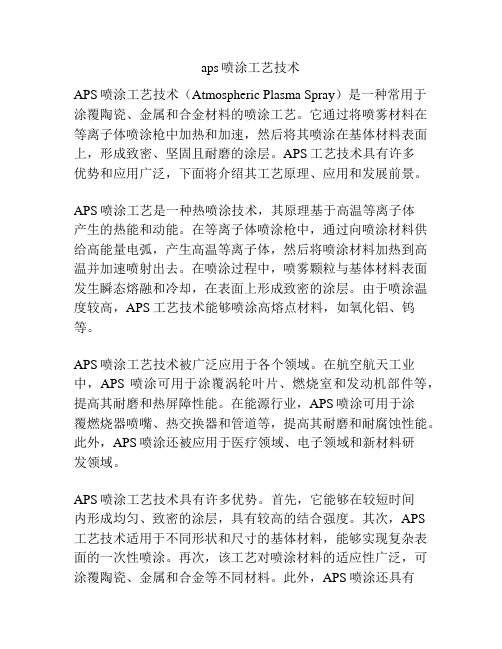
第13卷第2期2 0 19年6月材料研究与应用MATERIALS RESEARCH AND APPLICATIONVo1. 13,No. 2JunH2019文章编号"673-9981(2019)02-0119-03HVOF 和APS 喷涂T800涂层性能研究陈雄伟,牟治国,陈利刚上海宝钢工业技术服务有限公司表面工程事业部,上海201900摘 要:分别采用超音速火焰喷涂(HVOF )和大气等离子喷涂(APS )法,在Inconel 718基体上制备T800涂层,并对涂层的金相显微结构、孔隙率、硬度及结合强度进行测试.试验结果表明,两种涂层与基体间均形成良好的界面结合,涂层组织均匀良好;与APS 制备的T800涂层相比,HVOF 制备 的涂层孔隙率略低,表面硬度HR15N 略高,结合强度较高•关键词:T800涂层;HVOF ; APS中图分类号:TQ63 文献标识码:AT800涂层是一-种咼Co 、咼Mo 、咼Cr 的合金涂层,具有优异的 、抗氧化和 的高温性能.T800涂层能在最高800 h 下长期稳定使用,在 航空、航天飞行器中广泛应用'勺・目前,制备T800涂层通常是采用超音速火焰喷涂(HVOF )和大气等离子喷涂(APS )法.针对某些特定需求,对两方法制备 的异同进行1试样制作及测试选用Inconel 718作基体材料.喷涂时先用丙酮 清洗、吹干、喷砂,然后在1h 内完成喷涂.HVOF 喷涂是采用Stellite 公司JK (氧气/氢气HVOF 喷 涂系统喷涂,APS 喷涂是采用Oerlikon Metco 公司的F4喷涂系统喷涂.喷涂粉末为Stellite T800粉 末,粉末成分列于表1,粉末形貌见图1粉末粒径为10〜45 #m. HVOF 和APS 喷涂工艺参数分别列于表2和表3表1T800粉末的化学成分Table 1 Chemical composition of T800 powder成Mo CrNi SiCo F /%28180. 263.4余量收稿日期"019-03-05作者简介:陈雄伟(1984-,湖北咸宁人,工程师,硕士研究生,从事热喷涂涂层研究与应用.图 1 T800 形貌Fig. 1 The morphology of T800 powder分别用HVOF 和APS 在Inconel 718基体表 面制备T800涂层试样,然后截取喷涂样品的横截面,经金相、研磨、抛光后# 尔蔡司Observer式金相显微镜及系统 的AxioVision 图像分析软件,观察涂层的微观形貌和涂层与基体界面的结合 ,并进行 率测量•在表面选取10 # 海光学精密机械研究 所生产的HRRD150P 数显双洛氏硬度 测量HVOF 和 APS 制 备 的 T800 的 表 面 度HR15N.采用国产Sans 的CMT5305万能试验机测试HVOF 和APS 制备的涂层的结合强度,按120材料研究与应用2019ASTM C633标准进行测试,加载速度1mm/min,E-7胶100C下加热3h.试样直径25.4mm,涂层厚度0.2〜0.3mm,采用表2HVOF的工艺参数Table2The parameters of HVOF sprayed coati ngH2$(m3o h1)Ar$(m3•h1)电$A电压/V距/mm/(g・min1)0.72 3.66506512040表3APS的工艺参数Table3The parameters of APS sprayed coati ng氧气流量/(q3・h1)/(m3・h1)$(g・min1)喷距/mm13.639.6201602试验结果及讨论2.1涂层微观分析用HVOF和APS制备的T800涂层的微观形貌如图2所示.从图2可见,用两制备的T800基体之间均形成了良好的界面结合,呈典型的热机合形貌%无、横向裂纹、团聚氧化物和界面分离;涂层均未见明显的未;涂层呈明显的层状结构,组织,涂层中的和氧化物.同时,还可看岀,用HVOF制备的T800的率较低,孔隙率约为1%〜2%;用APS制备的T800的J 率相对略高,率约为3%〜5%.从图2可显看,APS制备的T8//的状氧物HVOF制备的多•图2T800涂层微观形貌(a)HVOF;(b)APSFig2ThemicrostructureofT8//coating2.2涂层的维氏显微硬度用HVOF和APS制备的涂层的表面硬度列于表4.由表4可知,这两种方法制备的涂层的表面硬度HR15N相差不大,只是HVOF制备的涂层硬度略高•度的因素很多,其中的微观组织和相结构度要.涂层越致密、微裂纹越少及平整光滑,涂层硬质相越多,涂层的硬度就越高•两种方法制备的涂层来看,APS制备的涂层孔隙率略高,涂层氧化物也较高.一般APS制备的涂层氧化物为Laves相CoMoSi和Co3Mo2Si,由于小,因度变化不大第13卷第2期陈雄伟,等:HVOF和APS喷涂T800涂层性能研究121表4T800涂层的HR15N硬度Table4The surface hardness of T800coatings工艺硬度值HR15N平均值HVOF89.4,92.4,92./,92.8,89.8,93.6,92.8,94./,93.2,92.892.3APS86.8,88.2,9/./,91.4,87.8,89.2,87.3,88.2,88./,9/.788.82.3涂层结合强度HVOF和APS制备的涂层结合强度的测试结果列于表5.从表5可知,HVOF制备的T800涂层结合强度平均值为47.2MPa,APS制备的T800涂层结合强度平均值为28.7MPa.APS制备的T800涂层结合强度明显较低,一方面超音速火焰喷涂(HVOF)时火焰焰流速率大,粉末沉积速率快,与基体碰撞扁平化变形充分,颗粒与颗粒之间结合更为紧密,因而结合强度更高;另一方面,粉末原料中的Co,Mo,Cr,以及e-Co相、Co-Mo相和Co-Cr相熔点范围为1495〜2623h,不仅低于HVOF的焰流温度3000〜4000h,更远远低于等离子焰流中心高达15000h以上的温度.在T800涂层喷涂时,喷涂粒子在飞行过程中均极易与空气中的氧发生反应生成氧化物为Laves相CoMoSi和Co3Mo2Si M.因APS的焰流温度高,焰流速度慢,导致粒子高温停留时间长,与空气中氧接触时间也更长,产生氧化物的概率较HVOF制备的T800涂层多,所以APS制备的涂层氧化物更多,特别是层间氧化物.这些氧化物的存在,降低了涂层间的结合强度.因此APS制备的T800涂层结合强度低于HVOF制备的T800 .表5 T800涂层的结合强度Table5The bonding strength of T800coatings 工艺结合强度/MPa/MPa HVOF46.2,47.6,47.847.2APS28.7,28.9,28.528.73结论采用HVOF和APS两种工艺制备的T800涂层均与基体间形成良好的以机械咬合为主的界面结合,涂层组织均匀;与APS制备的T800涂层相比,HVOF制备的T800涂层孔隙率略低,表面硬度HR15N略高,结合强度较高.参考文献:[1]段绪海.热喷涂技术在航空发动机上的应用[J].航空工程与维彳,1994(4):911.[2]赵金福,徐红军,罗川,等.钻基耐磨合金Tribaloy T-800的组织与性能[J].功能材料,1998(10):873-874.[3]朱朝刚,张建新,燕翔江,等•等离子喷涂T800钻基合金涂层的研究[J].河北工业大学学报,2017(2):77-82. [4]CHO J Y,ZHANG S H,CHO T Y,et al.The processingoptimization and property evaluations of HVOF Co-basea l oy T800coating[J].J Mater Sci,2009(44):6348-6355.Investigation on the properties of HVOF and APS spraying T800coatingsCHEN Xiongwei,MU Zhiguo,CHEN LigangDepartment of Surface Engineering,Shanghai Baosteel Industry technological Services Co.,LK.^Shanghai201900,Abstract:The T800coating was prepared on Inconel718substrate by high velocity oxygen flame(HVOF) and atmospheric plasma spraying(APS)methodrespectively.Meta l ographicstructure#porosityrate# surfacehardnessandbondingstrengthofthecoating weretested.Theresultsshowthatthereisagood interface combination between two coatings and the pared with the T800coating prepared byAPS#Zhereislowerporosiy#highersurfacehardness#higherbondingsZrengZhofZhecoaZingprepared by HVOF.Key words:T800coating;HVOF;APS。
发动机aps等离子气相涂层合金

发动机aps等离子气相涂层合金APS等离子气相涂层合金是一种应用于发动机的先进材料技术。
本文将从以下几个方面介绍APS等离子气相涂层合金的特点、应用和优势。
一、APS等离子气相涂层合金的特点APS等离子气相涂层合金是一种具有高温耐磨性和耐腐蚀性的材料。
它采用等离子喷涂技术将金属粉末喷涂在基材上,形成一层均匀的涂层。
这种涂层具有高硬度、高粘附力和高致密性,能够有效地提高发动机的工作效率和寿命。
二、APS等离子气相涂层合金的应用1.涡轮叶片涂层:涡轮叶片是发动机的核心部件之一,其工作环境极其恶劣,需要具备高温耐磨和耐腐蚀的特性。
APS等离子气相涂层合金能够在涡轮叶片表面形成一层坚硬的保护膜,有效地提高叶片的使用寿命和工作效率。
2.燃烧室涂层:燃烧室是发动机内部的关键部件,其工作温度高达数百摄氏度,同时还受到高温燃烧气体的侵蚀。
APS等离子气相涂层合金能够在燃烧室内壁形成一层保护层,延缓气体对燃烧室材料的腐蚀,提高燃烧效率和发动机的整体性能。
3.缸套涂层:缸套是发动机的重要部件,直接影响发动机的密封性和磨损程度。
APS等离子气相涂层合金能够在缸套内壁形成一层高硬度的涂层,提高缸套的耐磨性和密封性,延长发动机的使用寿命。
三、APS等离子气相涂层合金的优势1.高温耐磨性:APS等离子气相涂层合金具有高硬度和耐磨性,能够在高温和高速工作环境下保持稳定的性能,大大延长了发动机的使用寿命。
2.耐腐蚀性:APS等离子气相涂层合金能够有效地防止发动机材料受到高温燃烧气体的腐蚀,提高了发动机的工作效率和可靠性。
3.涂层粘附力强:APS等离子气相涂层合金采用等离子喷涂技术,能够将涂层牢固地附着在基材上,不易剥落或脱落,保证了发动机在恶劣工况下的稳定运行。
4.制造成本低:与传统材料相比,APS等离子气相涂层合金具有制造成本低、工艺简单等优势,可以大规模应用于发动机制造领域,提高发动机的整体性价比。
APS等离子气相涂层合金作为一种应用于发动机的先进材料技术,具有高温耐磨性、耐腐蚀性和粘附力强等特点。
等离子喷涂

(四) 大气等离子喷涂设备组成
2
3 1 4 5
6 7
8
9
10
图等离子喷涂设备组成示意图 1-冷却水;2-电源;3-控制设备;4-粉末输送设备;5-喷枪;6-等离子焰流;7-工件 ;8-工作气体;9-粉末输送气体;10-电、工作气体、冷却水输入
辅助设备包括喷涂柜,通风除尘装置,带动喷枪及工件运动的机 械装置等。喷涂设备应置于有隔音效果的喷涂室内。喷涂室内还 应有供给压缩空气的管道,在喷涂操作时作冷却气体及向防护头 盔供给新鲜空气。
14
(四) 大气等离子喷涂
(1)基体表面的清洁 1)基体表面油污、氧化膜的清除 基体表面的油污等可以采用氢氧化钠、碳酸钠、丙酮、乙 醇、汽油、三氯化乙烯和过氯乙烷乙烯等溶液,将基体表面的油 污溶解,再加以清除,也可以采用三氯乙烯蒸汽进行清洗,但三 氯乙烯对人体有害。 对于疏松基体的油污去除,需要将其加热到250℃左右, 尽量使渗透到疏松孔中的油污渗出表面,然后再将其清除。 2)基体表面氧化膜的处理 可以采用机械加工的方法,也可以硫酸或盐酸进行酸洗。 (2)基体表面的粗化处理 对基体进行粗化处理,可以提高涂层与基体的结合面积, 提高涂层与基体结合强度,因而粗化处理的效果好坏直接影响到 基层与涂层的结合强度。
自由 电弧
压缩 电弧
电弧燃烧不受任何约束,温度一般在5000~6000K 电弧燃烧由于冷却喷嘴的拘束作用而存在机械压 缩效应、热压缩效应、自磁压缩效应。电弧温度可达 4 3×104K
(一) 等离子弧组成
等离子弧可划分为阴极和阴极区、弧柱区、阳极 和阳极区三个部分,如图所示。 (1)阴极和阴极区 等离子放电的绝大多数电子是由阴极发出的。阴 极表面放电部分的总和称为阴极斑点。其电流密度 高达103~106A/cm2。阴极区是指靠近阴极电场强度 很强的区域,其距阴极约为10-4cm。电位梯度大。
aps喷涂工艺技术
aps喷涂工艺技术APS喷涂工艺技术(Atmospheric Plasma Spray)是一种常用于涂覆陶瓷、金属和合金材料的喷涂工艺。
它通过将喷雾材料在等离子体喷涂枪中加热和加速,然后将其喷涂在基体材料表面上,形成致密、坚固且耐磨的涂层。
APS工艺技术具有许多优势和应用广泛,下面将介绍其工艺原理、应用和发展前景。
APS喷涂工艺是一种热喷涂技术,其原理基于高温等离子体产生的热能和动能。
在等离子体喷涂枪中,通过向喷涂材料供给高能量电弧,产生高温等离子体,然后将喷涂材料加热到高温并加速喷射出去。
在喷涂过程中,喷雾颗粒与基体材料表面发生瞬态熔融和冷却,在表面上形成致密的涂层。
由于喷涂温度较高,APS工艺技术能够喷涂高熔点材料,如氧化铝、钨等。
APS喷涂工艺技术被广泛应用于各个领域。
在航空航天工业中,APS喷涂可用于涂覆涡轮叶片、燃烧室和发动机部件等,提高其耐磨和热屏障性能。
在能源行业,APS喷涂可用于涂覆燃烧器喷嘴、热交换器和管道等,提高其耐磨和耐腐蚀性能。
此外,APS喷涂还被应用于医疗领域、电子领域和新材料研发领域。
APS喷涂工艺技术具有许多优势。
首先,它能够在较短时间内形成均匀、致密的涂层,具有较高的结合强度。
其次,APS工艺技术适用于不同形状和尺寸的基体材料,能够实现复杂表面的一次性喷涂。
再次,该工艺对喷涂材料的适应性广泛,可涂覆陶瓷、金属和合金等不同材料。
此外,APS喷涂还具有较高的喷涂效率和可持续性,对环境友好。
APS喷涂工艺技术在未来的发展前景广阔。
随着科学技术的不断进步和应用需求的增加,人们对涂层材料性能的要求也越来越高。
APS工艺技术具有优良的涂层性能和多样性,能够满足不同领域的应用需求。
未来,随着材料科学和工艺技术的进一步研究,APS喷涂工艺技术将进一步完善和发展,为各个行业提供更高性能的涂层材料。
总之,APS喷涂工艺技术是一种重要的喷涂工艺,具有广泛的应用领域和发展前景。
它通过高温等离子体喷涂和冷却过程,在基体材料表面形成致密、坚固且耐磨的涂层。
等离子喷涂毕业论文
第一章绪论1.1选题背景众所周知,除少数贵金属外,金属材料会与周围介质发生化学反应和电化学反应而遭受腐蚀。
此外,金属表面受各种机械作用而引起的磨损也极为严重。
大量的金属构件因腐蚀和磨损而失效,造成极大的浪费和损失。
据一些工业发达国家统计,每年钢材因腐蚀和磨损而造成的损失约占钢材总产量10%,损失金额约占国民经济总产值的2-4%。
如果将因金属腐蚀和磨损而造成的停工、停产和相应引起的工伤、失火、爆炸事故等损失统计在的话,其数值更加惊人。
因此,发展金属表面防护和强化技术,是各国普遍关心的重大课题.随着尖端科学和现代工业的发展,各工业部门越来越多地要求机械设备能在高参数(高温、高压、高速度和高度自动化)和恶劣的工况条件(如严重的磨损和腐蚀)下长期稳定的运行[1]。
因此,对材料的性能也提出更高要求,采用高性能的高级材料制造整体设备与零件以获得表面防护和强化的效果,显然是不经济的,有时甚至是不可能的。
所以,研究和发展材料的表面处理技术就具有重大的技术和经济意义。
而表面处理技术也在这种需求的推动下获得了飞速的发展和提高。
热喷涂技术就是这种表面防护和强化的技术之一,是表面工程中一门重要的学科,所谓热喷涂,就是利用某种热源,如电弧、等离子弧、燃烧火焰等将粉末状或丝状的金属和非金属涂层材料加热到熔融或半熔融状态,然后借助火焰流的本身动力或外加的高速气流雾化并以一定的速度喷射到经过预处理的基体材料表面,与基体材料结合而形成具有各种功能的表面覆盖涂层的一种技术[2]。
本文在低碳钢表面采用等离子喷涂技术沉积了Al2O3+13wt.%TO2复合材料涂层,对沉积的涂层进行了组织结构和硬度、磨损等性能分析测试,试验所得数据对提高零部件表面耐磨、耐蚀性能具有一定的理论意义和工程应用价值。
1.2热喷涂技术概述1.2.1热喷涂技术分类热喷涂技术是表面工程中一门重要的学科[3]。
所谓热喷涂,就是利用某种热源,如电弧、等离子弧、燃烧火焰等将粉末状或丝状的金属和非金属涂层材料加热到熔融或半熔融状态,然后借助焰流本身的动力或外加的高速气流雾化并以一定的速度喷射到经过预处理的基体材料表面,与基体材料结合而形成具有各种功能的表面覆盖涂层的一种技术[4]。
aps等离子缸体涂层问题

aps等离子缸体涂层问题等离子喷涂技术作为一种新兴的表面处理技术,在材料改性、表面涂层等领域有着广泛的应用。
备受关注,不同研究团队针对这一问题展开了深入的研究。
本文将探讨aps等离子缸体涂层问题的相关研究进展和解决方案。
aps等离子缸体涂层问题涉及到材料表面处理的一系列工艺,包括清洗、喷涂、固化等环节。
其中,等离子喷涂技术是一种将稀薄的金属或者合金材料喷涂在基体表面,形成一层均匀、致密的涂层的方法。
aps等离子缸体涂层问题主要包括材料选择、工艺控制、涂层性能等方面的挑战。
在aps等离子缸体涂层问题的研究中,材料选择是至关重要的。
不同的材料对于涂层质量和性能有着直接的影响。
研究人员通过对不同材料的性能进行评估和比较,选择合适的材料进行等离子喷涂,以提高涂层的附着力、耐磨性等性能。
同时,工艺控制也是aps等离子缸体涂层问题研究的重点之一。
通过对喷涂参数、气氛控制、固化热处理等因素进行优化,可以提高涂层的质量和耐久性。
涂层性能是评价aps等离子缸体涂层问题解决方案的关键指标之一。
涂层的硬度、耐磨性、耐腐蚀性等性能直接影响着材料的使用寿命和性能表现。
研究人员通过对涂层性能进行系统的测试和分析,不断改进喷涂工艺和材料选择,以提高涂层的性能和稳定性。
在aps等离子缸体涂层问题的研究中,还存在一些挑战和难点。
例如,涂层的结构和组织控制、材料界面反应等问题都需要进一步研究和解决。
研究人员需要通过不断的实验和理论分析,探索新的解决方案,以提高等离子喷涂技术的应用效果和工艺稳定性。
梳理一下本文的重点,我们可以发现,aps等离子缸体涂层问题是一个复杂而具有挑战性的课题,需要研究人员集中精力深入探讨。
通过对材料、工艺和涂层性能等方面的研究和优化,可以有效解决aps等离子缸体涂层问题,推动等离子喷涂技术的进步和应用。
希望本文的内容可以对相关领域的研究人员和工程师有所启发,促进aps等离子缸体涂层问题的解决和推广。
等离子喷涂

②转移弧:电弧离开喷枪转移到被加工零件上的等离子弧。这种情况喷嘴不接电源,工件接正极,电弧飞越 喷枪的阴极和阳极(工件)之间,工作气体围绕着电弧送入,然后从喷嘴喷出。
等离子切割,等离子弧焊接,等离子弧冶炼使用的是这类等离子弧。
③联合弧:非转移弧引燃转移弧并加热金属粉末,转移弧加热工件使其表面产生熔池。这种情况喷嘴,工件均 接在正极。
喷涂原理
等粒子喷涂是利用等离子弧进行的,离子弧是压缩电弧,与自由电弧相比较,其弧柱细,电流密度大,气体 电离度高,因此具有温度高,能量集中,弧稳定性好等特点。
按接电方法不同,等离子弧有三种形式:
①非转移弧:指在阴极和喷嘴之间所产生的等离子弧。这种情况正极接在喷嘴上,工件不带电,在阴极和喷 嘴的内壁之间产生电弧,工作气体通过阴极和喷嘴之间的电弧而被加热,造成全部或部分电离,然后由喷嘴喷出 形成等离子火焰(或叫等离子射流)。
特点
等离子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的精密喷涂方法,它具有:①超高温特性, 便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体, 所以喷涂材料不易氧化。
等离子的形成
(以N2为例): 0°k时,N2分子的两个原子呈哑铃形,仅在x,y,z方向上平动; 大于10°k时,开始旋转运动; 大于10000°k时,原子间产生振动,分子与分子间碰撞,则分子会发生离解变为单原子: N2+Ud——>N+N其中 Ud为离解能 温度再升高,原子会发生电离: N+Ui——>N++e其中 Ui为电离能 气体电离后,在空间不仅有原子,还有正离子和自由电子,这种状态就叫等离子体。 等离子体可分为三大类: ①高温高压等离子体,电离度100%,温度可达几亿度,用于核聚变的研究; ②低温低压等离子体,电离度不足1%,温度仅为50~250度; ③高温低压等离子体,约有1%以上的气体被电离,具有几万度的温度。
等离子喷涂_沉积效率_解释说明以及概述
等离子喷涂沉积效率解释说明以及概述1. 引言1.1 概述等离子喷涂是一种现代化的表面涂覆技术,通过将粉末材料加热到高温并使其离子化,在电场或气流的作用下将粉末喷射到基材上进行涂覆。
等离子喷涂广泛应用于各个领域,如航空航天、汽车制造、电力行业以及高温耐磨领域等。
1.2 文章结构本文将首先介绍等离子喷涂的基本原理,包括定义、工作原理和应用领域。
然后,我们将重点关注沉积效率及其影响因素。
在此部分中,我们将讨论沉积效率的概念和测量方法,以及影响沉积效率的因素。
最后,我们将对等离子喷涂技术的优缺点进行详细分析,并给出结论部分总结本文的主要观点。
1.3 目的本文旨在探索和解释等离子喷涂技术中的沉积效率,并分析该技术的优缺点。
通过对沉积效率及其相关因素的深入研究,我们可以更好地理解等离子喷涂技术的工作原理,为相关领域的研究和应用提供指导,并为进一步提高沉积效率提供了方法和技术。
2. 等离子喷涂的基本原理2.1 等离子喷涂的定义等离子喷涂是一种以等离子体为媒介进行喷涂的表面工程技术。
它利用一个带正电电荷的极亮弧在高温和压力下将物质气化,然后通过气流将气化物吹到被处理物体的表面形成覆盖层。
2.2 等离子喷涂的工作原理等离子喷涂主要通过以下几个步骤实现:第一步,采用直流或射频放电引发极亮弧。
这会产生高能量的等离子体,使填料(通常为金属、陶瓷或合金粉末)迅速熔化、蒸发和电离。
第二步,生成的等离子体经过磁场聚焦并加速,然后通过导向器送入喷嘴。
第三步,在进入喷嘴时,可选择性添加惰性气体如氩气以稀释和冷却等离子体。
第四步,经过喷嘴后,高温和高压下形成具有较高动能的粒子流,并迅速沿着一个规定的方向喷射到被处理物体的表面。
第五步,粒子流冷却过程中将逐渐降温并凝固,在表面上形成致密且具有较高结合强度的涂层。
2.3 等离子喷涂的应用领域等离子喷涂技术具有广泛的应用领域,包括但不限于以下几个方面:1. 表面保护与修复:等离子喷涂可应用于金属、陶瓷、玻璃等材料的表面保护与修复。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水稳等离子喷涂是占据重要地位的气稳等离子喷涂的另一种选择。
它的优点突出:功率大、成本低、喷涂速度高。
在热喷涂技术向大产值和大批量迈进的形势下,这项技术开始受到更多的重视和应用。
一、概述
早在八十年前,德国西门子公司的技术人员就提出了水稳等离子弧的概念。
尽管人们对这种电弧形式已认识很久,但对其性能及对该电弧工艺的控制却知之甚少。
上世纪50年代,欧洲的科学家对该项技术进行了大量的实验室研究,60年代末,水稳等离子工艺被最终用于切割和热喷涂。
目前,水稳等离子已成功地推向市场,应用于多种工业领域。
气稳等离子喷涂(非转移弧)所能提供的温度通常为8000°C ― 14000°C,每公斤等离子气所产生的焓值大体为1 ~ 100MJ/Kg。
由于弧室壁的热载荷的限制,提供再高的温度或更大的热焓值将非常困难。
水稳等离子弧则靠室壁蒸发而形成的,从而能够提供更高的温度及热焓。
迄今,市场上可提供的水稳等离子喷涂设备,其功率可达120 ~ 200Kw,最大温度可达50000度,每小时可喷涂近100公斤金属,30-60公斤陶瓷粉。
二、工作原理
水稳等离子弧产生的基本原理如图1所示。
首先,水呈切线方向注入弧室从而产生水漩涡,起弧便发生在水漩涡的中心。
水漩涡内径的部分流入了出水孔。
传导弧心所散发的能量通过辐射、热传导和紊流导入水涡流的内侧。
于是,水的蒸发、热气的受热与电离便产生等离子弧。
水蒸发的速度与到达水表面的功率大小有关。
其它所转移的能量被弧束与水表面之间的蒸气所吸收,并产生热量进而使蒸气电离。
当然,一部分热能也随水而流走。
三、水稳等离子(LP)的特点
当前工业上所采用的典型的水稳等离子(LP)喷涂设备是捷克布拉格等离子物理研究所指导开发
的PAL160型。
该系统是由特殊形状的腔室、旋转冷却的阳极和自耗石墨阴极构成。
系统的核心是阴阳两极之间的起弧过程,起弧是靠切线方向输入的水流中央的金属丝打火所引发。
该过程依靠外层水流来冷却腔壁,而不必象气稳等离子弧那样,需要两套独立的工艺–稳弧与冷却。
但水稳等离子弧工艺具有弧焰不太稳定,电极易腐蚀等缺点。
很明显,气稳等离子弧(GP)适用于对喷涂质量要求高、喷涂面积小、工艺精细的作业,喷涂材料一般较为特殊、价格较昂贵;而水稳等离子喷涂(LP)则是用于大面积、高速率作业,尤其适用于批量喷涂氧化物材料,对于大量生产球形粉末材料也是最佳的选择。
四、水稳(LP)和气稳等离子(GP)喷涂优缺点的比较
气稳等离子(GP)喷涂
优点:
机械结构较为简单
起弧较容易
电极寿命长
燃烧稳定
独立的气流与压力控制
效率更高
缺点:
载气价格昂贵
两种介质体系(稳弧及冷却)
喷涂速率小
对喷涂材料质量要求高
水稳等离子(LP)喷涂
优点:
高功率、高能量,最高可达200Kw以上
高喷涂速率,喷涂氧化铝粉可达100公斤/小时
喷涂介质只采用单一的自来水,简单、经济
等离子体中只有O和H原子
可喷涂低质廉价的粉末
缺点:
机械构造和起弧较复杂
电极易腐蚀
稳定性较差
五、应用
在德国,水稳等离子喷涂主要应用于自由放置零件的生产;在美国,用于生产金属作业的涂层棒,在俄罗斯,主要用于采矿和石油工业所用的耐磨工件。
一直以来人们普遍认为水稳等离子是一种容易氧化的喷涂工艺,所以对该工艺一般持较为保守的态度,并一直只用水稳等离子来喷涂氧化物陶瓷粉末。
现已证明事实并非如此,氧化其实发生在载气在送粉过程中所起的反应,所以说,水稳等离子可喷涂任何的材料。
目前,有三家捷克的公司一直在用水稳等离子喷涂设备喷涂罗拉件、风机叶片、锅炉部件等等。
最成功的实例当属用于喷涂电炉石墨电极④;在玻璃工业中,喷涂ZrSiO4能够大大延长搅拌器和进料器的使用寿命;还有一项典型的应用便是生产球形粉末材料,因为它效率极高。
五、结语
在气稳等离子喷涂占据着领导地位的今天,水稳等离子喷涂的出现为人们提供了一种互补的选择。
水稳等离子喷涂的优点与缺点都较为突出:功率大、运行成本低、喷涂速度高;但结构与工艺过为复杂。
在当今热喷涂技术向大产值、大批量迈进的形势下,这项技术开始受到更多的重视和应用。
参考文献: B. Gross, B. Grycz.和K. Miklossy Plasma Technology, London, 1968
Dubsky, J., B. Kolman, F. Kroupa和A. Macku, 第5届氧化铝会议,布拉格,1990年Chraska, P., J. Dubsky, B. Kolman, J. Ilavsky和J. Forman, Thermal Spray Technology(1992)
捷克专利PV4584/83 (end)。