数码印花机控制板使用说明
杭州宏华DBP数码喷墨印花机简明操作流程

杭州宏华DBP-2200数码喷墨印花机简明操作流程1. 开启实验室总电源(进门左手AL-C-1电源箱)。
2. 合上7#电源箱的电闸(喷墨印花机后边的墙上)。
3. 开启喷墨印花机总电源喷墨印花机左后侧的POWER SWITCH 电源开关顺时针旋至“ON ”状态。
4. 打开导带机电源开关 将导带控制面板上的POWER 旋钮旋至“ON ”状态。
5. 打开喷印头的主机电源,初始化主机 点击主机操作面板上的POWER 按钮,LCD 显示屏出现““I I n n i i t t i i a a l l i i z z e e P P l l e e a a s s e e w w a a i i t t ””,主机自行初始化;初始化完毕,LCD 显示屏上出现6.打印测试条,检查喷头状态(1)在靠近导带的打印起始边(右手侧)横向连续铺4张A4纸,纸张尽量铺平整,不能出现卷边现象【以防打印头来回移动时,刮蹭喷头】;摁下导带控制面板上的Withdraw 按钮,将A4纸送至打印头下方。
(2)点击主机操作面板上MENU 旁的,下翻至(1/6),[[** S S e e t t u u p p M M e e n n u u **模模式式]] ,此时LCD 显示屏出现(3)点击F F 33键键,进入Test Print 模式,LCD 显示屏出现此时,点击与Nozzle Check 对应的F F 22键键,进入[[P P r r i i n n t t i i n n g g 模模式式]], 打印头开始自右向左移动,在A4上喷印出两组1234数字和线条。
(4)仔细观察各线条,看有无“断线”现象发生?!如有“断线”情况出现,请立即执行喷喷头头清清洗洗操作。
【【喷喷头头清清洗洗操操作作】】[[R R e e a a d d y y t t o o p p r r i i n n t t 模模式式]]下,点击F F 44键键,进入[[**C C l l e e a a n n i i n n g g **模模式式]]【【A A 】】单单个个喷喷头头喷印的线条出现断线情况:譬如 数字“2”所在处的线条出现断线,[[**C C l l e e a a n n i i n n g g **模模式式]] 下,多次摁F F 11键键,至A A L L L L 变为H H e e a a d d 22;点击主机操作面板上的[[E E N N T T E E R R ]]键键,LCD 显示屏上出现“Cleaning rest * min ”。
多功能数码印像机中文

操作警示1.在使用本机前,请先检查机器的核定电压是否与电网供电电压符合,是否有可靠的接地保护连接。
2.更换烫印发热部件时,必需先关机并拔去总电源插头。
在更换仍处在高温状态下的烫印头时,请戴好隔热手套。
3.使用过程中避免发热部件的长时间空烧,如不切断电源,请放置一件专门用来防空烧的类似烫印物件(报废品即可,可反复使用)。
注意勿让烫印物件的尖锐部分对各加热部件造成损伤。
4.使用过程中避免人体触及发热部件,防止灼伤。
5.使用过程中避免体触及压力弹簧,防止对人体可能的损伤。
6.手把下压时,如感觉压力过大难以下压,请调节升降调接手轮抬高机头,减少压力弹簧压缩量,否则会损害机器的机械强度。
7.升降机头时,须先将机头锁紧手柄旋松。
另外,到下降极限时会感到升降调节手轮上有明显的阻力,不要继续作无谓操作。
8.锁定机头时,机头锁紧手柄不需过度旋紧,手感有明显阻力即可。
9.不要让未成年人在无人监护的条件下触及机器,即使在不使用机器时!!!10.严禁烤盘垫烤制其他物品,烤盘垫仅限于烤制瓷盘。
烤盘垫、烤杯垫避免空烧。
PAGE:1操作说明1.检查烫印头连接插头是否已与电控箱连接插座可靠连接。
2.插上电源,打开电源开关。
(本机额定电压220V,最大输入功率1250W)3.设定操作程序:(本设备温度显示为华氏度)起始温度:按模式设定键一次,此时设定指示灯亮,按加法键或减法键设定起始温度。
最高温度:按模式设定键第二次,此时温度指示灯亮,按加法键或减法键设定最高温度。
最高温烘烤时间:按模式设定键第三次,此时时间指示灯亮,按加法键或减法键设定最高温烘烤时间。
待执行状态:按模式设定键第四次,机器进入待执行状态。
注:起始温设定范围200~380度,最高温设定范围200~430度最高温烘烤时间设定范围0~999秒。
本机带有温度设定自锁功能,即如起始温度设为340度,机器将自动限定最高温设定范围为340~430度。
反之,如先设定最高温度为250度,则机器将自动限定起始温设定范围为200~250度。
数码印花机控制板使用说明
预留(OUT) 0V 未定义
载
24V-(OUT) 无 24V 负电源输出
GND1(IN)
无 和旋转编码器地相连
B(IN) P7
A(IN)
0/5V 和旋转编码器 B 相连 0/5V 和旋转编码器 A 相连
0.3mm 以上 屏蔽线
5V-1(OUT) 无 悬空
A+(OUT)
0/5V 接伺服控制器 PLUS+
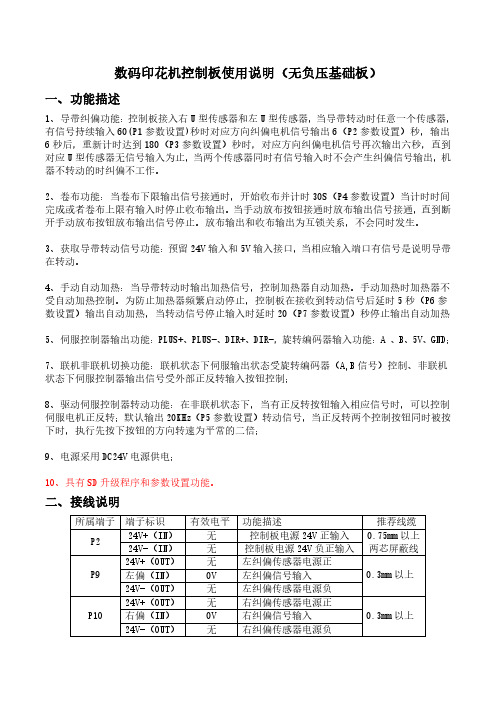
4、手动自动加热:当导带转动时输出加热信号,控制加热器自动加热。手动加热时加热器不 受自动加热控制。为防止加热器频繁启动停止,控制板在接收到转动信号后延时 5 秒(P6 参 数设置)输出自动加热,当转动信号停止输入时延时 20(P7 参数设置)秒停止输出自动加热
5、伺服控制器输出功能:PLUS+、PLUS-、DIR+、DIR-,旋转编码器输入功能:A 、B、5V、GND;
二接线说明所属端子端子标识有效电平功能描述推荐线缆p224vin控制板电源24v正输入075mm以上两芯屏蔽线24vin控制板电源24v负正输入p924vout左纠偏传感器电源正03mm以上左偏in0v左纠偏信号输入24vout左纠偏传感器电源负p1024vout右纠偏传感器电源正03mm以上0v右纠偏信号输入24vout右纠偏传感器电源负p1124vout24v正电源输出信号线03mm以上电源线根据负载不同作相应更改0v联机信号无输入时输出伺服电机正向转动信号0v信号输入时收布电机反转联机in0v信号有效时输出伺服电机转动受输入的ab编码器控制不受正反转控制反转in0v联机信号无输入时输出伺服电机反向转动信号上限in0v此信号有效时停止收布24out24v负电源输出下限in0v此信号有效时开始收布24v转动24v信号有效时说明导带在转预留in0v未定义5v转动in5v信号有效时说明导带在转动此端子只接受5v信号高于5v的电压会造成硬件不可逆的损坏24vout24v负电源输出p1224vout24v负电源输出由负载决定可以稳定驱动500ma纠偏1out0v对应右纠偏信号输出纠偏2out0v对应左纠偏信号输出收布out0v接收布电机的收布控制放布out0v接收布电机的放布控制自动out0v导带转动自动加热输出预留out0v未定义24vout24v负电源输出p7gnd1in和旋转编码器地相连03mm以上屏蔽线05v和旋转编码器b相连05v和旋转编码器a相连5v1out悬空p8aout05v接伺服控制器plus03mm以上屏蔽线aout05v接伺服控制器plusbout05v接伺服控制器dirbout05v接伺服控制器dir有效点电平
数码印的操作方法

数码印的操作方法
数码印是一种将数字图像直接印刷到特殊媒体上的打印方法。
下面是数码印的一般操作步骤:
1. 准备工作:
- 确保计算机连接了数码印机,并安装了相关驱动程序。
- 打开数码印软件,如Photoshop或CorelDRAW。
2. 准备图像:
- 打开你要打印的图像文件。
- 调整图像的大小和分辨率,以适应你打印的媒体尺寸。
3. 打印设置:
- 在数码印软件中选择“打印”选项。
- 选择数码印机为打印机设备。
- 根据需要选择打印质量和颜色设置,如彩色、黑白等。
- 选择适合的媒体类型,如照片纸、防水纸等。
4. 调整打印参数:
- 根据需要设置图像的亮度、对比度、色彩饱和度等参数。
- 选择图像的打印方向,如横向或纵向。
- 根据需要设置打印多少份和是否打印多个图像在一张媒体上。
5. 打印:
- 点击“打印”按钮开始打印。
- 等待数码印机将图像印刷到媒体上。
时间取决于图像的大小和复杂程度。
6. 完成:
- 当打印完成时,取出媒体,根据需要进行修剪和后续处理。
- 检查打印品质,如果不满意可以尝试调整打印参数再次打印。
请注意,在使用数码印时,确保按照数码印机和软件的使用说明进行操作,以确保获得最佳的打印效果。
印刷机操作说明书

文件名称
印刷机操作说明书
文件编号
WI-ED-001
版次
A/0
页次
1/1
操
作步骤
1、开启机器电源
2、输纸装置:
2.1飞达的吸风和吹风:首先将飞达前后上下位置调整到纸张所适应的工作状态,然后根据纸张的厚薄调整飞达的吹风和吸风大小。
2.2双纸控制器:根据纸张的厚薄及纸张的透光度来调整双张控制器的灵敏性。
前侧规的工作位置:根据纸及压纸轮、毛轮的位置和压力,纸张的厚度的大小调整前规高低,平放三张所要生产的纸于前规处,确定好纸尾毛轮及压纸轮的位置和压力。
3、印前准备:
3.1故障检测:看清CP窗是否锁车,润滑、酒精、水、润版故障显示并排除。
3.2压力、飞达收纸位置:打开CP窗印刷材料菜单,输入纸张厚度、纸张大小,按确认即可。
4、根据纸张正确放置压纸导轮和钢片,正确调节风量、压纸钢片高低,以避免纸第歪斜。
5、机器周围严禁堆放易燃、易爆物品,下班时关电源。
6、根据机长排好的色座排好相应的印版。
7、装版时将咬口、版尾的螺丝松至0位,将顶版螺丝松至相应位置。
8、电脑输入尺寸后检查是否达到需要的位置。
9、确保收纸平整,无擦花现象。
√
递纸/压印/传纸滚筒牙排、水斗辊和计量辊
√
添墨辊摆动轴、墨斗辊超越离合器、水/墨辊、收纸链排
√
核准
审查
制订
制订日期:
2017年04月01日
4、收纸部分:
4.1纸压风、吸风:根据收纸的情况调节风量,确保收纸平整,无擦花等现象。
4.2平纸器:当产品尾部弯曲不平时,可打开平纸器来舒展纸张。
4.3喷粉大小:根据产品的墨量大小来调节。
美甲彩绘机简易指甲印花机使用说明

美甲彩绘机简易指甲印花机使用说明1、购买后1.取下印头,用棉花蘸洗甲水擦洗胶头数遍,使胶头呈模糊状,否则将转印不上图案;2.撕去图案板上的保护薄膜;注意:切勿按下刮板,在未放图案板时将机头推至前方,这样会使刮板卡住。
出现这种情况,切勿用力来回拉动。
请按机头两侧的刮板松放钮,并用尖薄利器轻撬刮板。
2、彩绘前1.将彩绘机顺着要彩绘的手的方向平放于玻璃面或光洁的桌面上,向前扳动吸力把手,将彩绘机固定,机头置机器中心位置。
2.简单的修理、清洁指甲后,可涂上一层底油(市面上任何的指甲油都可以,但彩绘图案务必使用随机配送的专用指甲油)或亮光油来增强指甲表面的着色力,待其完全干后方可彩绘。
3、彩绘时1.放松指甲定位器紧锁把手,将手指放于手指定位器上,指腹推着指甲定位器止档,指腹以外的指甲搁在定位器上方。
图案的中心将会印于中心线所示的位置(参阅图二)要改变指甲上图案的位置,可向前后滑动手指。
决定好位置后,你必须顺着弧度向逆时针扳转锁紧把手固定止档;2.把你喜欢的图案板置于凹入的图案板定位器中,将最小的号码(单色图案为“0”,多色图案则从“1”开始)对着机身中心放置。
将喜欢的指甲油涂覆于确定好的图案上(参阅图三),再将机头向前推,滑过图案板直至完全停止,迅速按下印头,然后将机头向后拉,直至完全停止,并再度按下印头,图案就转印到你的指甲上了(参阅图四),将机头推回机器中心。
注意:要求彩绘过程速度稍快,否则在图案转印到指甲之前指甲油即可能干掉而导致印不上;3.要彩绘多色图案时,可在印上图案的第一图层后,取起图案板并按逆时针方向转至图案顺序的下一图层(图案的第一图层为“1”,第二图层为“2”,依序类推);4.重复第2步骤。
注意,多色图案彩绘时,图层与图层之间的操作当中,尽可能保持手指在定位器中不动,使图案得以正确套印。
5.除了可以彩绘指甲外,还可以把图案转印脚趾、杯子、手机、小饰物等你所想印的任何地方,操作顺序与彩绘指甲一样,只要把印头取出,直接印到你想印的地方即可;6.在手机等贵重饰品的塑料面上印图案时如出现错印等问题,待其完全干后,用指甲轻轻刮掉即可,切勿用亮光油涂覆表面,也勿用洗甲水清洗,否则会腐蚀塑料表面;7.在彩绘了六、七个图案后,按下机头两边的刮板松放按钮,刮板即会弹起(用一个手指轻护刮板以免飞出),(参阅图五)用棉签蘸洗甲水清洗,刮刀周围尽量保持干净,清洁后将刮板放回机头,用力按下,切记必须听到两声喀啦声,与机头齐平,否则会造成图案漫开(参阅图六);8.8.有下列情况时将需要清洗印头;(1)前次图案未能全部转印;(2)忘记将刮板放入定位或没有完全按下与机头平齐;(3)印了十个左右图案后4、彩绘后1.可在图案上稍加点缀(如花芯、动物的眼睛及其他你认为需要点缀的地方点上亮粉或镶钻)最后擦上亮光油保护图案,以避免刮落或褪色。
平板数码印花机操作说明书
平板数码印花机操作说明书
平板数码印花机一直以来都是备受纺织界的青睐,服装、皮革、玻璃界大多数的人都改改用了数码印花机来做主要的印刷工具,这样不但省下了很多的时间,人力物力,更加提高了工作的效率,但有一点的是,服装印花机的操作人员不用很多个,都是全自动的,但就那么的几个技术人才市面上就很难找到;所以我今天给大家分享一个关于数码印花机的操作说明:
1、供墨系统及自动纠偏装置:张力控制、步进控制是高速印花设备成
功的关键,它是综合机械、电子、计算机技术的复杂体系,也是保
证印花精度的关键技术。
东莞基汇成功地实现了高精度的张力、步
进控制。
确保面料平整准确连续输送!
中国网印特印网
2、高品质吸附性导带及自动清洗系统:清洗系统的毛刷、刮刀会自动清洗导带,去除灰尘和墨水,并进行干燥,保证导带的干净整洁。
3、布料干燥及收布装置:电加热空气干燥,布料在通过电热风出口风干后,自动收布机主动布到硬纸管上。
4、在数码打印机打印中可以自由改变喷头电压、打印速度、双向校准、更改步进等打印参数,不需中继打印,断电续印功能。
平板数码印花机操作说明

平板数码印花机操作说明以下是平板数码印花机的操作步骤:1.准备工作a.将平板数码印花机放置在平坦的、干净的工作台上,确保机器处于稳定状态。
b.检查机器是否正常运转,是否有损坏或故障。
c.准备好设计图案,确保图案的分辨率和颜色都符合要求。
2.连接机器a.将机器的电源线插入电源插座,并打开电源开关。
确保机器显示屏上显示正常。
b.将电脑或其他设备与平板数码印花机连接,确保传输正常。
3.加载物料a.根据需要选择适合的平板材料类型,例如纸质材料,塑料材料,皮革材料等。
b.将平板材料放置在机器的工作台上,并用夹子固定住。
确保材料平整并且固定牢固。
4.调整设置a.设置机器的印刷参数,包括印刷模式(单色、彩色等)、打印速度、打印分辨率等。
b.根据设计图案的要求,调整机器的喷头(打印头)高度和位置,确保喷头与材料之间的距离适当。
5.开始印刷a.在电脑或控制面板上选择需要印制的设计图案,并将其发送给平板数码印花机。
b.机器开始工作后,观察印刷过程,确保喷头均匀地将墨水喷射到材料上。
c.印花完成后,等待墨水干燥(时间根据墨水的类型和材料的吸水性而定)。
6.清洁和维护a.印花完成后,将机器中的残留墨水清洗干净,确保墨水不会干结在喷头上。
b.定期清洗机器和更换墨水盒、墨色瓶等耗材,以保持机器的正常运转和印刷质量。
需要注意的事项:1.在操作平板数码印花机时,应注意自身安全,避免手指接触到喷头或进入机器内部。
2.确保机器工作环境干净,并避免灰尘、杂质等物质进入到机器内部。
3.选择高质量的墨水和材料,以确保印花效果的质量和持久性。
4.根据机器的规格和使用手册的要求,合理使用机器,避免过度使用导致机器损坏或故障。
通过以上的操作步骤,可以轻松地操作平板数码印花机,完成高质量的印花工作。
同时,注意操作中的安全事项和维护保养,能够延长机器的使用寿命,并提升印花效果的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9、电源采用 DC24V 电源供电;
10、具有 SD 升级程序和参数设置功能。
二、接线说明
所属端子 P2 P9
P10
端子标识 24V+(IN) 24V-(IN) 24V+(OUT) 左偏(IN) 24V-(OUT) 24V+(OUT) 右偏(IN) 24V-(OUT)
有效电平 无 无 无 0V 无 无 0V 无
★★★特殊主板电平与此不同时可联系本公司升级调整★★★
四、程序升级和参数修改
本控制板为了适应厂家的不同使用环境,可以通过 SD 更新程序和参数。控制板上三个控制按钮和 SD 卡卡槽,本卡槽接受 SD 卡文件系统格式 FAT 、FAT16、 FAT32,同时也支持 TF 卡通过卡槽转大卡使用。
按键
SD 卡卡座
///////////////////////////////////////////////////////////////////////////////////////////// 设置参数可以根据客户需求增加设置项 接受定制开发自动化设备整合方案,低成本、高可靠、差异化、提高复制门槛。
常州亚盾测控技术有限公司 联系电话:0519-68231819
信号线
0V
此信号有效时停止收布
0.3mm 以上
无 24V 负电源输出
电源线根据
0V
此信号有效时开始收布
负载不同作
信号有效时说明导带在转 相应更改 24V
动
预留(IN)
0V 未定义
信号有效时说明导带在转
5V 转动(IN) 5V
动(此端子只接受 5V 信号 高于 5V 的电压会造成硬件
不可逆的损坏)
24V-(OUT) 无 24V 负电源输出
4、手动自动加热:当导带转动时输出加热信号,控制加热器自动加热。手动加热时加热器不 受自动加热控制。为防止加热器频繁启动停止,控制板在接收到转动信号后延时 5 秒(P6 参 数设置)输出自动加热,当转动信号停止输入时延时 20(P7 参数设置)秒停止输出自动加热
5、伺服控制器输出功能:PLUS+、PLUS-、DIR+、DIR-,旋转编码器输入功能:A 、B、5V、GND;
2、卷布功能:当卷布下限输出信号接通时,开始收布并计时 30S(P4 参数设置)当计时时间 完成或者卷布上限有输入时停止收布输出。当手动放布按钮接通时放布输出信号接通,直到断 开手动放布按钮放布输出信号停止。放布输出和收布输出为互锁关系,不会同时发生。
3、获取导带转动信号功能:预留 24V 输入和 5V 输入接口,当相应输入端口有信号是说明导带 在转动。
5V 接通时,控制板认为有相应信号输入;
端子标识:
IN 为输入端子,OUT 为输出端子;
★★5V 转动输入信号不得接高于 6V 电压,否则会造成控制板不可逆的硬件损坏★★
控制板外形和丝印图
三、安装说明
定位孔距离为 103*130mm,安装时保证控制板与箱体金属板至少 15mm 以上的距离,与控制板连结的导 线应尽量远离动力线。特别是旋转编码器线和伺服控制线,且尽量短。必要时可在导线上加磁环,增强系 统抗干扰性能。
24V-(OUT) 无 24V 负电源输出
纠偏 1(OUT) 0V 对应右纠偏信号输出
纠偏 2(OUT) 0V 对应左纠偏信号输出
由负载决定
P12 收布(OUT)
0V
接收布电机的收布控制
线经。单路
放布(OUT)
0V
接收布电机的放布控制
可以稳定驱
自动(OUT)
0V
导带转动自动加热输出
动 500mA 负
预留(OUT) 0V 未定义
载
24V-(OUT) 无 24V 负电源输出
GND1(IN)
无 和旋转编码器地相连
B(IN) P7
A(IN)
0/5V 和旋转编码器 B 相连 0/5V 和旋转编码器 A 相连
0.3mm 以上 屏蔽线
5V-1(OUT) 无 悬空
A+(OUT)
0/5V 接伺服控制器 PLUS+
/////////////////////////////////////////////////////////////////////////////////////////////// P1=5; 首次纠偏延时默认 60(S)0~600 P2=6; 纠偏电机转动时间默认 6(S) 0~600 P3=15; 非首次纠偏持续时间默认 180(S)0~1000 P4=10; 收布无上限信号停止时间默认 30(S)1~600 P5=25; 转动脉冲速度默认 20(KHz)5~50 P6=3; 转动后延时自动加热输出默认 5(S)1~600 P7=10; 转动停止延时停止自动加热默认 20(S)1~600
联机信号无输入时,输出伺 0V
服电机正向转动信号
放布(IN)
0V 信号输入时收布电机反转
信号有效时输出伺服电机
联机(IN)
0V 转动受输入的 AB 编码器控
制,不受正反转控制
反转(IN)
P11 上限(IN) 24-(OUT) 下限(IN) 24V 转动 (IN)
联机信号无输入时,输出伺
0V 服电机反向转动信号
S1 系统复位按钮、S3 为程序升级按钮、S2 为参数升级按钮。 升级过程先准备好 SD 卡在 SD 卡根目录放入 APP.hex(本公司提供)set.txt 两个文件,将带有数据的 SD 卡 插入控制板的 SD 卡座内,升级程序时保持 S3 按下,按一下 S1 让系统重启,此时 LED 指示灯 RUN 常亮, 松开 S3 按钮,系统进入程序升级过程等待数秒后,RUN 开始闪烁系统升级成功,如 RUN 继续保持常亮说明 系统升级失败。 升级参数时保持 S2 按下,按一下 S1 让系统重启,此时 LED 指示灯 RUN 常亮,松开 S2 按钮,系统进入 程序升级过程等待数秒后,RUN 开始闪烁系统升级成功,如 RUN 继续保持常亮说明系统升级失败。 设置参数的修改,将 SD 卡插入读卡器在电脑上打开 SD 卡根目录内 set.txt 文件,修改相应参数项对应 等号后面的值。注意不得超出设置范围,否则升级不成功参数恢复默认设置值。参数可以根据客户需求增 加或者修改,接口客户定制开发相应功能。
板可以检测信号输入。其他传感器应选择漏极 NPN 常开型,就是在信号有效时信号输出端应输出低电平,
且驱动电流大于 20mA。
控制板接开关输入
控制板接传感器输入
输入传感器选型 转动信号有两个输入口,24V 转动输入和 5V 转动输入,两个输入信号为逻辑或关系,任意一个输入信 号有效时控制板认为输入转动信号有效。当输入 24V 转动信号时只有当输入 24V 电压时认为信号有效,就 是当此端子电压为 24V+时主板认为转动信号有效,同理当 5V 转动端子为 5V 时控制板认为转动信号有效。
A-(OUT) P8
B+(Leabharlann UT)0/5V 接伺服控制器 PLUS0/5V 接伺服控制器 DIR+
0.3mm 以上 屏蔽线
B-(OUT)
0/5V 接伺服控制器 DIR-
有效点电平:
有效电平 0V,表示输入端子和 0V 接通时,控制板认为有相应信号输入;有效电平 24V
表示输入端子和 24V 接通时,控制板认为有相应信号输入;有效电平 5V 表示输入端子和
数码印花机控制板使用说明(无负压基础板)
一、功能描述
1、导带纠偏功能:控制板接入右 U 型传感器和左 U 型传感器,当导带转动时任意一个传感器, 有信号持续输入 60(P1 参数设置)秒时对应方向纠偏电机信号输出 6(P2 参数设置)秒,输出 6 秒后,重新计时达到 180(P3 参数设置)秒时,对应方向纠偏电机信号再次输出六秒,直到 对应 U 型传感器无信号输入为止,当两个传感器同时有信号输入时不会产生纠偏信号输出,机 器不转动的时纠偏不工作。
功能描述 控制板电源 24V 正输入 控制板电源 24V 负正输入
左纠偏传感器电源正 左纠偏信号输入 左纠偏传感器电源负 右纠偏传感器电源正 右纠偏信号输入 右纠偏传感器电源负
推荐线缆 0.75mm 以上 两芯屏蔽线 0.3mm 以上
0.3mm 以上
24V+(OUT) 无 24V 正电源输出
正转(IN)
7、联机非联机切换功能:联机状态下伺服输出状态受旋转编码器(A,B 信号)控制、非联机 状态下伺服控制器输出信号受外部正反转输入按钮控制;
8、驱动伺服控制器转动功能:在非联机状态下,当有正反转按钮输入相应信号时,可以控制 伺服电机正反转;默认输出 20KHz(P5 参数设置)转动信号,当正反转两个控制按钮同时被按 下时,执行先按下按钮的方向转速为平常的二倍;
按照端子图连结相应端子,控制板输出信号为开漏输出。在没有信号输出是输出端为高阻态,在有信
号时对地导通,工作原理如下图(控制板驱动 SSR 继电器,和电磁继电器典型接线图)
控制板驱动 SSR 固态继电器
控制板驱动 SSR 电磁继电器
输入信号接线时,除了 24V 转动、5V 转动信号外其他都为低电平有效,就是在输入信号为 24V-时控制