焊接结构件未注尺寸公差与形位公差
焊接件通用技术要求

焊接件通用技术要求(JB/ZQ4000.3-86)1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.Plb,适用于焊接件和焊接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数值.Plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.Plb2.标注和未标注角度的偏差见1-246a角度偏差.Plb,角度偏差的公差尺寸以短边为基准边,其长度从图样标明的基准点算起3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记Be(见JB/ZQ4000.10-86附录A),对此图样需作标注4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷,板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
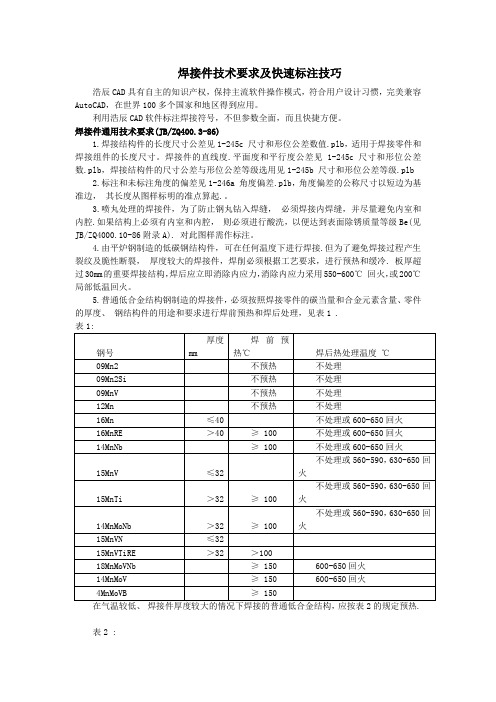
5.普通低合金结构制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热。
6.有密封内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通,需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定,要进行力学性能试验的焊接,应在图样或订伙技术要求中注明,焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事先经过外观无损探伤检查。
8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行,对耐压试验有要求时,应在图样或订货要求注明试验压力和试压时间。
未注尺寸、形位公差的公差值

4.基本尺寸小于1mm时,H14至H18、h14至h18和JS14(js14)至JS18(js18)均不采用。
未注形位公差的公差值(GB/T1184—1996)
圆柱度
遵守
必须在最大实体边界之内,可充满整个尺寸公差带。当处处都为最大实体尺寸时,圆柱度误差为0
不遵守
由圆度、素线的直线度未注公差控制(限于用两点法测量)
ቤተ መጻሕፍቲ ባይዱ平行度
遵守
必须在最大实体边界之内,其未注公差值等于给出的尺寸公差值或直线度和平面度未注公差值中的较大者
不遵守
由平面度、直线度未注公差值控制
垂直度
—
直线度、平面度
垂直度
对称度
圆跳动
基本长度
公差等级
基本长度
公差等级
基本长度
公差等级
公差等级
H
K
L
H
K
L
H
K
L
H
K
L
≤10
0.02
0.05
0.1
≤100
0.2
0.4
0.6
≤100
0.5
0.6
0.6
0.1
0.2
0.5
>10~30
0.05
0.1
0.2
>30~100
0.1
0.2
0.4
>100~300
0.2
0.4
0
-1.40
400
500
+1.55
0
±0.775
机械加工焊接未注尺寸公差
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
f精密级
±
±
±
±
±
±
±
-
m中等级
±
±
±
±
±
±
±
±2
c粗糙级
±
±
±
±
±
±2
±3
±4
v最粗级
-
±
±
±
±
±4
±6
±8
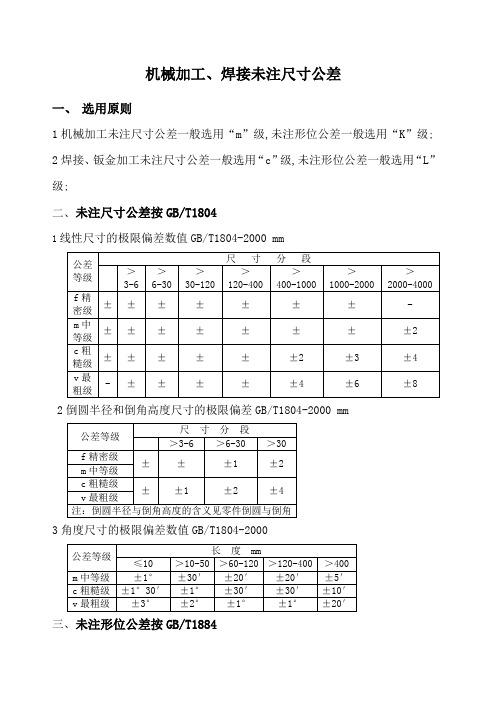
2倒圆半径和倒角高度尺寸的极限偏差GB/T1804-2000 mm
公差等级
尺 寸 分 段
>3-6
>6-30
>30
f精密级
±
±
±1
±2
m中等级
c粗糙级
±
±1
±2
±4
v最粗级
注:倒圆半径与倒角高度的含义见零件倒圆与倒角
3角度尺寸的极限偏差数值GB/T1804-2000
公差等级
长 度 mm
≤10
>10-50
>60-120
>120-400
>400
m中等级
±1°
±30′
±20′
±20′
±5′
c粗糙级
±1°30′
公差等级
圆跳动一般公差值
H
K
L
机械加工、焊接未注尺寸公差
一、选用原则
1机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级;
2焊接、钣金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级;
二、未注尺寸公差按GB/T1804
1线性尺寸的极限偏差数值GB/T1804-2000 mm
焊接件通用技术要求[1]
![焊接件通用技术要求[1]](https://img.taocdn.com/s3/m/bbc97732aaea998fcc220e20.png)
6.钩头键与楔键装配后,工作面上的接触率应在70%以上,其不接触部分不得集中于一段.装配后外露尺寸应为斜面长度的
10-15%(不包括钩头).
7.花键或齿形离合器的装配,单齿分度加工的矩形花键或齿形离合器的工作面研合后,同时接触的齿数不得少于2/3;接触
≥150
600-650回火
4MnMoVB
≥150
在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热.
表2 :
钢板厚度mm
焊接气温℃
预热温度℃
≤16
-10以下
100-150
16-24
-5以下
100-150
24-40
0以下
任何温度
>40
0以下
任何温度
6.有密闭内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通.需在外壁上钻孔的,
和试压时间.
4、涂装通用技术条件(JB/ZQ4000.10-88)
1.涂装前对物体的表面要求应符合本标准的规定.
2.除锈后的金属表面与涂底漆的间隔时间不得大于6h,酸洗处理表面与第一次涂底漆时间不少
于48h,但无论间隔时间多少,涂漆前表面不得有锈蚀或污染.
3.铆接件相互接触的表面,在联接前必须涂厚度30-40μm防锈漆.由于加工或焊接损坏的底漆,
±6
±8
圆角半径、倒角高度未注公差mm
公称尺寸
加工方法
切削加工
冷作成形
0.5-3(≤)
±0.2
±0.2
3-6
±0.5
±1
未注公差的线性和角度尺寸公差及形位公差未注公差值
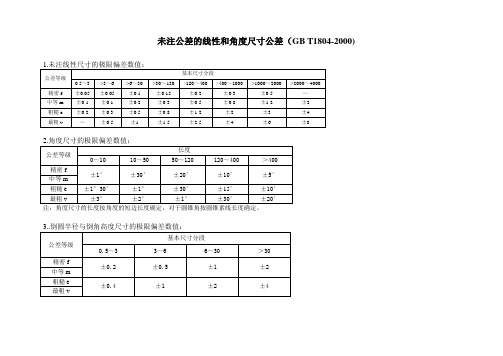
未注公差的线性和角度尺寸公差(GB T1804-2000) 1.未注线性尺寸的极限偏差数值:公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 —中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v —±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±82.角度尺寸的极限偏差数值:公差等级长度0~1010~5050~120120~400>400精密f±1°±30′±20′±10′±5′中等m粗糙e ±1°30′±1°±30′±15′±10′最粗v ±3°±2°±1°±30′±20′注:角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
3..倒圆半径与倒角高度尺寸的极限偏差数值:公差等级基本尺寸分段0.5~33~66~30>30精密f±0.2±0.5±1±2中等m粗糙e±0.4±1±2±4最粗v未注公差的线性和角度尺寸公差(DIN ISO 2768-mk)1.未注尺寸公差标准:0.6-6 6-30 30-120 120-400 400-1000 1000-2000 2000-4000±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±22.未注角度公差标准:0~1010~505~120120~400>400±0.1 ±0.2 ±0.3 ±0.5 ±0.8(ISO2768-M级也就是中国的GB/T1804-M级等同于上面的德国标准。
形位公差与未注位公差
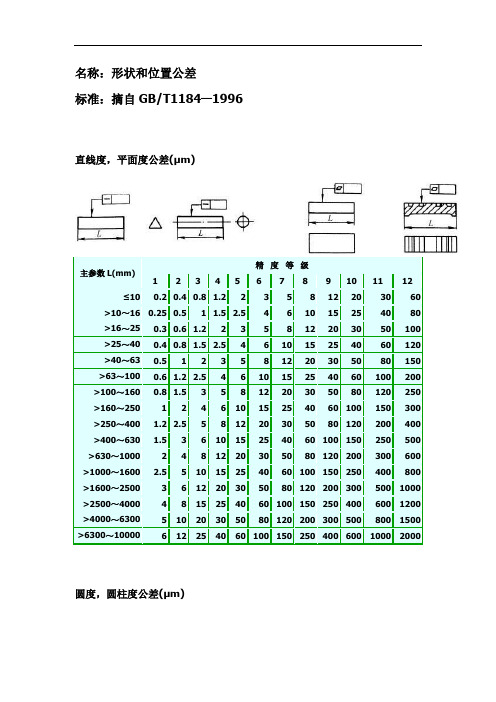
名称:形状和位置公差标准:摘自GB/T1184—1996 直线度,平面度公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤100.2 0.4 0.8 1.2 2 3 5 8 12 20 30 60 >10~16 0.25 0.5 1 1.5 2.5 4 6 10 15 25 40 80 >16~25 0.3 0.6 1.2 2 3 5 8 12 20 30 50 100 >25~40 0.4 0.8 1.5 2.5 4 6 10 15 25 40 60 120 >40~63 0.5 1 2 3 5 8 12 20 30 50 80 150 >63~100 0.6 1.2 2.5 4 6 10 15 25 40 60 100 200 >100~160 0.8 1.5 3 5 8 12 20 30 50 80 120 250 >160~250 1 2 4 6 10 15 25 40 60 100 150 300 >250~400 1.2 2.5 5 8 12 20 30 50 80 120 200 400 >400~630 1.5 3 6 10 15 25 40 60 100 150 250 500 >630~1000 2 4 8 12 20 30 50 80 120 200 300 600 >1000~1600 2.5 5 10 15 25 40 60 100 150 250 400 800 >1600~2500 3 6 12 20 30 50 80 120 200 300 500 1000 >2500~4000 4 8 15 25 40 60 100 150 250 400 600 1200 >4000~6300 5 10 20 30 50 80 120 200 300 500 800 1500 >6300~10000 6 12 25 40 60 100 150 250 400 600 1000 2000圆度,圆柱度公差(μm)主参数L(mm)精度等级0 1 2 3 4 5 6 7 8 9 10 11 12≤30.1 0.2 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 >3~6 0.1 0.2 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 >6~10 0.12 0.25 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 >10~18 0.15 0.25 0.5 0.8 1.2 2 3 5 8 11 18 27 43 >18~30 0.2 0.3 0.6 1 1.5 2.5 4 6 9 13 21 33 52 >30~50 0.25 0.4 0.6 1 1.5 2.5 4 7 11 16 25 39 62 >50~80 0.3 0.5 0.8 1.2 2 3 5 8 13 19 30 46 74 >80~120 0.4 0.6 1 1.5 2.5 4 6 10 15 22 35 54 87 >120~180 0.6 1 1.2 2 3.5 5 8 12 18 25 40 63 100 >180~250 0.8 1.2 2 3 4.5 7 10 14 20 29 46 72 115 >250~315 1 1.6 2.5 4 6 8 12 16 23 32 52 81 130 >315~400 1.2 2 3 5 7 9 13 18 25 36 57 89 140 >400~500 1.5 2.5 4 6 8 10 15 20 27 40 63 97 155平行度,垂直度,倾斜度公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤100.4 0.8 1.5 3 5 8 12 20 30 50 80 120 >10~16 0.5 1 2 4 6 10 15 25 40 60 100 150 >16~25 0.6 1.2 2.5 5 8 12 20 30 50 80 120 200 >25~40 0.8 1.5 3 6 10 15 25 40 60 100 150 250 >40~63 1 2 4 8 12 20 30 50 80 120 200 300 >63~100 1.2 2.5 5 10 15 25 40 60 100 150 250 400 >100~160 1.5 3 6 12 20 30 50 80 120 200 300 500>160~250 2 4 8 15 25 40 60 100 150 250 400 600 >250~400 2.5 5 10 20 30 50 80 120 200 300 500 800 >400~630 3 6 12 25 40 60 100 150 250 400 600 1000 >630~1000 4 8 15 30 50 80 120 200 300 500 800 1200 >1000~1600 5 10 20 40 60 100 150 250 400 600 1000 1500 >1600~2500 6 12 25 50 80 120 200 300 500 800 1200 2000 >2500~4000 8 15 30 60 100 150 250 400 600 1000 1500 2500 >4000~6300 10 20 40 80 120 200 300 500 800 1200 2000 3000 >6300~10000 12 25 50 100 150 250 400 600 1000 1500 2500 4000同轴度,对称度,园跳动和全跳动公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤10.4 0.6 1 1.5 2.5 4 6 10 15 25 40 60 >1~3 0.4 0.6 1 1.5 2.5 4 6 10 20 40 60 120>3~6 0.5 0.8 1.2 2 3 5 8 12 25 50 80 150 >6~10 0.6 1 1.5 2.5 4 6 10 15 30 60 100 200 >10~18 0.8 1.2 2 3 5 8 12 20 40 80 120 250 >18~30 1 1.5 2.5 4 6 10 15 25 50 100 150 300 >30~50 1.2 2 3 5 8 12 20 30 60 120 200 400 >50~120 1.5 2.5 4 6 10 15 25 40 80 150 250 500 >120~250 2 3 5 8 12 20 30 50 100 200 300 600 >250~500 2.5 4 6 10 15 25 40 60 120 250 400 800 >500~800 3 5 8 12 20 30 50 80 150 300 500 1000 >800~1250 4 6 10 15 25 40 60 100 200 400 600 1200 >1250~2000 5 8 12 20 30 50 80 120 250 500 800 1500 >2000~3150 6 10 15 25 40 60 100 150 300 600 1000 2000 >3150~5000 8 12 20 30 50 80 120 20 400 800 1200 2500 >5000~8000 10 15 25 40 60 100 150 250 500 1000 1500 3000 >8000~10000 12 20 30 50 80 120 200 300 600 1200 2000 4000名称:未注形位公差的公差值及确定方法标准:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996)未注公差值的确定方法。
焊接件通用技术要求
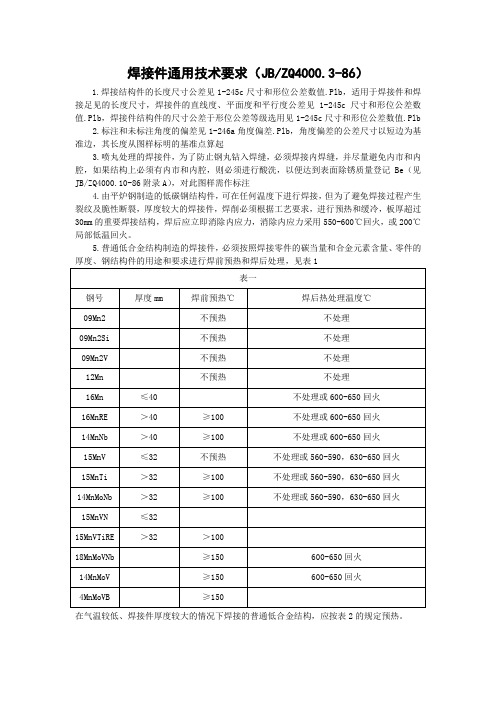
焊接件通用技术要求(JB/ZQ4000.3-86)1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.Plb,适用于焊接件和焊接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数值.Plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.Plb2.标注和未标注角度的偏差见1-246a角度偏差.Plb,角度偏差的公差尺寸以短边为基准边,其长度从图样标明的基准点算起3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记Be(见JB/ZQ4000.10-86附录A),对此图样需作标注4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷,板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
5.普通低合金结构制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热。
6.有密封内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通,需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定,要进行力学性能试验的焊接,应在图样或订伙技术要求中注明,焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事先经过外观无损探伤检查。
8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行,对耐压试验有要求时,应在图样或订货要求注明试验压力和试压时间。
焊接件技术要求及快速标注技巧
焊接件技术要求及快速标注技巧浩辰CAD具有自主的知识产权,保持主流软件操作模式,符合用户设计习惯,完美兼容AutoCAD,在世界100多个国家和地区得到应用。
利用浩辰CAD软件标注焊接符号,不但参数全面,而且快捷方便。
焊接件通用技术要求(JB/ZQ400.3-86)1.焊接结构件的长度尺寸公差见1-245c 尺寸和形位公差数值.plb,适用于焊接零件和焊接组件的长度尺寸。
焊接件的直线度.平面度和平行度公差见 1-245c 尺寸和形位公差数.plb,焊接结构件的尺寸公差与形位公差等级选用见1-245b 尺寸和形位公差等级.plb2.标注和未标注角度的偏差见1-246a 角度偏差.plb,角度偏差的公称尺寸以短边为基准边,其长度从图样标明的准点算起.。
3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内室和内腔.如果结构上必须有内室和内腔,则必须进行酸洗,以便达到表面除锈质量等级Be(见JB/ZQ4000.10-86附录A). 对此图样需作标注。
4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷. 板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
5.普通低合金结构钢制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1 .表1:在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热.表2 :Φ10mm孔,使其空腔与外界相通.需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接,应在图样或订货技术要求中注明.焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查。